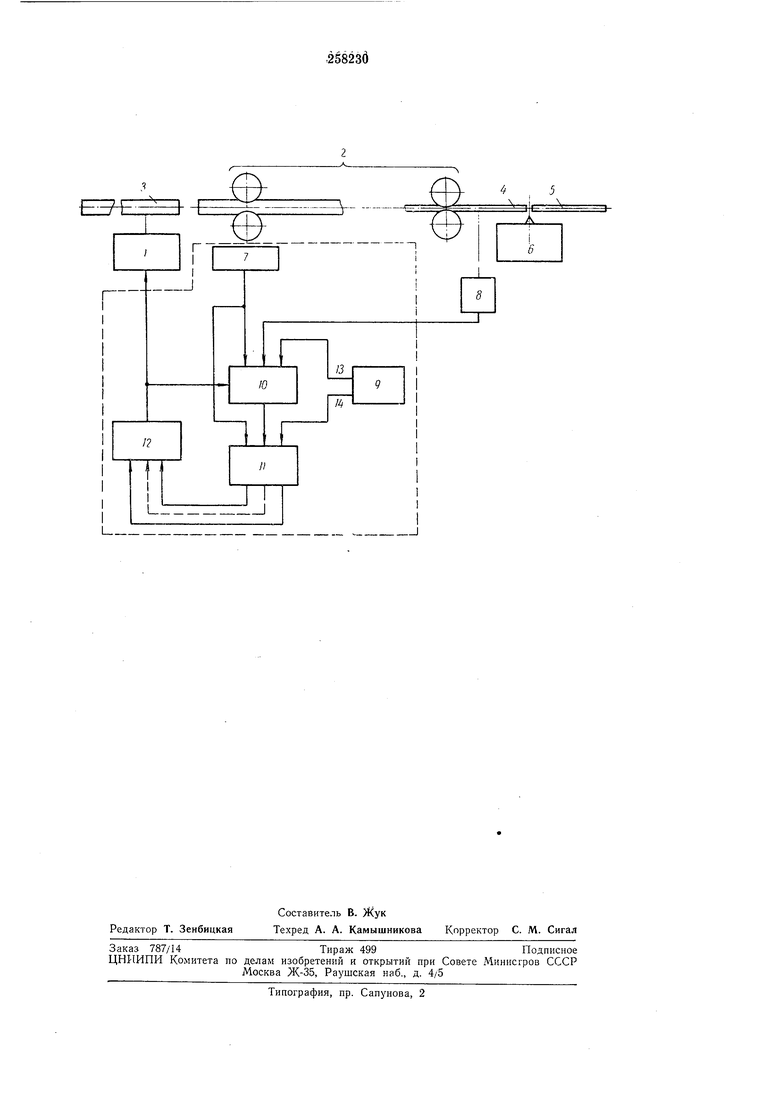
Известны устройства для управления узлом подачи заготовок сортного стана, используемые в технологической линии прокатки и последующей резки раската летучими ножницами на мерные длины, содержащие блок путевых реле, длительность выходного сигнала которого пропорциональна длине раската, и блок задержки -сигнала включения узла лодачи. Недостаток известных устройств состоит в том, что величина задержки сигнала включения узла подачи лостоянна; это приводит к непроизводительным потерям времени на задержку подачи заготовок в стан. Для устранения этого недостатка в предлагаемом устройстве предусмотрены датчик импульсов приращения перемещения раската, задатчик уставок мерной длины и минимально допустимой длины отрезаемого остатка раската, блок раската, блок отсчета соответствующего мерной длине числа импульсов датчика, управляемый задатчиком уставок и блоком путевых реле. Имеется также блок выработки сигналов разности действительной и минимально допустимой длины остатка раската, управляемый блоком отсчета, задатчиком уставок и блоком лутевых реле. Блок задержки выполнен в виде набора ячеек задержки, каждая из которых соединена с соответствующим выходом указанного блока выработки сигналов разности, тгричем блок задержки, дающий сигнал на установку на нуль блока отсчета и начало подачи заготовки, соединен с блоком отсчета и узлом подачи. Это позволяет существенно сократить потери времени на задерлску подачи заготовок в стан в тех случаях, когда остатки имеют длияу меньще допустимой. Блок-схема предлагаемого устройства показана на чертеже. Предлагаемое устройство управляет узлом подачи / мелкосортного стана 2, используемым в технологической линии прокатки заготовок 3, и последующей резки раската 4 на мерные длины 5 летучими ножницами 6. Устройство содержит установленный на входе стана 2 блок 7 путевых реле, длительность выходного сигнала которого пропорциональна длине раската, датчик 8 имлульсов приращения перемещения раската, задатчик 9 уставок мерной длипы и минимально допустимой длины отрезаемого остатка раската, блок 10 отсчета соответствующего мерной длине числа импульсов датчика 5, управляемый задатчиком 9 и блоком 7. Блок // выработки сигналов разности действительной и минимально допустимой длины остатка раската 4 управляется блоком W, датчиком 8 и блоком 7. Блок 12 задержки выполнен в виде набора ячеек задержки, каждая из которых соединена с соответствующим выходом блока 11, причем выход
блока 12 соединен с блоком отсчета 10 к с УЗЛОМ подачи /. Задатчик 9 снабжен выходом 13 уставки мерной длины и выходом 14 уставки минимально допустимой длины отрезаемого остат ка раската.
