Предложенный полуавтомат быть использован в инструментальной и машиностроительной Промышленности.
Известны ло:луа1вто1маты для затачки многолезвийного инструмента, например метчи-ков по заборному конусу, шлифобялыным .кругом, (Вьшолнбнный -в виде качающего ся .корпуса со ШПИНделем и задней баб|КОЙ, в лодпружиненные центры котОрых устанавливают Обрабатьгваемый инструмент, и снабженный быстросменными роликами, осущес-лвляющими лодачу затылования иосредством обкатывания по одному кула.чку-копиру, количест во которых соответствует числу -перьев затачиваемого ииструшента.
Предложенный полуавтомат для заточки многолезвийного инструмента отличается тем, что о.риентирование и вращение затачиваемо.го инструмента осущест1вляется посредством подпружиненной фиксирующей иланки, соединенной через поводок с планшайбой шпинделя и легко переналаживаемой в зависимости от размеров затачиваемого инструмента. Такое выполнение полуавтомата повышает его произ1водительность.
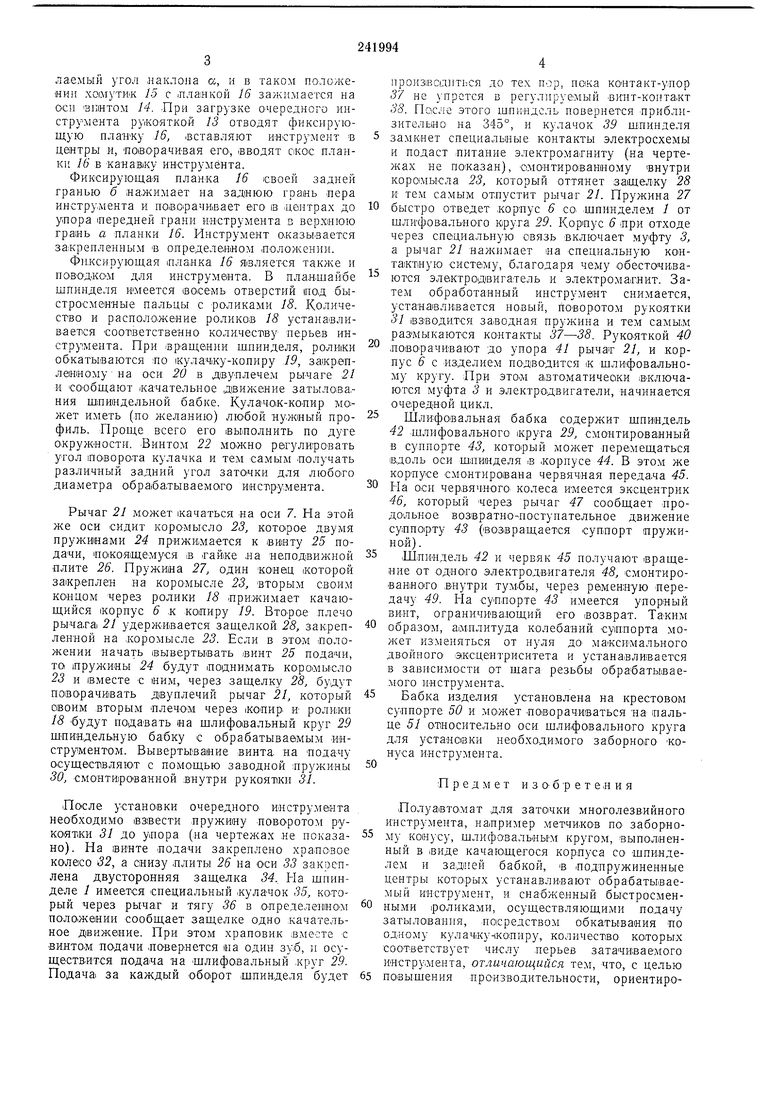
Па фиг. 1 и 2 схематически показан предл о ж-енн ы и п 0|Л у а вто м аТ.
Полуавтомат включает в себя байку изделия, шлифовальную бабку, электроо-бОрудавание. Шпинделю 1 бабки изделия вращение
передается от электродвигателя 2 через подпружиненную фрикционную .муфту 3, червячную передач} 4 и сменные шестерни 5. Шпиндель 1 смонтирован на шарикоподшипниках в корпусе 6, который посажен на ось 7 и может па ней качаться.
