Известны медные водоохлаждаемые приспособления для электрошла ковой сварки заготовок прямоугольного сечения. Они содержат корпус с уста.но1вленными в нем .пластинами для (формирования шва. Особенность лредлагаемого вриснособления заключается в том, что, с щелью возможности сварки швов различной конфигурации, лластины имеют криволинейную форму, радиус «ривизны которой соответствует радиусу свариваемого изделия, при этом между пластинами установлены сменные вкладыши, форма которых соответст1вует новерхности свариваемого стыка, а в нижней части корпуса устано1влена с возможностью леремещения и фиксации вставка для изменения объема полости, служащей для наведения шлаковой ванны, снабженная каналом для .подачи защитного газа.
Такое выполнение лриспособления упрощает (Процесс сварки заготовок лрямоугольио;го сечения различиых диаметров онределенных диапазонов.
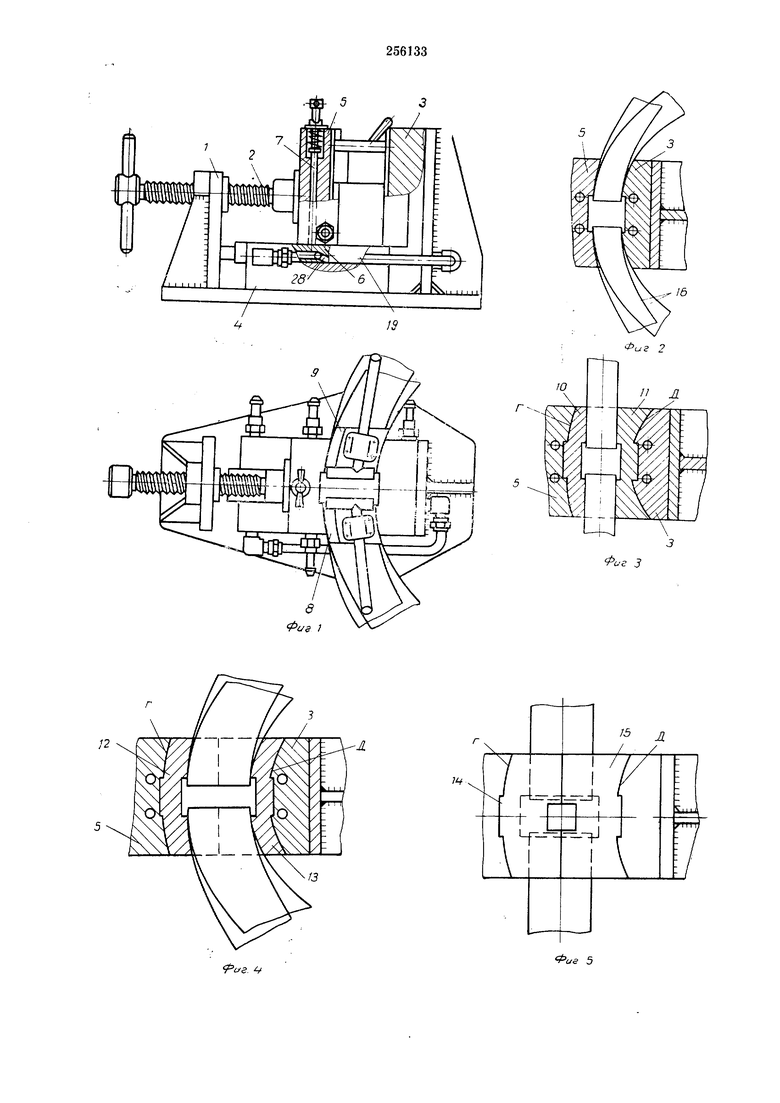
Па фиг. 1 И30,бражено лредла1гаемое нриснособление IB двух проекциях; на фиг. 2 - схема сопряжения поверхностей стыка колец прямоугольного сечения и формирующих шов оланок; на фнг. 3-5 - часть приспособления с установленными в нем вкладьгшами для формирования шва, вид в плане; на фиг. 6 - выводные ПЛЗНки, вид IB плане; на фиг. 7 -
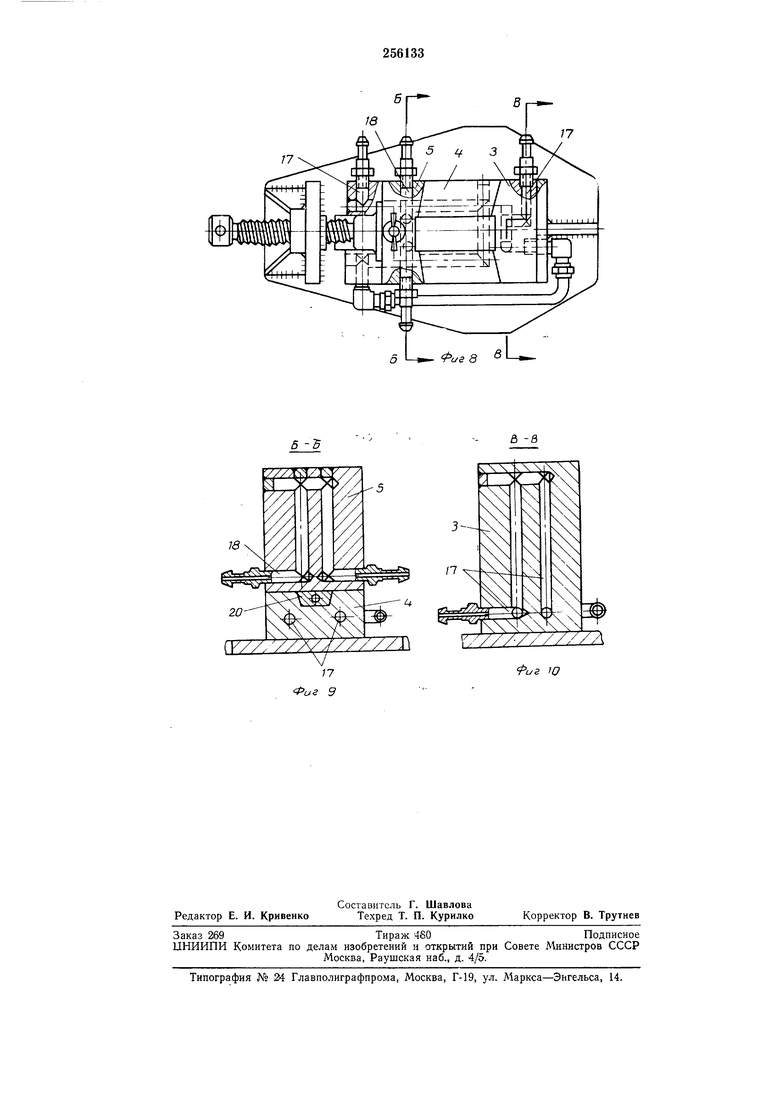
разрез по А-А на фиг. 6; на фиг. 8-система охлаждения приспособления; на фиг. 9 - разрез но Б-Б на фиг. 8; «а фиг. 10 - разрез по В-В на фиг. 8.
