терен механизмом регулировки положения кулачка, и других элементов устройства, что приводит к повышенному износу звеньев механизма и, следовательно, к сокращению срока его службы.
Цель изобретения - повышение срока службы механизма путем снижения динамических нагрузок в его цепи.
Для достижения этой цели в распределительном подающе-поворотном механизме стана холодной прокатки .труб, содержащем кулак, несущий его приводной вал, параллельно расположеные ему вал поворота, связанный с кулаком., и вал подачи, размещенный на привоД ном валу регулятор величины подачи, имеющий профильный кулачок и контактируемый с ним ролик, установленный с возможностью радиального перемещения и кинематически связанны с валом подачи, регулятор величины подачи снабжен двумя клиньями, под опорные поверхности которых приводной вал выполнен с двумя противоположными плоскостями, а в кулачке выполнено сквозное отверстие с наклонными диаметральными плоскостями под рабочие поверхности клиньев.
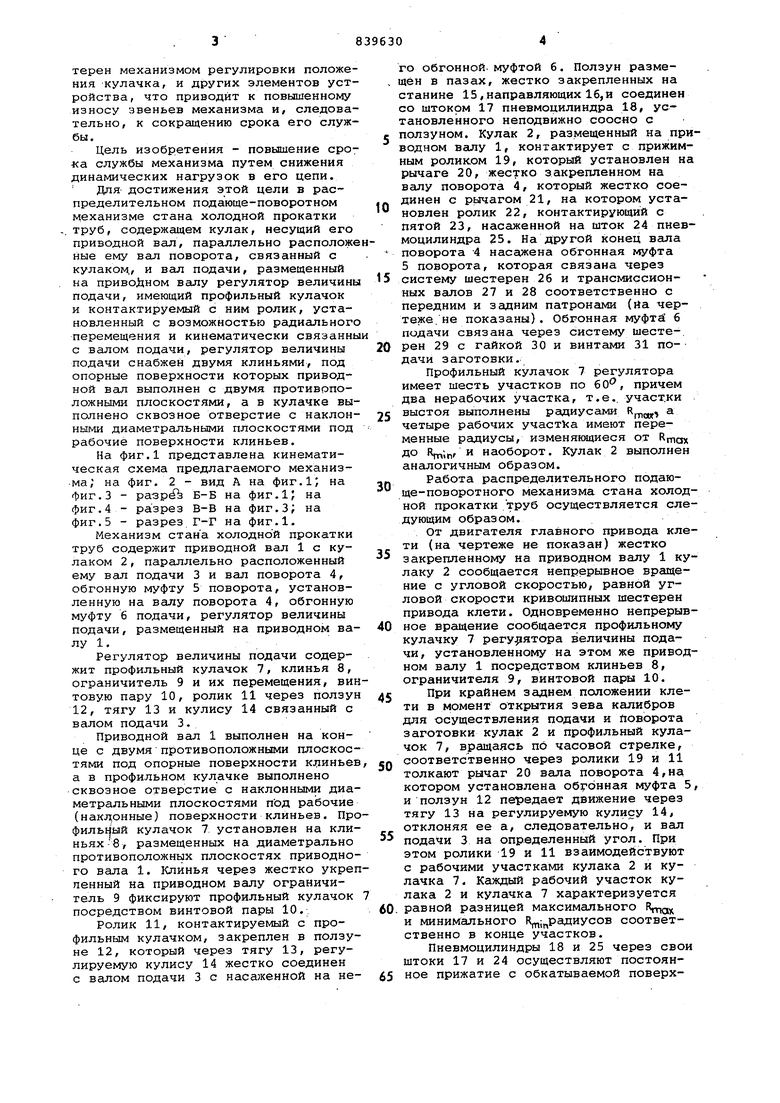
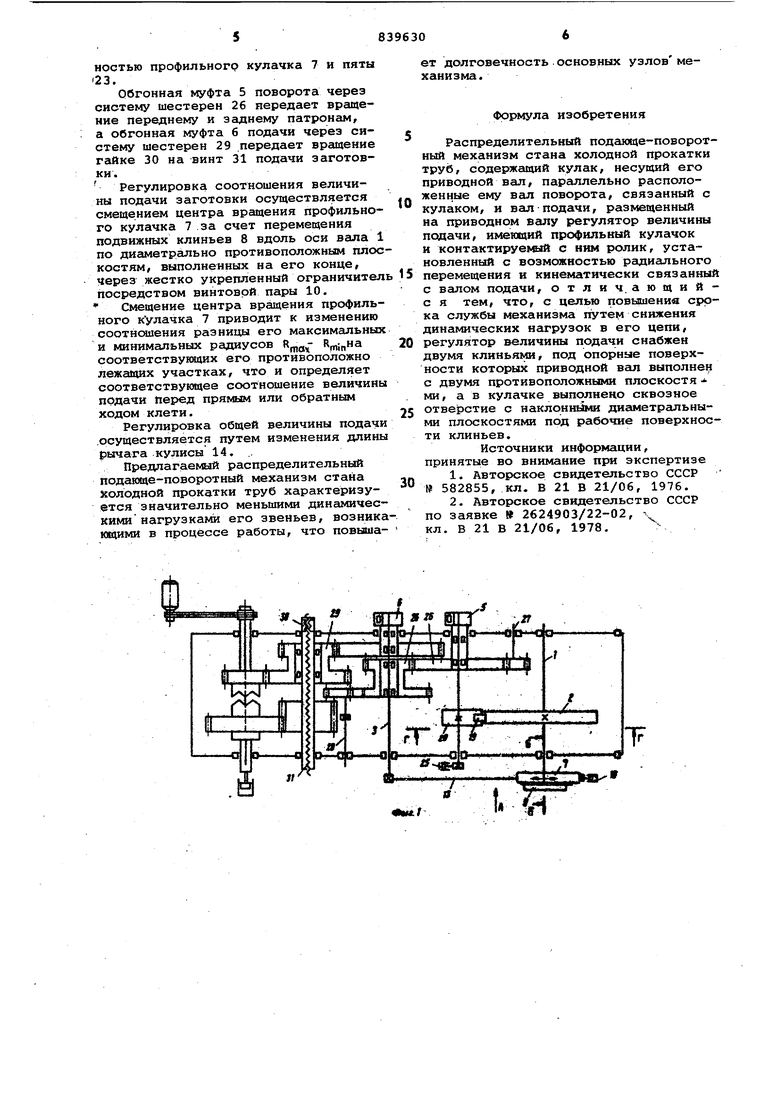
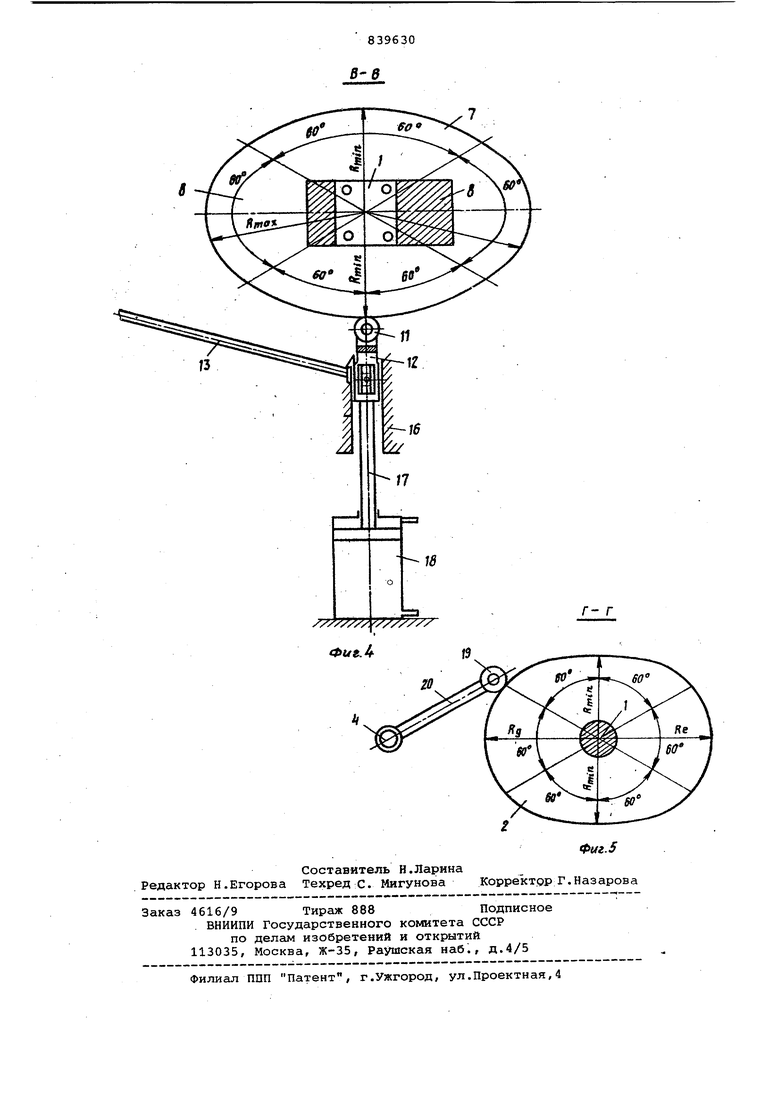
На фиг.1 представлена кинематическая схема предлагаемого механизма; на фиг. 2 - вид А на фиг.1; на Фиг.З - разр Б-Б на фиг.1; на фиг. 4 - разрез В-В на фиг.З; на фиг.5 - разрез Г-Г на фиг.1.
