(5) УСТРОЙСТВО для ПОСАДКИ БОРТОВЫХ КОЛЕЦ НА СБОРОЧНЫЙ БАРАБАН

| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для посадки бортовых колец на сборочный барабан | 1983 |
|
SU1195566A1 |
| Устройство для посадки бортовых колец на сборочный барабан | 1982 |
|
SU1070022A1 |
| Устройство для посадки бортовых колецНА СбОРОчНый бАРАбАН | 1978 |
|
SU705766A1 |
| Устройство для посадки бортовых колец на сборочный барабан | 1984 |
|
SU1195567A2 |
| Устройство для посадки бортовых колец к станку для сборки покрышек пневматических шин | 1975 |
|
SU589723A1 |
| УСТРОЙСТВО ДЛЯ СБОРКИ ПОКРЫШЕК | 1971 |
|
SU303207A1 |
| Станок для сборки резино-кордных оболочек | 1978 |
|
SU735437A1 |
| Устройство для посадки бортовых колец на сборочный барабан | 1985 |
|
SU1270020A1 |
| Устройство для посадки бортовых колец на сборочный барабан | 1990 |
|
SU1781078A1 |
| Устройство для посадки бортовых колец к станку для сборки покрышек пневматических шин | 1979 |
|
SU750902A1 |
H3o6peteHHe относится к оборудованию для сборки покрышек пневматических шин и может найти применение в шинной промышленности, в частности, при сборке покрышек на разжимном сборочном барабане.
Известно устройство для посадки бортовых колец, содержащее смонтированную на направляющих подвижную каретку с закрепленными на ней посредством вертикальных стоек захватами бортовых колец, привод возвратно -, поступательного перемещения каретки вдоль сборочного барабана и привод для перемещения захватов к сборочного барабану l }.
