Известны способы определения динамической жесткости станков, заключающиеся в регистрации перемещений испытуемого узла от составляющих сил резания.
Для произвольного изменения вектора результирующей силы нагружения узла в условиях работы станка предложен способ, позволяющий получить более полные характеристики жесткости узлов и станка в целом и приближающий картину нагружения узлов к действительной путем изменения в щироком диапазоне (плавпо или дискретно) направления и величины вектора результирующей силы нагружения испытуемого узла. С этой целью на испытуемый узел дополнительно воздействуют силами от автономных силовых элементов, действующими по линии действия составляющих силы резания.
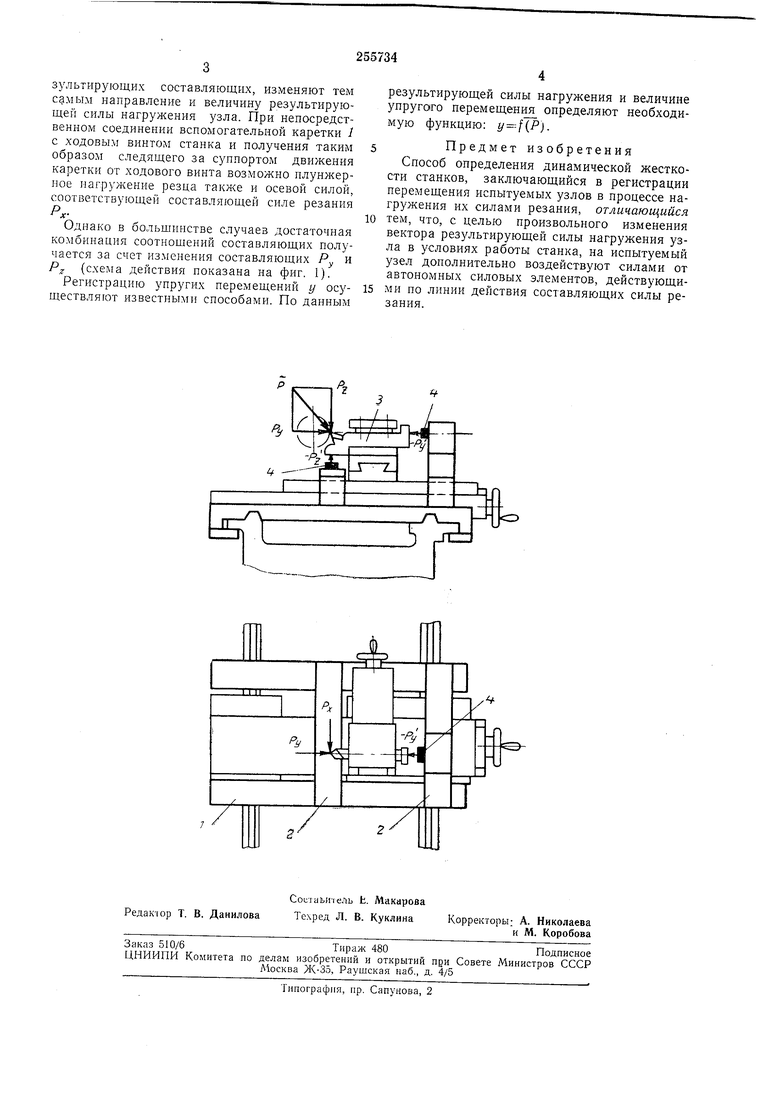
На чертеже показан узел суппорта токарного станка в двух проекциях для иллюстрации сущности описываемого способа.
Для осуществления описываемого способа на направляющих станины устанавливают подвижно каретку 1 с мостообразными опорными стойками 2. При работе станка вспомогательная подвижная каретка соприкасается с суппортом (с продольными салазками) и перемещается вместе с ним. В резцедержатель устанавливают резец 3 со специальным стержнем; на стойках 2 - силовые элементы 4, например плунжерные, гидравлического типа или другие. Плунл еры силовых элементов 4 упираются в стержень резца 3. Линии действия их давлений совпадают с линиями де ствия соответствующих составляющих силы резания Р и Ру .