Механизм стана холодной прокатки труб содержит приводной вал 1 с кулаком 2, параллельно расположенный ему всш подачи 3 и вал поворота 4, обгонную муфту 5 поворота, установленную на валу поворота 4, обгонную муфту 6 подачи, регулятор величины подачи, размещенный на приводном валу 1.,
Регулятор величины подачи содержит профильный кулачок 7, клинья 8, ограничитель 9 и их перемещения, винтовую пару 10, ролик 11 через ползун 12, тягу 13 и кулису 14 связанный с валом подачи 3.
Приводной вал 1 выполнен на конце с двумя противоположными iinocKOcтями под опорные поверхности к:;1иньев а в профильном кулачке выполнено сквозное отверстие с наклонными диаметральными плоскостями под рабочие (наклрнные) поверхности клиньев. Профилы ый кулачок 7 установлен на клиньях -8, размещенных на диаметрально противоположных плоскостях приводного вала 1. Клинья через жестко укрепленный на приводном валу ограничитель 9 фиксируют профильный кулачок посредством винтовой пары 10.
Ролик 11/ контактируемый с профильным кулачком, закреплен в ползуне 12, который через тягу 13, регулируемую кулису 14 жестко соединен с валом подачи 3 с насаженной на него обгонной, муфтой б. Ползун размещён в пазах, жестко закрепленных на станине 15,направляющих 16,и соединен со штоком 17 пневмоцилиндра 18, установленного неподвижно соосно с ползуном. Кулак 2, размещенный на приводном валу 1, контактирует с прижимным роликом 19, который установлен н рычаге 20, жестко закрепленном на валу поворота 4, которий жестко соединен с рычагом 21, на котором установлен ролик 22, контактирующий с пятой 23, насаженной на шток 24 пневмоцилиндра 25. На Другой конец вала поворота 4 насажена обгонная муфта 5 поворота, которая связана через систему шестерен 26 и трансмиссионных валов 27 и 28 соответственно с передним и задним патронами (йа чертеже, не показаны). Обгонная муфтй 6 подачи связана через систему шесте-. рен 29 с гайкой 30 и винтами 31 подачи заготовки.
Профильный кулачок 7 регулятора имеет шесть участков по 60, причем два нерабочих участка, т.е.. участ.ки выстоя выполнены радиусами Rfy,a)r а четыре рабочих участ а имеют переменные радиусы, изменяннциеся от Rmox до Rfninf и наоборот. Кулак 2 выполнен аналогичным образом.
Работа распределительного подающе-поворотного механизма стана холодной прокатки труб осуществляется следующим образом.
От двигателя главного привода клети (на чертеже не показан) жестко закрепленному на приводном валу 1 кулаку 2 сообщается непрерывное вращение с угловой скоростью, равной угловой скорости кривошипных шестерен привода клети. Одновременно непрерывное вращение сообщается профильному кулачку 7 регулятора величины подачи, установленному на этом же приводном валу 1 посредством клиньев 8, ограничителя 9, винтовой пары 10.
