РЬобретение относится к области оборудования для регенератных производств и, в частности, к станкам для подготовки покрышек к дроблению.
Известные станки для вырезки бортовых колец состоят из смонтированных на станине правой и левой бабок, установленных на них конических зажимных дисков и ножевых головок для вырезки бортовых колец и рассечения покрышки на две части по экватору.
Такие станки не имеют невозможности поочередного удаления полупокрышек и отделения полупокрышек от бортовых колец.
Предлагаемое изобретение основано на том, ЧТО бортовые кольца в процессе обработки покрышки удерживаются игольчатыми захватами и после поочередного удаления полупокрышек удаляются с конических дисков на дальнейшую обработку.
Универсальный борторезный станок предназначен, главным образом, для поточных автоматических линпй обработки покрышек перед дроблением, но может быть использован и автономно для резки покрышек в вертикальной плоскости с вырезкой бортовых колец. Станок выполняет следующие операции: принимает покрышку в вертикальном положении, центрирует ее и закрепляет игольчатыми захватами на конусах патроиов;
разрезает нокрышку в вертикальной плоскости на две равные части; вырезает бортовые кольца; снимает полупокрышки с бортовых колец и поочередно направляет их для дальнейшей обработки;
освобождает бортовые кольца для эвакуации их со станка.
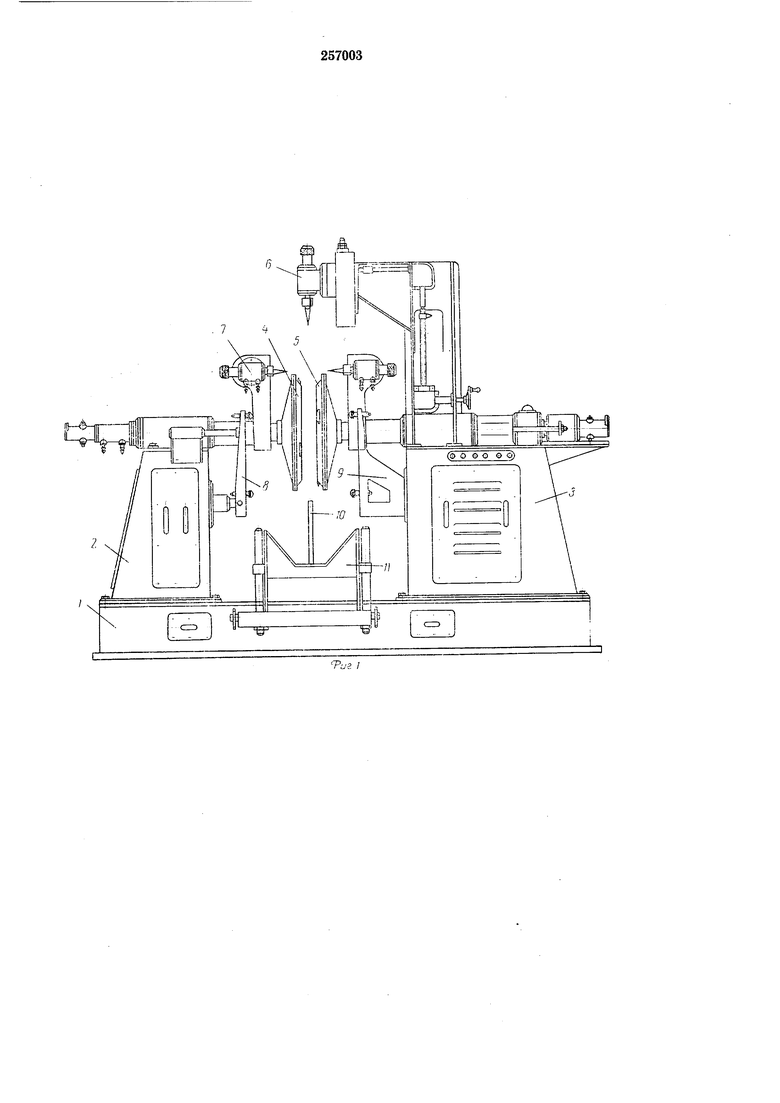
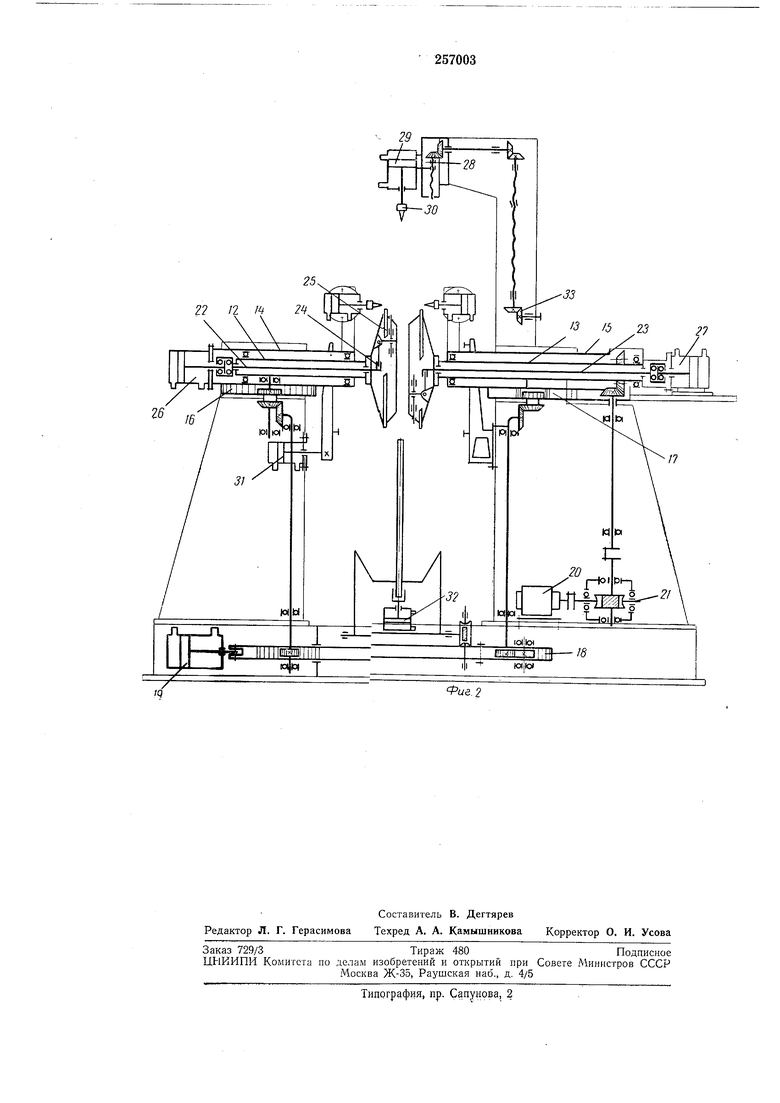
На фиг. 1 изображен обш,ий вид оппсываемого станка; на фиг. 2 приведена кинематическая схема станка.
Станок состоит из станины /, левой 2 и правой Л бабок, внутри которых смонтированы механизмы, передаюш,ие соответствующие движення конпческил патронам 4 и 5, зажимающим автопокрышкп, головки 6, разрезающей автопокрып1ку в вертикальной плоскости, ножевых головок 7, вырезающих бортовые кольца, подвижного упора 8 и неподвижпого упора Я обеспечивающих снимание полупокрышек с бортовых колец, разделителя 10, лотка И, принимающего и центрирующего покрышку вместе с упором.