Недостатком этого устройства является невозможность обеспечения. одновременной посадки на сборочный барабан нескольких пар бортовых колец и использования устройства для съема готовых покрышек.
Известно устройство для посадки бортовых колец на сборочный барабан.
содержащее установленные на аксиально подвижной каретке вертикальные стойки j радиально подвижные от приводов захваты для бортовых колец, размещенные на смонтирсдаанных между вертикальных стоек радиально подвижных штангах и выполненные в виде набора свободно вращающихся роликов, и элементы для фиксации бортовых колец 2.
Недостатком этого устройства является сложность заправки нескольких пар бортовых колец в связи с тем, что одна из групп захватов для бортовых колец жестко закреплена на вертикальных стойках, создает трудность при установке и задании предварительной плоскости бортовйх колец.
Целью изобретения является удобство заправки нескольких пар бортовых
20 колец в устройство.
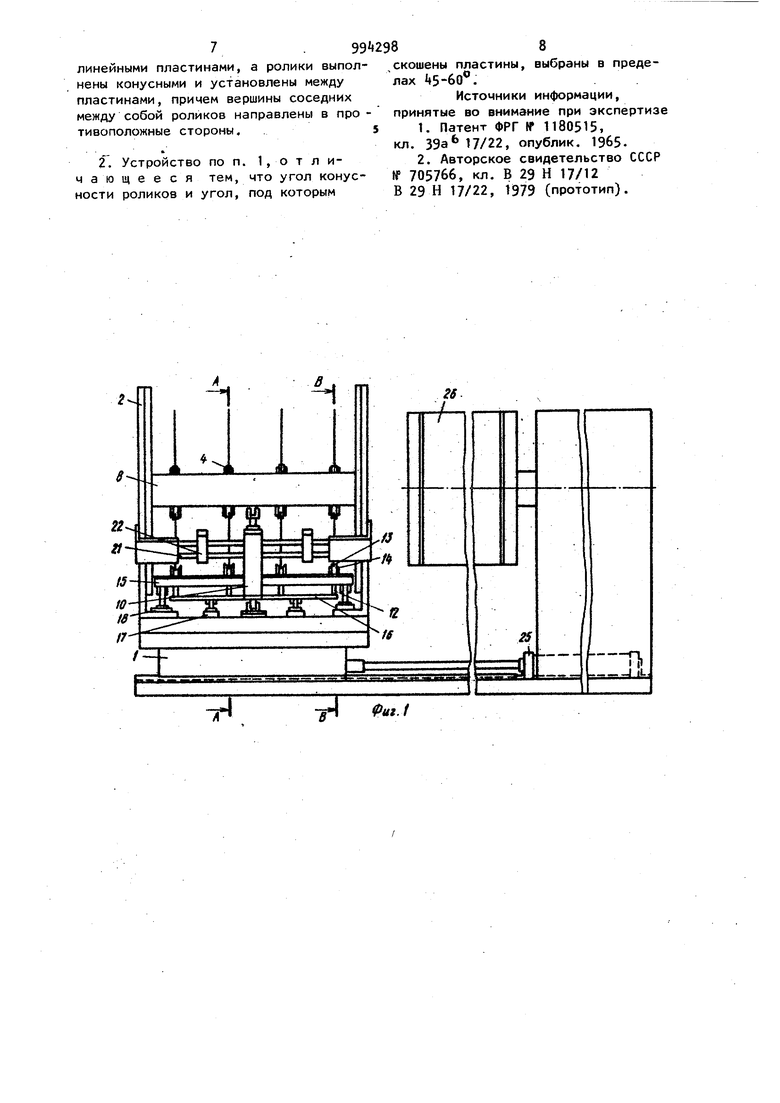
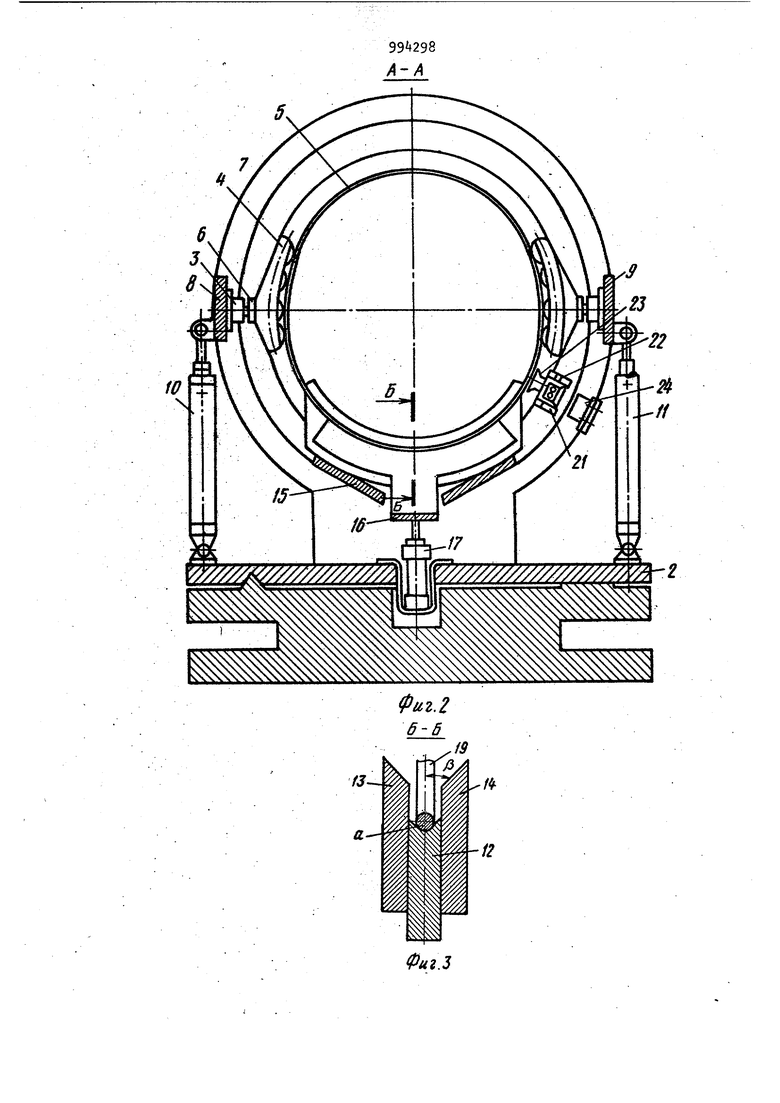
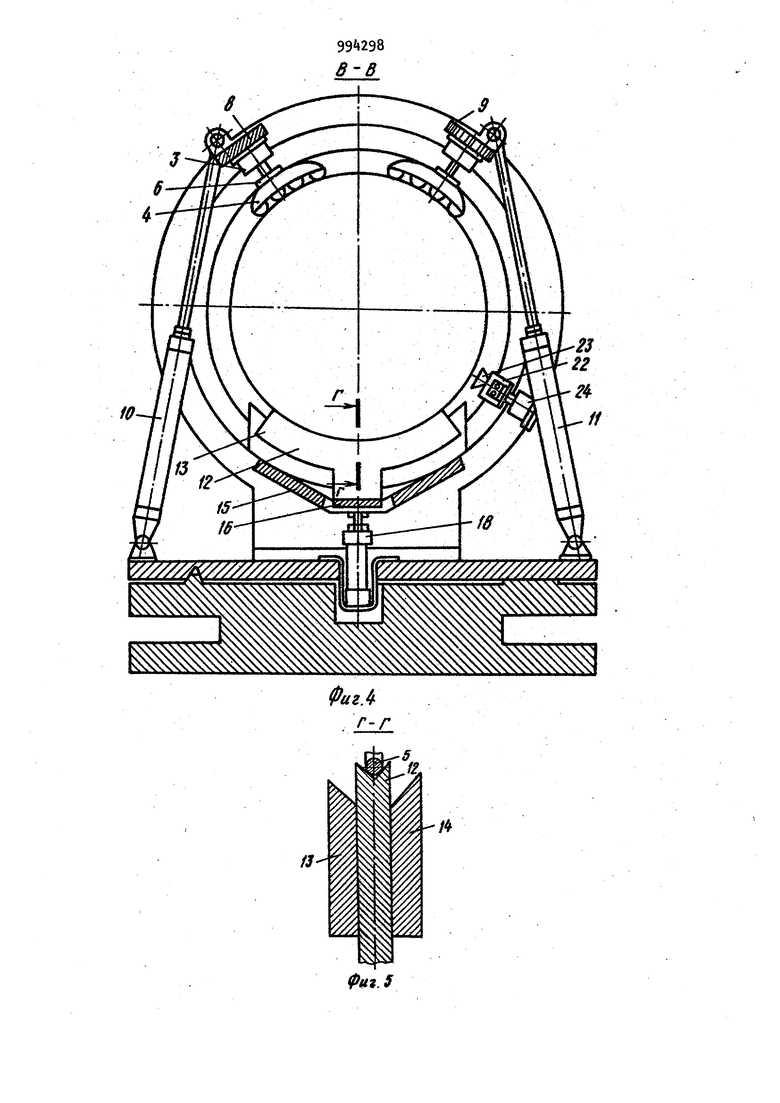
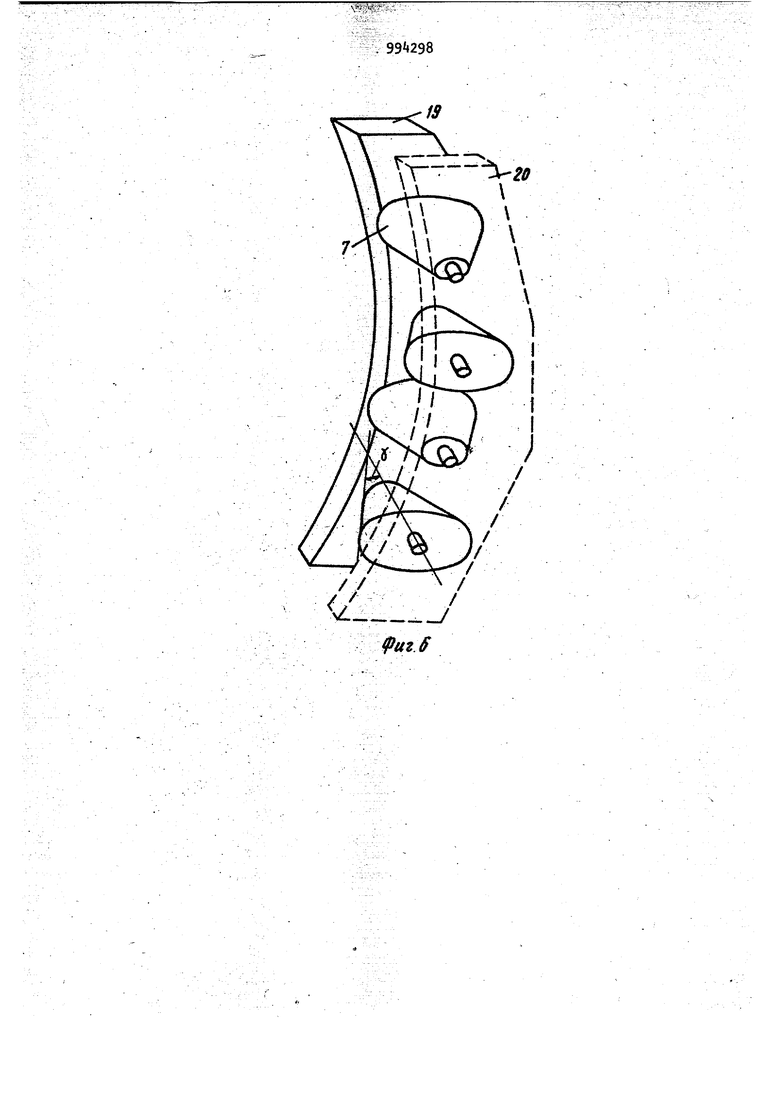
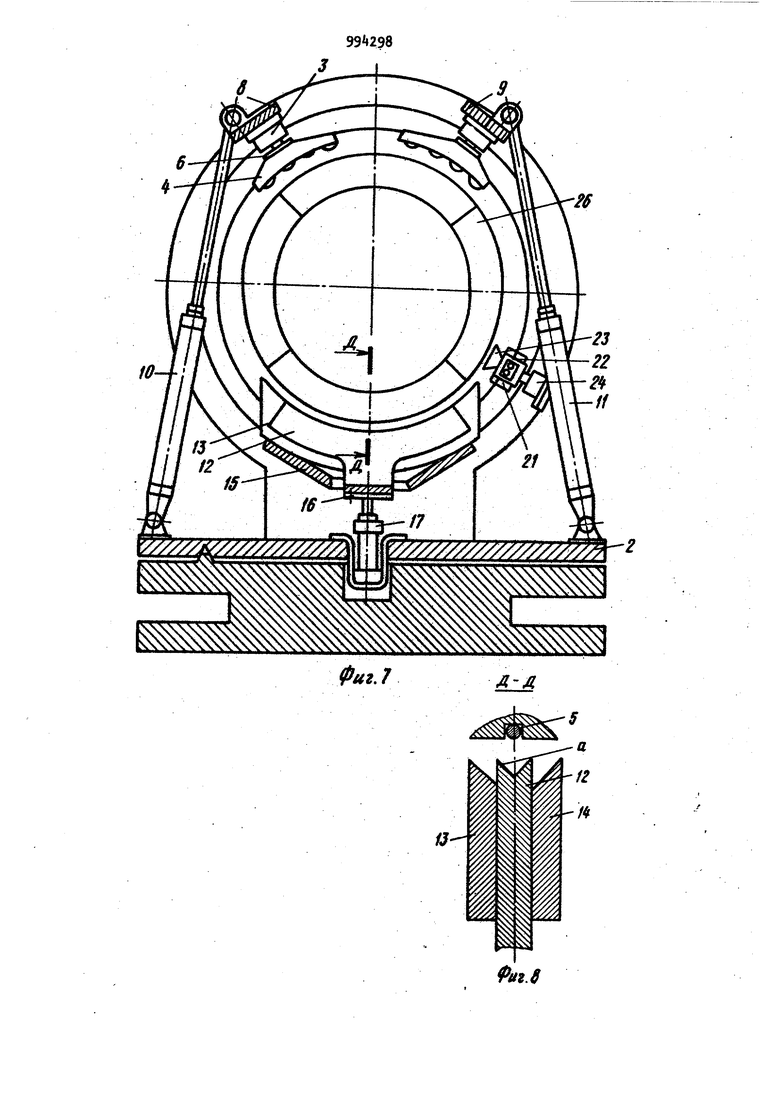