Приспособление состоит из корпуса / с винтом 2 и ненодвижными пластинами 3, 4, подвижной пластины 5 с вставкой 6 и пружинным фиксатором 7, выводных планок 8, 9 для удержания сварочной ванны IB сварочного процесса и сменных вкладышей 10, 11, 12, 13, 14 и 15, установленных между пластинами 3, 5. Последние для формирования шва при сварке стыков кольцевых заготовок 16 определенного диапазона радиусов, например 100-250 мм различных размеров прямоугольного сечения.
Пластины 3, 5 соприкасаются с заготавками 16 в зоне радиусов но криволинейным поверхностям Г и Д, при этом радиус кривизны поверхности Г равен макс мальному наружному, а поверхности Д - минимальному внутреннему радиусам кривизны поверхностей колец определенного диапазона их типоразмеров.
Такое сопряжение поверхностей пластин и заготовок практически обеспечивает их взаимное соприкосновение на участках шириной 3-5 мм по всей длине шва для удержания сварочной ванны. С вкладышами 10, 11 и 14, 15 свариваются прямолинейные заготовки прямоугольного и круглого сечения. С вкладышами 12, 13 в этом приспособлении сваривают кольцевые заготовки разных диаметров определенного фасонлого .сечения, например круглого. Пластины 4, 3 имеют каналы 17, а пластина 5 - каналы 18, .по которым под давлением протекает вода для охлаждения. Отвод тепла от вкладышей 10, 15 осуш;ествляется тем, что Они выполнены с плотным врилеганием по поверхностям Г, Л водоохлаждаемых пластин 5, 3. Необходимое при сварке различных сечений изменение объема полости, слун аш,ей для наведения шлаковой ванны, обеспечивается перемешением ino пазу 19 в пластине 4 вставки 20, прикрепляемой « пластиие 5 с ;помош:ью прул инно:го фиксатора 7.