При крайнем заднем положении клети в момент открытия зева калибров для осуществления подачи и Поворота заготовки кулак 2 и профильный кулачок 7, вращаясь по часовой стрелке, соответственно через ролики 19 и 11 толкают рычаг 20 вала поворота 4,на котором установлена обгонная муфта 5 и ползун 12 передает движение через тягу 13 на регулируемую кулису 14, отклоняя ее а, следовательно, и вал подачи 3 на определенный угол. При этом ролики 19 и 11 взаимодействуют с рабочими участками кулака 2 и кулачка 7. Каждый рабочий участок кулака 2 и кулачка 7 характеризуется равной разницей максимального R,na и минимального 1 ;„радиусов соответственно в конце участков.
Пневмоцилиндры 18 и 25 через свои штоки 17 и 24 осуществляют постоянное прижатие с обкатываемой поверхностью профильного кулачка 7 и пяты 23. Обгонная муфта 5 поворота через систему шестерен 26 передает вращение переднему и заднему патронам, а обгонная муфта 6 подачи через систему шестерен 29 передает вращение гайке 30 на винт 31 подачи заготовки. Регулировка соотношения величины подачи заготовки осуществляется смещением центра вращения профильного кулачка 7 за счет перемещения подвижных клиньев 8 вдоль оси вала 1 по диаметргшьно противоположным плос костям, выполненных на его конце, через жестко укрепленный ограничител посредством винтовой пары 10. Смещение центра вращения профильного кулачка 7 приводит к изменению соотнсмиения разницы его максимашьных и минимальных радиусов Rmin соответствунндих его противоположно лежащих участках, что и определяет соответствующее соотношение величины подачи Перед прямым или обратным ходом клети. Регулировка общей величины подачи .осуществляется путем изменения длины рычага кулисы 14. .. Предлагаемый распределительный подающе-поворотный механизм стана холодной прокатки труб характеризуется значительно меньшими динамичес кими нагруз к акш его звеньев, возник ющими в процессе работы, что повыша ет долговечность основных узлов механизма. Формула изобретения Распределительный подающе-поворотный механизм стана холодной прокатки труб, содержащий кулак, несущий его приводной вал, параллельно расположенные ему вал поворота, связанный с кулаком, и вал подачи, размещенный на приводном валу регулятор величины прдачи, имеющий профильный кулачок и кoнтaктиpye eлй с ним ролик, установленный с возможностью радиального перемещения и кинематически связанный с валом подачи, отлич. ающийс я тем, что, с целью повышения срока службы механизма путем снижения динамических нагрузок в его цепи, регулятор величины подачи снабжен двумя клиньями, под опорные поверхности которых приводной вал выполне с двумя противоположными плоскостя ми, а в кулачке выполнено сквозное отверстие с наклонными диаметральными плоскостями под рабочие поверхности клиньев. Источники информации, принятые во внимание при экспертизе 1.Авторское свидетельство СССР № 582855, кл. В 21 В 21/06, 1976. 2.Авторское свидетельство СССР по заявке 2624903/22-02, х кл. В 21 в 21/06, 1978.
| название | год | авторы | номер документа |
|---|---|---|---|
| Распределительный подающе-поворотныйМЕХАНизМ CTAHA ХОлОдНОй пРОКАТКиТРуб | 1978 |
|
SU831239A1 |
| Распределительно-подающий механизмСТАНА ХОлОдНОй пРОКАТКи ТРуб | 1979 |
|
SU845897A1 |
| Механизм подачи стана холодной прокатки труб | 1977 |
|
SU713628A1 |
| Распределительный подающе-поворотный механизм стана холодной прокатки труб | 1976 |
|
SU582855A1 |
| Подающе-поворотный механизм стана холодной прокатки труб | 1983 |
|
SU1158261A1 |
| Стан холодной прокатки труб перемен-НОгО СЕчЕНия | 1979 |
|
SU793674A1 |
| Стан холодной пилигримовой прокатки труб | 1987 |
|
SU1491594A1 |
| ПОДАЮЩЕ-ПОВОРОТНЫЙ МЕХАНИЗМ СТАНА ХОЛОДНОЙ ПРОКАТКИ ТРУБ | 1969 |
|
SU234984A1 |
| Стан холодной прокатки труб переменного сечения | 1987 |
|
SU1496849A1 |
| Подающее устройство стана холодной прокатки труб | 1981 |
|
SU950456A1 |
ЧЧЛГ
«M.J
teLL