Поставленная цель достигается тем, что в устройстве для посадки борто- вых колец на сборочный барабан, содержащем установленные на аксиально подвижной каретке вертикальные стойки, радиально подвижные от приводов захваты для бортовых колец, размещенные на смонтированных между вертикальных стоек радиально подвижных штангах и выполненные в виде набора свободно вращающихся роликов, и элементы для фиксации бортовых колец, элементы для фиксации бортовых колец выполнены в виде смонтированных на подвижной каретке радиальноподвижных ложементов с выполненной на их верхних торцах канавкой и установленных по торцам ложементов пластин, верхние торцы которых скоше ны к центральной плоскости симметрии ложементов. Каждый захват для бортовых колец снабжен смонтированными на штангах параллельно друг др .-.- -- г.- гу криволинейными пластинами. Ролики выполненыконусными и установлены между пластинами. Вершины соседних роликов направлены в противоположные стороны. Угол конусности роликов и угол, под которым скошены пластины, выбран в пределах k5-(Q°. На фиг. 1 изображено устройство, на фиг. 2 - разрез А-А общий вид; 3- сечение Б-Б на фиг, 1; на фиг, 4- разрез В-В на фиг. 2; на фиг. 5- сечение Г-Г на фиг. 1; на фиг. на фиг. 4; на фиг. 6 - конусные рол ки; на фиг. 7 схема посадки борто вых колец на сборочный барабан; на фиг. 8 - сечение Д-Д на фиг. 7; на фиг. 