I1 Изобретение относится к машиностроению и может быть использовано на токарных станках при ротационном точении цилиндрических поверхностей Известен способ установки резца на токарном станке, согласно которому необходимый угол наклона оси вращения резца к вектору главного движения настраивают смещением вершины режущего лезвия ниже центров станка при параллельности оси враще ния резца в различных его положения некоторой плоскости, например, уста новочной поверхности поперечного су порта токарного станка ГО Недостатком этого способа установки является то, что при использо вании его на универсальных токарных станках не обеспечивается оптимальная для конкретной системы СПИД жесткость, что отрицательно влияет на динамическую точность станка. Это обусловлено тем, что ротационное течение существенно отличается от обычного соотношением радиальной и тангенциальной составляющих силы резания и, следовательно, иньм направлением результирующей этих составляощих, определяющей, в основно величину упругих деформаций системы СПИД. Учитьшая, что жесткость системы СПИД в различных направлениях неоди накова, для обеспечения минимальной динамической погрещности необходимо резец устанавливать в положение, пр котором не только достигается необх димая его ориентация относительно плоскости движения, но также и действие силы резания по направлению оптимальной жесткости системы СПИД, Цель изобретения - повышение динамической точности станка. Поставленная цель достигается тем, что согласно способу установки ротационного резца на токарном стан ке, по которому верщину режущего лезвия смещают ниже центров станка, а ось вращения резца устанавливают под углом к плоскости движений, вер шину режущего лезвия смещают на величину Н о(, --tto d - диаметр обработанной поверхности, ММ-, 0I . отношение радиальной 9 к тангенциальной P.J-- составляющей силы резания et- - угол между вертикалью и направлением оптимальной жесткости. На чертеже изображено относительное положение ротационного резца и обработанной поверхности при его установке согласно предлагаемому способу. Резец 1 устанавливают с возможностью вращения вокруг оси 2 в резцедержателе 3 на поперечном суппорте 4 токарного станка с призматической формой направляющей 5 продольного суппорта (каретки) 6. Вершину режущего лезвия резца смещают на расстояние Н вниз относительно линии 7 центров станка, совпадающей с геометрической осью заготовки 8, При этом ось 2 вращения резца устанавливают под углом к вектору главного движения V и к линии 7 центров станка. При такой установке на резец в процессе обработки действует радиальная составляющая Р силы резания, направленная под yгnoм/ - ifc n2H| зL к горизонтальной плоскости, и тангенциальная Р составляющая - по направлению вектора f .