По направляющим корпуса 6 .может перемещаться и закрепляться задняя бабка 8 с центром. Передний центр подпружинен, упругость пружины может регулироваться винтом 9 в зависимости от размера обрабатываемого инструмента, который устанавливается: в эти центры. Для ориентирования относительно шпинделя режущей кромки инструмента на планшайбе шпинделя имеется специальное устройство.
Вдоль кронштейна 10 люжет перемещаться сухарик 11 с осью 12. На верхнем конце оси 12 закреплена рукоятка 13, а на нимшем - винтом :14 одновременно крепятся разжимной хомутик 15 и закрепленная на нем фиксирующая планка 16. Хомутик 15 с фиксирующей -планкой 16 натягивается пружиной 17 до упора рукоятки 13 в кронштейн. Верхняя грань а планки 16 со впадает с осью шпинделя и фиксирует положение режущей кромки.
С изменением, диаметра обрабатываемого инструмента планка 16 отодвигается от оси или придвигается к ней, устанавливается жела.емый угол -наклона о-:, и в таком положении хо1мути к 15 с .планкой 16 зажнмаетсл на ОСн ВИНТОМ 14. При загрузке очередного инструмента рукояткой 13 отводят фиксирующую пла№ку 16, .вставляют ииструмеит в цеитры и, по/ворачи-вая его., .вводят CIKOC планки 16 в канав1ку инструмента.
Фиксирующая планка 16 своей задней гранью б нажимает на заднюю грань пера инструмента и но.во1рачи.вает его IB .центрах до упора передней грани инструмента в верхнюю грань а нланки 16. Инструмент оказывается закренленным в онределенном .положении.
Фиксирующая яланка 16 является также и пОВодко.м для инструмента. В планшайбе щиинделя имеется восемь отверстий |ио.д быстросменные пальцы с роликами 18. Количество и расположение роликов 18 устаиавливается соответственно коли.чест1ву нерьев инструмента. При вр-ащении шлинделя, роли|ки обКатываются по 1кулач|Ку-копиру 19, за1крепланному на оси 20 в двуплечем рычаге 21 и сообщают 1качательное движение затылования шпиндельной бабке. Кула40.к-К0пир мо.жет иметь (по желанию) лю.бой нужный профиль. Проще всего его Выполнить по дуге окружности. Винтом 22 мо.жно регулировать угол 1поворо.та кулачка и тем самым .получать различный задний угол заточки для любого диаметра о.бра(батываемаго инст1ру;мента.
Рычаг 21 1МОжет 1качаться на оси 7. На этой же оси сидит коро-мысло 23, кото.ро.е двумя пружинами 24 прижимается к .винту 25 подачи, покоящемуся в .гай.ке на неподвижной плите 26. Пружина 27, один конец которой закреплен на коромысле 23, вторым своим концом через ролики 18 .прижимает качающийся iKOpnyc 6 к копиру 19. Вто.рог плечо рычага 21 удерживается защелкой 28, закрепленной на .коромысле 23. Если в этом положении начать вывертывать винт 25 подачи, то пружины 24 будут поднимать коро.мысло 23 и вместе с ним, через защелку 28, будут поворачивать двуплечий рычаг 21, который своим вторы.м плечом через копир № роли;ки 18 -будут по.давать на шлифовальный круг 29 ЩПиндельную бабку с обрабатываемым инструментом. Вывертывание винта на подачу осуществляют с помощью заводной пружины 30, смонти1рованиой внутри рукоят1ки 31.
.После установки очередного инструмента необходимо взвести пружину поворотом рукоят.ки 31 до упора (на чертежах не иоказано). На винте подачи закреплено храповое колесо 32, а снизу .плиты 26 на оси 33 закосплена двусторонняя защелка 34., Па щиинделе 1 имеется специальный кулачок 35, который через рычаг и тягу 36 в определенном поло.жении сообщает защелке одно .качательное движение. При этом храповик вместе с ВИНТО.М подачи повернется на один зуб, и осуществится по.да1ча на .шлифовальный круг 29. Подача за каждый o6oipoT .шпинделя будет
произвсанться до тех пор, нежа контакт-упор 37 не упрется в регулируемый винт-конта.кт 38. После этого шпиндель повернется приблизительно на 345°, и кулачок 39 шпинделя
замкнет специальные контакты электросхемы и подаст питание электрома.гниту (на чертежах не показан), смонтированному внутри кор01мысла 23, который оттянет защел.ку 28 и тем самым отпустит рычаг 21. Пружина 27
быстро отведет корпус 6 со шпинделем 1 от щлифовально.го круга 29. Корпус 6 при отходе через специальную связь включает муфту 3, а рычаг 21 нажимает на специальную ко.нтактную систему, б.тагодаря чему .обесточи.ваются электро.двигатель и электро.ма.гнит. Затем обработанный инструмент снимается, устанавливается новый, поворотом рукоятки 3} 1взводится заводная пружина и тем самым размыкаются контакты 37-38. Руко-яткой 40
поворачивают до упора 41 рычаг 21, и корпус 6 с изделием подводится к шлифовальному кругу. При ЭТО.М автоматически в.ключаются муфта 3 и электро.двигатели, начинается очередной цикл.