9 - схема съема собранных покрышек со сборочного барабана. Устройство содержит установленные на аксиально-подвижной каретке 1вертикальные стойки 2, радиально подвижные от приводов 3 (фиг. 2) захваты k бортовых колец 5 размещенные на смонтированных между стое 2радиально-подвижных от приводов 3штангах 6 и выполненные в виде на бора свободно вращающихся роликов 7 и элементы для фиксации колец 5Штанги 6 жестко закреплены на пр дольных балках 8 и 9, которые устаньвлены на торцах в концентричных пазах стоек 2 и шарнирно соединены с приводами 10 и 11. Элементы для фиксации колец 5 вы полнены в виде смонтированных на ка ретке 1 радиально подвижных ложемен тов 12 с выполненной на их верхних торцах канавкой « и установленных по торцам ложементов 12 пластин 13 93 Й, верхние торцы которых скошены к центральной плоскости симметрии ложементов 12. Пластины 13 и 1 закреплены на V-образном кронштейне 15. Ложементы 12 установлены на штангах 16, связанных с приводом 17 их радиального перемещения. Кронштейн 15 связан с пневмоцилиндрами 18. Каждый захват k для бортовых колец 5 снабжен смонтированными на штангах 6 параллельными друг другу криволинейными пластинами 19 и 20 (фиг. 6). Ролики 7 выполнены конусными и установлены между пластинами 19 и 20. Вершины соседних роликов 7 направлены в противоположные стороны. Угол конусности oL