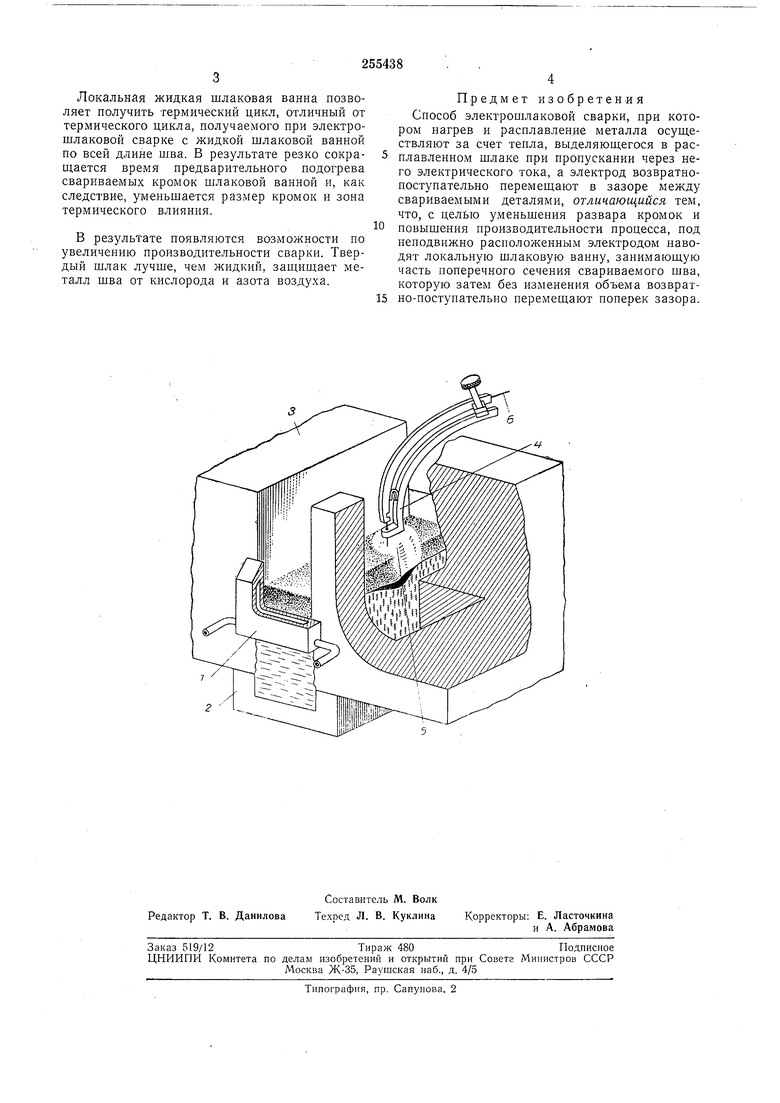
Изобретение относится к способу электрошлаковой сварки толстого металла с возвратно-поступательным перемещением электрода вдоль зазора между свариваемыми кромками. Известен способ электрошлаковой сварки, основанный на применении флюсов, в состав которых входят компоненты, стабилизирующие температуру шлаковой волны, уменьшающий развар свариваемых кромок при электрошлаковой сварке толстого металла, размер зоны термического влияния. Указанный способ позволяет получить хорошее сплавление основного и присадочного металла с минимальным проплавлением кромок основного металла. Однако отмеченный способ не устраняет присущие электрошлаковой сварке недостатки: металлы шва недостаточно защищены шлаковой ванной от кислорода и азота воздуха, и возникают трещины, непровары и т. п., что препятствует повышению производительности. Кроме того, требуется оборудование вытял ным устройством рабочего места, на котором производится сварка с применением специальных флюсов для удаления ядовитых хлористых и фтористых газов, образующихся в процессе сварки. максимально повысить производительность сварки без риска получить указанные выше дефекты. Сварка ведется с подвижной шлаковой ванной, объем которой достаточно мал. Вся остальная площадь направленного металла покрыта затвердевшим шлаком. Электрод подается в жидкую шлаковую ванну. В процессе сварки шлаковая ванна одновременно с электродом возвратно-поступательно перемещается вдоль шва между формирующими иолзунами без изменения своего объема. Сущность способа поясняется чертежом. Сварка по предлагаемому способу производится следующим образом. В колодец, образованный медными, водоохлаждаемыми формирующими ползунами 1, карманом 2 и свариваемым изделием 5, засыиается гранулированный электропроводный в холодном состоянии флюс. Возбуждается дуга, и при неиодвил ном мундштуке 4 наводится небольшой объем жидкой шлаковой ванны 5. После этого включается горизонтальное возвратно-поступательное перемещение электрода 6. Скорость перемещения электрода задается такой, чтобы фронт жидкой шлаковой ванны все время был на одном расстоянии от оси электрода. Локальная жидкая шлаковая ванна позволяет нолучить термический цикл, отличный от термического цикла, получаемого при электрошлаковой сварке с жидкой шлаковой ванной по всей длине шва. В результате резко сокращается время предварительного подогрева свариваемых кромок шлаковой ванной и, как следствие, уменьшается размер кромок и зона термического влияния. В результате появляются возможности по увеличению производительности сварки. Твердый шлак лучше, чем жидкий, заидищает металл шва от кислорода и азота воздуха. Предмет изобретения Способ электропмаковой сварки, при котором нагрев и расплавление металла осуш.ествляют за счет тепла, выделяющегося в расплавленном шлаке при пропускании через него электрического тока, а электрод возвратнопоступательно перемещают в зазоре между свариваемыми деталями, отличающийся тем, что, с целью уменьшения развара кромок и повышения производительности процесса, под неподвижно расположенным электродом наводят локальную шлаковую ванну, занимающую часть поперечного сечения свариваемого шва, которую затем без изменения объема возвратно-поступательно перемещают поперек зазора.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ЛАЗЕРНО-ЭЛЕКТРОШЛАКОВОЙ СВАРКИ | 2010 |
|
RU2447980C2 |
| Способ электрошлаковой сварки | 1991 |
|
SU1807925A3 |
| Формирующее устройство для электрошлаковой сварки | 1989 |
|
SU1646748A1 |
| Способ вертикальной сварки открытой дугой | 1980 |
|
SU927441A1 |
| Способ электрошлаковой сварки | 1979 |
|
SU833396A1 |
| Способ электрошлаковой сварки легких металлов | 1977 |
|
SU764902A1 |
| Формирующее устройство для электрошлаковой сварки легких металлов | 1978 |
|
SU1022790A1 |
| Способ электрошлаковой сварки | 1977 |
|
SU927452A1 |
| Способ электрошлаковой сварки пластинчатым электродом | 1989 |
|
SU1742009A1 |
| Способ вертикальной дуговой сварки под флюсом | 1991 |
|
SU1819199A3 |