Конические патроны 4 и 5, центрпрующие и зажимающие автопокрыщку, закреплены на полых шпинделях 12 и 13, имеющих возвратно-поступательное и вращательное движение. Возвратно-поступательное движение осуществляется скалками 14 и 15, в которых вращаются шпиндели 12 и 13, через рейки 16 и 17
закрепленные на скалках, и реечный механизм 18 с пневмоцилиндром 19.
Принудительное вращательное движение производится только правого шпинделя 13 с коническим патроном 5 от электродвигателя 20 через редуктор 21 и зубчатую коническую передачу. Левый шпиндель 12 с патроном 4 врашается от правого при помощи зажатой в патронах покрышки.
Внутри полых шнинделей 12 и 13 проходят штоки 22 и 23, связанные через двуплечие рычаги 24 с игольчатыми захватами 25, расположенными равномерно но окружности конусов патронов.
Возвратно-ноступательное движение штоков
22и 23 осуществляется нневмоцилиндрами 26 и 27, штоки которых связаны со штоками 22 и
23через упорные подшипники. Для резки автопокрышки на две части в вертикальной плоскости установлена траверса с суппортом 28 и пневмоцилиндром 29 с ножом 30, закрепленным в кулачке штока.
Для удаления нолупокрышек с бортовых колец установлен подвижной упор 8 с пневмоцилиндром 31 и неподвижный упор 9, дающие возможность последовательно сбрасывать полупокрышки при одновременно расходящихся конусах, после окончания резки.
Для лучшего направления полупокрышек и бортовых колец при удалении их со станка устанавливается разделитель 10, приводимый в действие, например, пневмоцилиндром 32.
Для регулирования установки ножевой головки 6 в зависимости от наружного диаметра покрышек применен ручной привод, например, с коническими парами 33.