Результирующая Р сцп Р и р;- действует по направлению оптимальной жесткости, составляющему с вертикалью угол d, значение которого определяют предварительно экспериментально как характеристику станка. Величину смещения вершины режущего лезвия задают в зависимости от отнощения радиальной Р и тангенциаль.ной Pf- составляющей силы резания и направления оптимальной жесткости (значения угла о) „и , H - drctfr-- -2 1. где Н - смещение вершины режущего лезвия, MMJ е/ - диаметр обработанной поверхности, мм; отношение рал.иальной Р. к тангенциальной Р составляющей силы резания; oi - угол между вертикалью и направлением оптимальной жесткости, град. Зависимость дня определения величины смещения Н получена следуюшргм образом (см, чертеж-)
Ч(/ь
следовательно, t()K,- гдсКг- t На основании известной формулы сложения 4U-fi) откуда HK-fe oi Учитьгоая, что sin/ь получают комую зависимость SiBdirc 2 1 Ktgct Математическая обработка резуль татов, полученных по этой зависимо ти показьтает, что с достаточной точностью при d Т5-45° она може быть,заменена приближенной, удобно для практических расчетов формулой Н (0,46-0,008 oi) с {)., Угол наклона оси 2 вращения ре ца к горизонтальной плоскости зад ют исходя из условия где Ь - угол между плоскостями жения и вращения резца плоскости, перпендикуля ной линии 7 центров ста Требуемый угол .ftg между плоск тями вращения резца и движения в плоскости, перпендикулярной векто Г , настраивают поворотом резце держателя вокруг вертикальной оси Пример . Диаметр изделия ( мм, отношение К радиальной
4
к тангенциальной Р
составляющей силы резания
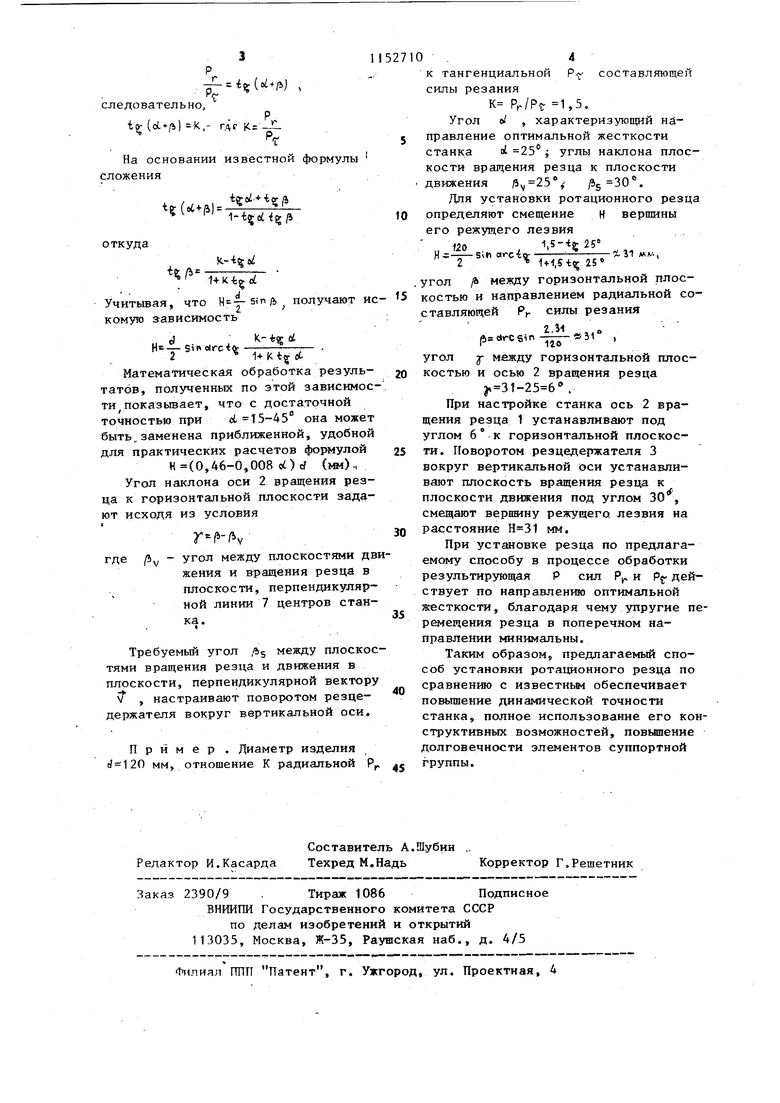
К Pr/Pt 1,5, характеризующий направление оптимальной жесткости станка ot 25 ; углы наклона плоскости вращения резца к плоскости движения 25°, /ig 30, 71ля установки ротационного резца определяют смещение Н вершины его режущего лезвия 140 .. , 1, -S-il Mv,, s;n arc-tc 2 ui,st«5 as« угол ; между горизонтальной плоскостью и направлением радиальной составляющей Р. силы резания угол между горизонтальной плоскостью и осью 2 