111ли.фовальная бабка содержит шпиндель 42 шлифовального круга 29, смонтированный в суппорте 43, который может перемещаться вдоль оси шлинделя в .корпусе 44. В этом же корпусе смонтиро1вана червячная передала 45.
Па оси червячного колеса имеется эксцентрик 46, который через рычаг 47 сообщает продольное возвратно-лостунательное движение cynnoipTy 43 (возвращается суп.порт пружиной).
.Ш.пиндель 42 и червяк 45 получают вращение от ОДН01ГО электродвигателя 48, .смонтиро.ванното внутри тумбы, через ременную передачу 49. На суппорте 43 имеется упорный винт, ограничивающий его возврат. Таким
образом, амплитуда колебаний суппорта может изменяться от нуля до макснмального двойного эксцентриситета и устанавливается в зависимости от шага резьбы обрабатываемого инструмента..
Бабка изделия установлена на крестовом суппорте 50 и мо.жет поворачиваться на пальце 51 0Т1Носительно оси шли.фовального круга для установки необхо.димого заборного конуса инструмента.
Предмет и з О б р е т е н и я
.Полуавтомат .для заточки многолезвийного инструмента, на.пример метчиков по заборному конусу, шлифовальныМ кругом, выполненный в виде качающегося корпуса со шпинделем и задней бабкой, в подпружиненные центры которых устанавливают обрабатываемый инструмент, и снабженный быстросменными роликами, осуществляющими подачу затылования, посредством о.бкатыва1ния по одному кулач|Кункопиру, количество ко.торых соответствует числу перьев затачиваемого инструмента, отличающийся тем, что, с целью ванне и :враш,сиие затачиваемо го инструмента осуществлено лосрсдсивом подпружиненной фиксирующей планки, соединенной через поводок с планшайбой щпинделя и легко лереналаживае.мой щ за1ВисиМО:Сти от размеров затачиваемого инструмента.
| название | год | авторы | номер документа |
|---|---|---|---|
| Полуавтомат для заточки задних поверх-НОСТЕй РЕжущЕгО иНСТРуМЕНТА | 1979 |
|
SU837774A1 |
| Полуавтомат для заточки многолезвийного инструмента с прямыми и винтовыми стружечными канавками | 1968 |
|
SU300047A1 |
| ПОЛУАВТОМАТ ДЛЯ ЗАТОЧКИ МНОГОЛЕЗВИЙНОГО | 1971 |
|
SU309582A1 |
| Шлифовально-затыловочный полуавтомат для цилиндрических фрез | 1987 |
|
SU1442375A1 |
| Полуавтомат для заточки мелкомодульного многолезвийного инструмента | 1968 |
|
SU301030A1 |
| Способ затылования зубьев режущих инст-РуМЕНТОВ и CTAHOK для ЕгО ОСущЕСТВлЕНия | 1979 |
|
SU841778A1 |
| Полуавтомат для заточки резцов по задней грани | 1969 |
|
SU297251A1 |
| Устройство для затылования зубьев инструмента | 1980 |
|
SU933265A1 |
| УСТРОЙСТВО для ЗАТОЧКИ СВЕРЛ | 1972 |
|
SU358131A1 |
| УСТРОЙСТВО для ЗАТОЧКИ МНОГОЛЕЗВИЙНОГО ИНСТРУМЕНТА | 1969 |
|
SU252874A1 |

75i
35 39 I о
„ J2 3
1 И
Ь М- ll f Mfe:t:isi#n /
- i---I v-M4;TX rT ч
-Д|:1 .- --.
-,-,.-,,: . -; -;-i N
:fzu: u.
Г, ж Й,
-. 4. у Jxi
v;H;-x
/ Vi
( X--
L-,-. - .4±.-,;.-.; j
/ .S r / I
S
J/5
2Ь
Фмг. 2
J
47
4
43