Устройство работает следующим образом.
Перед началом прокатки на выходе 13 задатчика 9 устанавливают величину уставки мерной длины, а на выходе 14 - величину уставки минимально допустимой длины отрезаемого остатка раската.
Затем узел подачи / додает в стан 2 заготовку 3, которая после прокатки разрезается летучими ножницами на мерные длины. Отсчет мерных длин ведется от переднего конца выходящего из стана раската 4.
За время прохождения заготовки .3 мимо блока 7 последний вырабатывает сигнал, длительность которого пропорциональна длине раската. Этот сигнал обеспечивает поступление в блок 10 такого числа импульсов датчика 8, которое соответствует общей длине раската. Блок 10 устанавливается на нуль каждый раз после отсчета соответствующего мерной длине числа имлульсов, определяемого сигналом на выходе 13 задатчика 9.
В блоке // вырабатываются сигналы разности действительной длины остатка, величина которой измеряется в блоке 10, и минимально допустимой длины этого остатка раската, величина которой задана на выходе 14 задатчика 9.
При исчезновении сигнала на выходе блока 7 после прохождения заднего конца заготовки 3 выходной сигнал блока //, определяемый разностью действительной и минимально допустимой длин остатков раската, подается на одну из ячеек задержки 5 блока 12. Каждая из этих ячеек соответствует определенному интервалу величин выходного аигнала блока 11. Блок 12 вырабатывает выходной управляющий сигнал с задержкой относительно момента окончания сигнала на выходе блока 7, т. е. относительно момента окончания подачи заготовки 3 в стан 2. Эта задержка, соответствующая разности, Полученной в блоке //, определяет интервал времени между последовательными включениями узла подачи. Если текущая величина на выходе блока 10 больше или равна величине уставки на выходе 14 задатчика 9, то величина указанной задержки равна нулю. Если же текущая величина на выходе блока 10 меньше величины уставки на выходе 14 задатчика 9, то величина задержки прямо пропорциональна указанной разности. Выходной сигнал блока 12 обеспечивает указанную задержку включения узла.подачи /.
Предмет изобретения
Устройство для управления узлом подачи заготовок мелкосортного стана, используемое в технологической линии прокатки и последующей порезки раската летучими ножни-цами на мерные длины, содержащее блок путевых реле, длительность выходного сигнала которого пропорциональна длине раската, и блок задержки сигнала включения узла подачи, отличающееся тем, что с целью уменьшения задержки подачи заготовок в стан в тех случаях, когда длина остатков меньше допустимой, оно содержит датчик импульсов приращения перемещения раската, задатчик уставок мерной длины и минимально допустимой
длины отрезаемого остатка раската, блок отсчета соответствующего мерной длине числа и.мпульсов датчика, упра вляемый задатчиком уставок и блоком путевых реле, н блок выработки сигналов разности действительной и минимальной донустимой длины остатка раската, управляемый блоком отсчета, задатчиком уставок и блоком путевых реле, а блок задержки выполнен в виде набора ячеек задержки, каждая из которых соединена с соответствующим
выходом указанного блока выработки сигналов разности, причем блок задержки, дающий сигнал на установку на нуль блока отсчета и начало подачи заготовки, соединен с блоком отсчета и узлом подачи.
| название | год | авторы | номер документа |
|---|---|---|---|
| В П Т Б | 1973 |
|
SU395139A1 |
| Система управления раскроем сортового раската летучими ножницами | 1988 |
|
SU1542800A2 |
| Устройство для раскроя проката на заданное число полос | 1986 |
|
SU1357099A1 |
| УСТРОЙСТВО ДЛЯ ОБНАРУЖЕНИЯ СВАРНОГО ШВА ПРИ БЕСКОНЕЧНОЙ ПРОКАТКЕ | 1969 |
|
SU242097A1 |
| СПОСОБ УПРАВЛЕНИЯ ФОРМИРОВАНИЕМ МИНИМАЛЬНОГО НАТЯЖЕНИЯ МЕТАЛЛА МЕЖДУ КЛЕТЯМИ СОРТОВОГО СТАНА | 2010 |
|
RU2419498C1 |
| Устройство для контроля температуры заготовок перед прокаткой | 1990 |
|
SU1763062A1 |
| Устройство для управления летучимиНОжНицАМи | 1974 |
|
SU844089A1 |
| Устройство автоматического раскроя заготовки на летучем отрезном станке | 1986 |
|
SU1388205A1 |
| Система управления порезкой крупных профилеразмеров сортового проката | 1989 |
|
SU1632540A1 |
| Устройство автоматического управления механизмом перемещения нажимных винтов реверсивных станов горячей прокатки | 1977 |
|
SU933143A2 |