to
сд
д
со
Известны механизмы подачи стана холодной прокатки труб с плавающим винтом, перемещаемым от кулачка, и гайкой, неподвижно закрепленной в . патроне заготовки,
Отличием предлагаемого механизма является то, что он снабжен пневмогидравлическим демпфером, который через шток с упорным подшипником связан с торцом винта.,
Это позволяет осуществлять стабиль ную подачу заготовки при повьш1енных скоростях прокатки.
На чертеже представлена схема предлагаемого механизма подачи„
Он имеет плавающий винт 1 подачи, который приводится от профилированного кулачка 2 через двуплечий рычаг 3. Гайка винта (на чертеже не показана) неподвижно закреплена в патроне 4 заготовки.
Передний торец винта снабжен пневмогидравлическим демпфером 5, т.е. цилиндром., питание которого осуществляется от гидросистемы 6 с пневмогидравлическим аккумулятором 7. Демпфер связан с торцом винта через шток 8 и упорный подшипник 9.
Периодическая подача заготовки 10 в очаг 11 деформации осуще ствляется 30 ким
при непрерывном вращении кулачка 2 через рычаг 3. В момент подачи винт 1, патрон 4 заготовки и заготовка 10 переместятся вправо (по схеме) на величину подачи, определяемую величиной вывинчивания винта из гайки парона 4 заготовки, за очень непродолжительное время (например 0,06 с при ста двойных ходов рабочей клети в минуту). .
Такая быстротечность процесса приводит к возникновению значительных сил инерции, которые вызывают перемещение винта, патрона заготовки на величину, нестабильно превышающую величину подачи. Наличие демпфера 5 позволяет уравновесить I инерционные усилия, развиваемые в линии подачи в момент подачи заготовки. Обеспечивается это тем, в полость цилиндра постоянно от аккумулятора 7 пода;ется давление, величина которого рассчитьюается в зависимости от установившегося числа ходов клети и величины перемещающихся масс в линии подачи.
Поддержание и регулирование необходимого давления производится гидросистемой 6 с пневмогидравличесаккумулятором 7.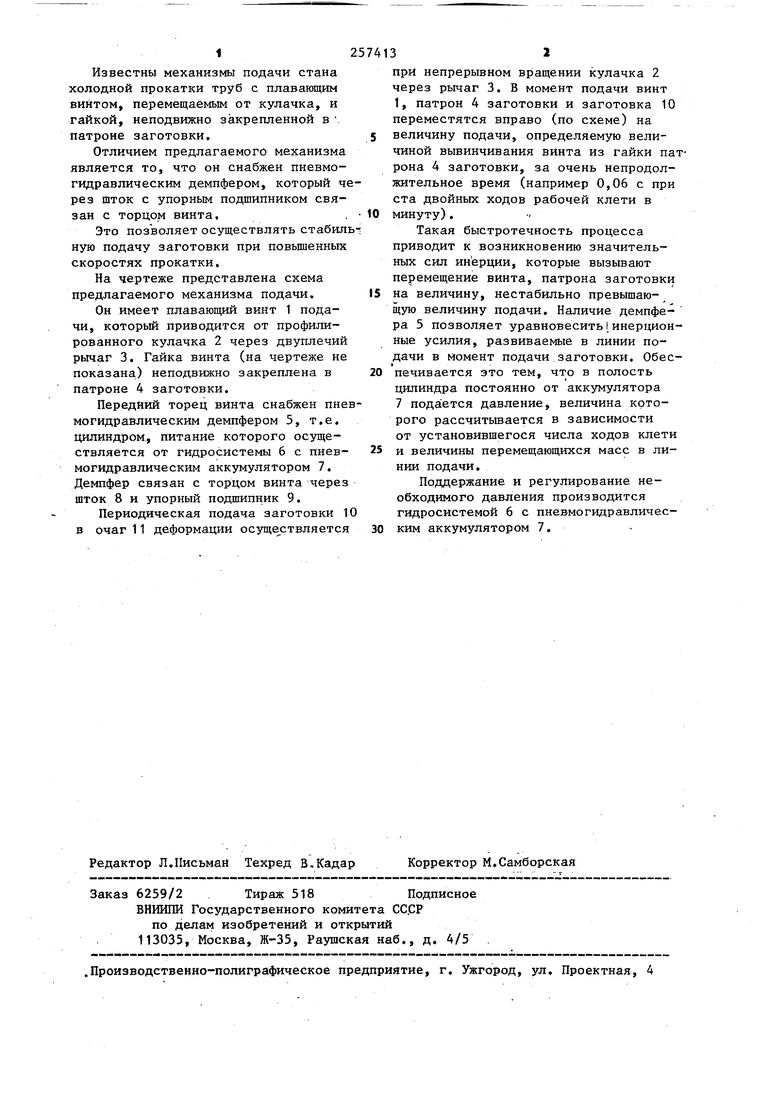
| название | год | авторы | номер документа |
|---|---|---|---|
| Стан для переменно-периодической прокатки трубчатых конических изделий | 1978 |
|
SU763029A1 |
| СТАН ДЛЯ ПОПЕРЕЧНО-ВИНТОВОЙ ПРОКАТКИ ТРУБ | 1961 |
|
SU147986A1 |
| Распределительный подающе-поворот-Ный МЕХАНизМ CTAHA ХОлОдНОй пРОКАТ-Ки ТРуб | 1979 |
|
SU839630A1 |
| Стан для пилигримовой прокатки труб | 1979 |
|
SU825213A1 |
| Стан холодной пилигримовой прокатки труб | 1987 |
|
SU1491594A1 |
| МЕХАНИЗМ ПОДАЧИ И ПОВОРОТА СТАНА ХОЛОДНОЙ ПРОКАТКИ ТРУБ | 1999 |
|
RU2207202C2 |
| МЕХАНИЗМ ПОДАЧИ ПИЛЬГЕРНОГО СТАНА ХОЛОДНОЙ ПРОКАТКИ ТРУБ | 1969 |
|
SU423274A3 |
| Патрон зажима заготовки на стане холодной прокатки труб | 1973 |
|
SU498981A1 |
| Способ холодной прокатки труб и стан для его осуществления | 1985 |
|
SU1346282A1 |
| Многониточный стан периодическойпРОКАТКи издЕлий | 1977 |
|
SU795681A1 |
МЕХАНИЗМ ПОДАЧИ СТАНА ХОЛОДНОЙ ПРОКАТКИ ТРУБ, включающий пла-' вающий винт с приводом от кулачка иганку, неподвижно закрепленную в патроне заготовки, отличающи й- с я тем, что, с целью стабильной подачи заготовки при повьшенных скоростях, он снабжен пневмогидравлическим демпфером, которьй через шток .с упорным подшипником связан с торцом винта.