На чертеже стрелками показана схема давления плунлчеров, направленного навстречу действию соответствующих составляющих силы резапия, умепьщая таким образом результирующие составляющие силы нагружения на узел, хотя принципиально возможно и одинаковое направление, при котором результирующие составляющие будут увеличиваться.
Определение упругих характеристик суппорта станка осуществляют следующим образом. Предварительно выбирают эталонный режим обработки (материал образца, глубину, подачу, скорость) и путем дипамометрпческого испытания или расчетом определяют соответствующие ему составляющие силы резапия , Ру, Р. Образец устанавливают на станок, включают его и начинают точение. Сразу же после точения включают в действие плуил ер силовых элементов 4 с заданным давлением. Указанное изменение соотнощений составляющих может производиться как ступенчато, так и плавно, в зависимости от конструкций привода плупл ;еров. Изменяя таким
зультирующих составляющих, изменяют тем самым направление и величину результирующей силы нагружения узла. При непосредственном соединении вспомогательной каретки 1 с ходовым винтом станка и получения таким образом следящего за суппортом движения каретки от ходового винта возможно плунжерное иагружение резца и осевой силой, соответствующей составляющей силе резания
f Однако в большиистве случаев достаточная комбинация соотношений составляющих получается за счет изменения составляющих Ру и Pf (схема действия показана на фиг. 1).
Регистрацию упругих перемещений у осуществляют известными способами. По данным
результирующей силы нагружения и величине упругого неремещения определяют необходимую функцию: (P).
Предмет изобретения Способ определения динамической жесткости станков, заключающийся в регистрации перемещения испытуемых узлов в процессе нагружения их силами резания, отличающийся тем, что, с целью произвольного изменения вектора результирующей силы нагружения узла в условиях работы станка, на испытуемый узел дополнительно воздействуют силами от автономных силовых элементов, действующими по линии действия составляющих силы резания.
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство "нева" для отрезки детали на токарном станке | 1982 |
|
SU1074660A1 |
| Способ установки ротационного резца | 1983 |
|
SU1152710A1 |
| Резцедержатель для ротационного точения | 1983 |
|
SU1098675A1 |
| ТОКАРНЫЙ СТ.Л.НОК | 1973 |
|
SU424663A1 |
| СПОСОБ УПРАВЛЕНИЯ ПРОЦЕССОМ СОВМЕЩЕННОЙ ОБРАБОТКИ РЕЗАНИЕМ И ПОВЕРХНОСТНО-ПЛАСТИЧЕСКИМ ДЕФОРМИРОВАНИЕМ | 1990 |
|
RU2036068C1 |
| УСТРОЙСТВО для ОПРЕДЕЛЕНИЯ ДИНАМИЧЕСКОЙ ЖЕСТКОСТИ МЕТАЛЛОРЕЖУЩИХ СТАНКОВ | 1973 |
|
SU406703A1 |
| Способ коррекции положения резца на металлорежущем станке с ЧПУ | 2017 |
|
RU2654120C1 |
| СПОСОБ ПОВЫШЕНИЯ ТОЧНОСТИ ОБ^РАБОТКИ НА МЕТАЛЛОРЕЖУЩИХ СТАНКАХ | 1973 |
|
SU428863A1 |
| СПОСОБ СОВМЕЩЕННОЙ ОБРАБОТКИ РЕЗАНИЕМ И ПОВЕРХНОСТНО-ПЛАСТИЧЕСКИМ ДЕФОРМИРОВАНИЕМ | 1990 |
|
RU2036069C1 |
| МНОГОКОМПОНЕНТНЫЙ ДАТЧИК СИЛЫ РЕЗАНИЯ | 2011 |
|
RU2455121C1 |