Для .сварки заготовок различных прямоугольных сечений выводные планки 8, 9 выполнены сборными, состояш,ими из охлаждаемой основы 21, 22 и Набора прикрепляемых к ней на штифтах 23 накладных пластин 24.
Для сварки в предлагаемом приспособлении активных металлов, например титановых сплавов, нри различном сечении заготовок для подачи инертного газа сверху шлаковой 1ван«ы имеются распылители 25, 26 газа, выполненные сменными в виде трубчатых крестовин с отверстиями и закрепляемые на выводных планках с помощью хомутиков 27. Для улучшения качества сварных соединений активных металлов вытеснение вюздуха, находящегося между зернами нерасплавленно-го флюса .в начале процесса сварки, а также защита от проникновения воздуха через неплотности между свариваемыми деталями и фо.рмирующими шов пластинами осуществляются лодачей инертного газа в полость, служащую для наведения шлаковой ванны, через отверстия 28 во вставке 20.
Электрошлаковая сварка заготовок в предлагаемом приспособлении осуществляется следующим образом.
Кольцевая заготовка 16 своим стыком устанавливается между пластинами 3, 4, 5 выводными планками 8, 9 ti зажимается с помощью винта 2.
В колодец, образованный свариваемыми Кромками заготовки 16, .пластинами 3, 4, 5 н
выводными планками 8, 9 вводят мундштук с проволочными .электродами либо электродную пластину до упора в дно лаза 19. Затем в паз засыпают .флюс, через отверстия 28 во вставке 20 и распылители 25, 26 подают инертный газ, а в систему охлаждения по каналам 17 и 18 - воду .под давлением, и- включают сварочный аппарат в работу. После окончания сварки выключают электрический ток, мундштук нли электродную пластину выводят из колодца, затем с помощью винта 2 освобождают сваренную заготовку и повторяют процесс сварки.
Для сварки прямолинейных заготовок прямоугольного или фасонного сечения, а также
колец фасонного сечения устанавливают между пластинами 5, 3 вкладыши 10, 11 либо 14, 15, либо 12, .13, в которых зажимаются соответствующие за1готовки с помощью винта 2 перемещением пластины 5 и аналогично выше
описанному осуществляют ироцесс сварки.
Предмет изобретения
Медное водоохлаждаемое приспособление для электрошлаковой сварки заготовок, содержащее корпус с установленными в нем пластинами для формирования .шва, отличающееся тем, что, с целью возможности сварки
ШВ01В различной конфигурации, пластины имеют .криволинейную фо1рму, радиус кривизны которой соответствует радиусу свариваемого изделия, при этом между пластинами установлены сменные вкладыши, форма которых соответствует поверхности свариваемого стыка, а в нижней части корпуса установлена с возможностью неремещения и фиксации вставка для изменения объема полости, служащей для наведения шлаковой ванны, Снабженная каналом для подачи защитного газа.
3
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для уплотнения и формирования шва при электрошлаковой сварке | 1977 |
|
SU751544A1 |
| Способ электрошлаковой сварки комбинированными электродами | 1978 |
|
SU753571A1 |
| Формирующий фигурный ползун для электрошлаковой сварки двухслойных сталей | 1978 |
|
SU766792A1 |
| СПОСОБ ЛАЗЕРНО-ЭЛЕКТРОШЛАКОВОЙ СВАРКИ | 2010 |
|
RU2447980C2 |
| СПОСОБ ЭЛЕКТРОШЛАКОВОЙ СВАРКИ ЭЛЕКТРОДАМИ | 2024 |
|
RU2837060C1 |
| Способ электрошлаковой сварки плавящимся мундштуком | 1988 |
|
SU1593851A1 |
| Кристаллизационная водоохлаждаемая камера | 1989 |
|
SU1668079A1 |
| Способ электрошлаковой сварки | 1979 |
|
SU823038A1 |
| ВЫВОДНАЯ ПЛАНКА ДЛЯ СВАРКИ НЕПЛАВЯЩИМСЯ ЭЛЕКТРОДОМ | 1998 |
|
RU2153408C2 |
| СПОСОБ ЭЛЕКТРОШЛАКОВОЙ СВАРКИ ШВОВ В НИЖНЕМ ПОЛОЖЕНИИ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1993 |
|
RU2103133C1 |

2-V 23 25 26 27
21
I 22
J
fus.6,
77
77
6