вращения резца | 31-25 6. При настройке станка ось 2 вращения резца 1 устанавливают под углом 6 к горизонтальной плоскости. Поворотом резцедержателя 3 вокруг вертикальной оси устанавливают плоскость вращения резца к плоскости движения под углом 30 , смещают верпмну режущего лезвия на расстояние УМ, При устгаювке резца по предлагаемсму способу в процессе обработки результирующая Р сил Р и Р действует по направлению оптимальной жесткости, благодаря чему упругие перемещения резца в поперечном направлении минимальны, Таким образом, предлагаемый способ установки ротационного резца по сравнению с известньм обеспечивает повышение динамической точности станка, полное использование его конструктивных возможностей, повьапение долговечности элементов суппортной группы.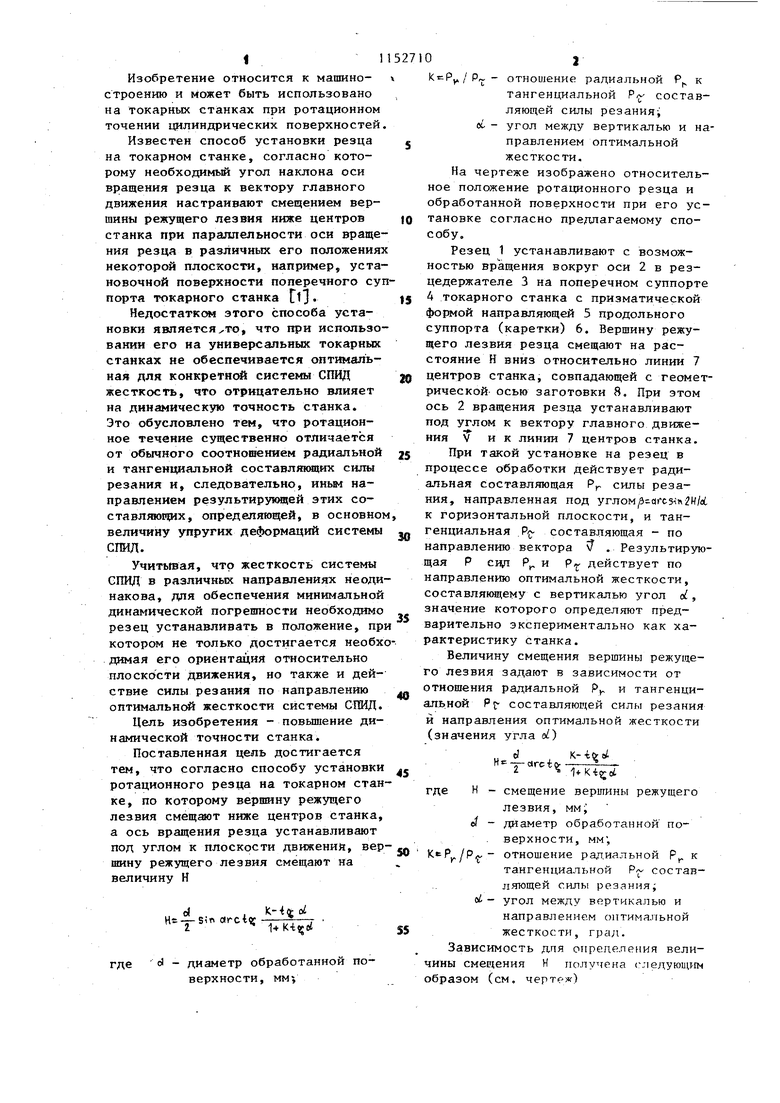
| название | год | авторы | номер документа |
|---|---|---|---|
| Прибор для определения жесткости системы спид | 1977 |
|
SU709256A1 |
| ВИБРОРОТАЦИОННЫЙ РЕЗЕЦ | 2009 |
|
RU2393065C1 |
| Способ управления процессом совмещенной обработки резанием и поверхностно-пластическим деформированием | 1985 |
|
SU1286396A1 |
| СПОСОБ ОБРАБОТКИ РЕЗАНИЕМ И РЕЖУЩИЙ ИНСТРУМЕНТ ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2012 |
|
RU2514243C1 |
| РЕЗЕЦ | 2011 |
|
RU2443508C1 |
| Способ обработки ротационным резцом | 1982 |
|
SU1117914A1 |
| Способ обработки резанием многорезцовым вращающимся инструментом | 1989 |
|
SU1726138A1 |
| СПОСОБ ТОКАРНОЙ ОБРАБОТКИ | 2008 |
|
RU2374039C1 |
| Устройство для дробления стружки | 1985 |
|
SU1296307A1 |
| Способ токарной обработки ротационным резцом | 1990 |
|
SU1748955A1 |
СПОСОБ УСТАНОВКИ РОТА1ШОННОГО РЕЗЦА на токарном станке, по koTop iy вершину режущего лезвия смещают Hirace центров станка, а ось вращения резца устанавливают под углом к плоскости движения, о т личающийся тем, что, с целью повышения динамической точности станка, вершину режущего лезвия смещают на величину Н ..of. Н -sinavXtK-- , i l--K-t oi где d - диаметр обработанной поверхности, мм; k Р / Р отношение радиальной Р г- t к тангенциальной 1, составляющей силы резания, d - угол между вертикалью и направлением оптимальной (f) жесткости. 
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
| ТЕСТОДЕЛИТЕЛЬНАЯ МАШИНА | 1997 |
|
RU2127523C1 |
| Прибор для равномерного смешения зерна и одновременного отбирания нескольких одинаковых по объему проб | 1921 |
|
SU23A1 |