роликов 7 и угол/з, под которым скошены пластины Л выбран в пределах ij5-60°. Устройство снабжено режущим механизмом, выполненным в виде смонтированных на вертикальных стойках 2 продольных штанг 21 с закрепленными на них корпусами 22 для ножей 23. Пневмоцилиндры 2k предназначены для подвода и отвода ножей 23. Каретка 2 аксиально перемещается приводом 25 по направлению к сборочному барабану 26. Устройство работает следующим образом. В исходном положении устройство отведено от сборочного барабана 26 (фиг. 1) , балки 8 и 9 со штангами 6 и захватами Ц колец 5 находятся в крайнем нижнем положении, штанги 6 с захватами Ц радиально разведены, штанга 16 с ложементами 12 находится в крайнем верхнем положении,V-образный кронштейн 15 с пластинами 13 и Ш -в крайнем нижнем,режущий механизм отведен. Затем устройство включается в работу. Штанга 6 -с захватами Ц и кроншейн 15 с пластинами 13 и Н при помощи приводов 3 и пневмоцилиндров 18 перемещаются радиально к оси устройства (фиг. 2). В пазы, образованные пластинами 13 и И и ложементами 12, устанавливают бортовые кольца 5. При этом каждое кольцо 5 оказывается ориентированным в вертикальной к оси устройства плоскости. Затем включают приводы 10 и 11, усилием которых перемещают балки 8 и 9 совместно со штангами 6 и захватами Ц концетрично наружной поверхности ко- , лец 5 (фиг, 4, 5).