Покрышка, скатившись по лотку, останавливается у конусов, далее включается электродвигатель механизма вращения правого конуса. Через определенный промежуток времени включается пневмоцилиндр 19, патроны 4 и 5 сходятся, центрируют и зажимают покрышку.
Через заданный отрезок времени включаются пневмоцилиндры 26 и 27, которые, толкая штоки 22 и 23, заставят игольчатые захваты 25 через рычаги 24 впиться в основание борта покрышки, чем будет обеспечено закрепление покрышки на конусах. После этого нож 30 с помощью нневмоцилиндра 29 начнет перемещаться в сторону покрышки, постепенно разрезая ее в вертикальной плоскости. По окончании реза нож отводится в исходное положение, затем включаются ножи вырезки бортовых колец. Ножи, двигаясь к средней плоскости покрышки, вырежут бортовые кольца, а затем вернутся в исходное положение. Угол наклона резки выбирается таким, чтобы полупокрышка не могла самопроизвольно соскочить с борта. В конце цикла вырезки бортовых колец отключается привод вращения правого конуса.
Через определенный промежуток времени включается пневмоцилиндр 19, и конические
патроны расходятся, увлекая за собой полупокрышки. В момент расхождения конусов, пока правая полупокрышка не доходит до жесткого упора 9, с помощью пневмоцилиндра 32 поднимается вверх разделитель 10, который обеспечивает поочередное удаление полупокрышек с конусов. При дальнейшем расхождении конусов, правая полупокрышка сбрасывается упором 9 с бортового кольца, удерживаемого захватами катится по лотку, на последующую
операцию.
Когда правая полупокрышка сойдет с лотка выгрузки, включается пневмоцилиндр 31 подвижного упора 8, и левая полупокрышка сбрасывается со своего бортового кольца. Через
заданный отрезок времени включается пневмоцилиндры 26 и 27, которые возвратят игольчатые захваты в исходное положение, и освобожденные бортовые кольца скатятся к месту их эвакуации. Освобождение бортовых колец
может производиться одновременно или со смещением во времени.
Этим и заканчивается цикл работы станка. В зависимости от конкретных условий выбираются циклограмм действия отдельных операций. Последовательность операций в станке может быть определепа через реле времени или в отдельных случаях с помощью конечных выключателей.
Предмет изобретения
Борторезный станок, включающий смонтированные на станине правую и левую бабки с взаимно перемещающимися навстречу друг другу коническими патронами и ножевыми головками для вырезки бортовых колец и рассечения покрышки по экватору, отличающийся тем, что, с целью поочередногс удаления полученных полукрышек и удаления бортовых колец отдельно от полупокрышек, на станине
станка установлен с возможностью вертикального перемещения пружковый разъединитель с приводом, а в конических патронах встроены радиально перемещаемые, кинематически связанные с приводом игольчатые захваты. 3 1Ь 23 27
| название | год | авторы | номер документа |
|---|---|---|---|
| СТАНОК ДЛЯ КОМПАКТИРОВАНИЯ ИЗНОШЕННЫХ ПОКРЫШЕК | 2003 |
|
RU2252870C1 |
| СПОСОБ РАЗДЕЛКИ АВТОМОБИЛЬНЫХ И ТРАКТОРНЫХ ШИН | 2010 |
|
RU2429122C1 |
| Устройство для посадки бортовых колец на сборочный барабан | 1981 |
|
SU994298A1 |
| ПАТРОН С ДИАФРАГМОЙ ДЛЯ УСТАНОВКИ АВТОПОКРЫШЕК НА ШЕРОХОВАЛЬНЫХ И ПРИКАТОЧНЫХ СТАНКАХ | 1967 |
|
SU191776A1 |
| УСТАНОВКА ДЛЯ СБОРКИ ПОКРЫШЕК | 1963 |
|
SU216245A1 |
| Станок для извлечения сердечников из автопокрышек | 1967 |
|
SU276393A1 |
| Механизм заделки борта к станку для сборки покрышек пневматических шин | 1969 |
|
SU279941A1 |
| АВТОМАТИЧЕСКИЙ СТАНОК ДЛЯ ЧЕРНОВОЙ ОБРАБОТКИ КОЛЕЦ НЕПРАВИЛЬНОЙ ФОРМЫ | 1969 |
|
SU252812A1 |
| СТАНОК ДЛЯ СУПЕРФИНИШНОЙ ОБРАБОТКИ КОЛЕЦ | 1992 |
|
RU2033916C1 |
| СПОСОБ ПЕРЕРАБОТКИ ИЗНОШЕННЫХ ПОКРЫШЕК И ТЕХНОЛОГИЧЕСКАЯ ЛИНИЯ ДЛЯ ЕГО РЕАЛИЗАЦИИ | 2001 |
|
RU2194616C1 |