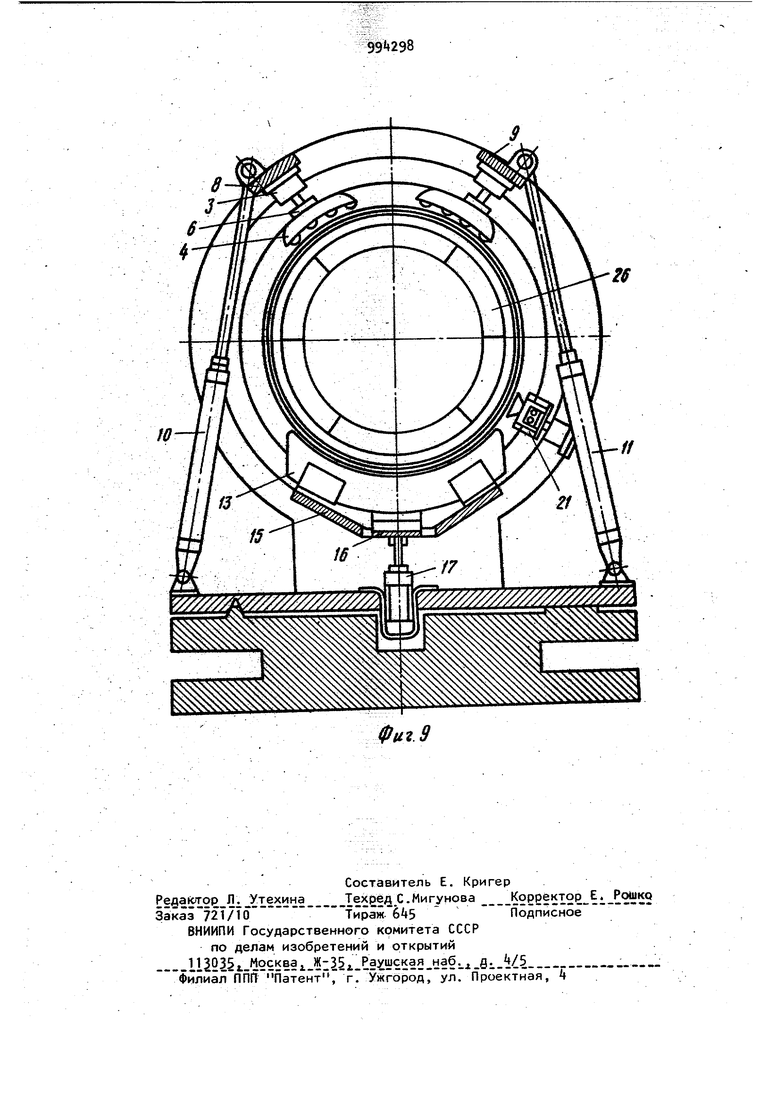
При этом ролики 7, перекатываясь по поверхности колец 5, фиксируют их в вертикальной плоскости. При вер нем положении балок 8 каждое кольцо 5 будет зафиксировано ролика ми 7 и ложементами 12 более, чем на 2/3 периметра наружной поверхности бортового кольца, После этого пневмоцилиндрами 18 опускают кронштейн 15 с яластинами 13 и Ik в крайнее нижнее положение (фиг. Л, 5). Приводом 25 перёмещайт каретку;1 устройства к сборочному барабану 26 и осуществляют посадку колец 5 на этот барабан. После того,как кольца 5 зафиксируются в канавках барабана 26 (фиг. 7, 8), гриводами 3 и nHeBMO цилиндрами 18 штанги 6 и 16 с захва тами Л и ложементами 12 радиально отводятся от оси устройства, совпадающей с осью барабана 26. Затем переключают приво)ЕЦ)1 10 и 11 на обра ный ход и тем самьтм, отводят балки 8 и 9 в исходное (нижнее) положение Для продолжения дальнейших операций сборки производят раскрой уширен ного слоя корда на несколько браслетов (число которых определяется числом пар бортовых колец). Для этого пневмоцилиндрами 2А перемещают ра-. диально к оси барабана 26 штанги21 с корпусами 22 и закрепленными в корпусах ножами 23 и при вращении барабана 26 разрезают корд на брасле ты. Для продолжения, дальнейших операций сборки отводить устройство от барабана 26 не требуется, так Кйк при нижнем положении балок 8 и 9 со шТангами 6 и захватами k барабан 26 наполовину открыт, что не препятствует сборщику производить очередные технологические операции: заворот кромок корда на бортовые кольца, наложение бракера-, протектора. После завершения сборки покрышек (фиг. 9) включают приводы 10 и 11, усилием которых поднимают балки 8 и 9 со штангами 6 и захватами в верхнее положение. Затем приводами 3 и пневмоцилиндрами 18 поджимают штанги 6 и 16 захватами t и ложемен тами 12 к собранным покрышкам. При этом каждая покрышка окаЗыва, ется зафиксированной в бортовых sp99 2986
нах. Затем складывают (уменьшают в диаметре) барабан 26 и каретку .1 с зажатыми в захватах k и ложементах 12 покрышками и отводят посредством привода 25 из воны барабана 26. в ИСХОДНОМ положении каретки 1 балки 8 и 9 отводят в нижнее положежение, переключив приводы 10 и 11 на обратный ход, и подают противодавление в приводы 3. При этом штанга 6 с захватами k также возвращаются в исходное положение,, освобождая покрышки. Затем вручную или, например, автоматическим съемником (на чертежах не показам) покрышки снимают с устройстваи отправляют на вулканизацию. Затем цикл работы повторяется. Изобретение позволяет снизить трудоемкость заправки нескольких пар бортовых колец в устройство, обеспечивает надежную фиксацию бортовых колец по диаметру в плоскости, перпендикулярной оси сборочного барабана, обеспечивает возможность использования устройства для посадки бортовых колец в качестве съемника покрышек, причем съем покрышек из устройства может быть автоматизирован. Формула изобретения , Устройство для посадки бортовых колец на сборочный барабан, содержащее установленные на аксиально подвижной Каретке вертикальные стойки, радиально подвижные от приводов Захваты для борТовых колец, размещенные на смонтированных между вертикальными стойками радиально подвижных штангах и выполненные в виде набора свободно вращающихся роликов, и элементы для фиксации бортовых колец, отличающееся тем, что, с целью удобства заправки нескольких пар бортовых колец в устройство, элементы для фиксации бортовых колец выполнены в виде смонтированных на подвижной каретке радиально подвижных ложементов с выполненной иа их верхних торцах канавкой и«установленных по торцам ложементов пластин, верхние торцы которых скошены к центральной плоскости симметрии ложементов, каждый захват для бортовых колец снабжен смонтированными на штангах параллельно друг другу кривоа ролики выполлинейными пластинами, нены конусными и установлены между пластинами, причем вершины соседних между собой роликов направлены в про тивоположные стороны,5 2. Устройство по п. 1, о т л ичающееся тем, что угол конусности роликов и угол, под которым 88 скошены пластины, выбраны в пределах kS-(Q. Источники информации, принятые во внимание при экспертизе 1.Патент ФРГ № 1180515, кл. 39а 17/22, опубяик, 19б5. 2.Авторское свидетельство СССР № 705766, кл. В 29 Н 17/12 В 29 Н 17/22, 1979 (прототип).
Фиг.
Фиг 9
