Известен способ дуговой сварки металлическим электродом. Однако ири сварке деталей больших толщин в зону сварки необходимо .подавать большое количество металла, для чего ;приходится вьшолнять .большое количество проходов или подавать дололяительно лрисадочный материал. При этом |М.ош;ность дуги необходимо увеличивать, так как она будет тратиться на плавление присадочного металла, основного металла и электрода. Это заставляет увеличивать- моп ность используемого оборудования.
Для выполнения сварки по существующей технологии необходимо изготавливать проволоку требуемого химического состава. В ряде случаев для свар-ки специальных .марок материалов изтотовление требуемой по химическому составу шроволоки является сложным, а в некоторых случаях невозможны-м технологическим процессом.
Кроме того, для поддержания равномерного прогрева сварочной зоны электрод необходимо перемещать по сложному пути, для этого .применяются специальные .устройства.
Предложенный способ заключается в том, что в .качестве электрода используют струю Жидкого металла, подаваемого в зону сварки электромагнитным насосом по трубопроводу.
таллов больших толщин и упростить те.хнологию.
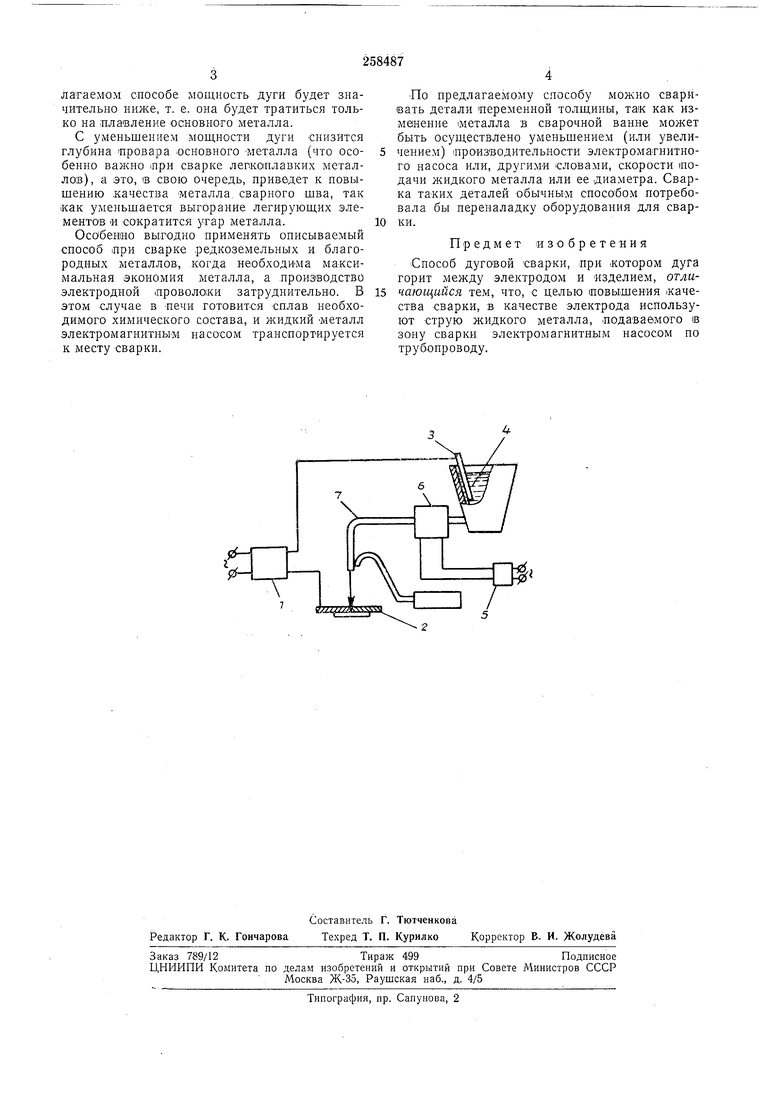
Способ поясняется чертежом. Один полюс источника питания сварочной дуги 1 подключается к свариваемой детали 2, .другой подводится с помощью электрода 3 к жидкому металлу ванны 4.
Для осуществления сварки .по предлагаемому способу следует подать электрическое на.пряжение на источник питания сварочной дуги и на обмотки 5 электромагнитного насоса 6. При включении последнего жидкий металл из печи по металлопроводу 7 направляется к месту сварки деталей, в результате этого возникает электрическая дуга - источник тепла для плавления основного металла. Регулируя величину сварочного тока и производительность насоса, можно выбрать режим, при котором в сварочном шве будет требуемая пропорциональность между количеством основного металла (изделия) и .присаживаемого (лшдкого).
Защита жидкого металла и зоны сварки осуществляется с помощью инертного газа.
При сварке плоских листов с фигурным швом электромагнитный насос может .двигатьiCH вдоль свариваемой кромки.
латаемом способе мощность дуги будет значительно ниже, т. е. она будет тратиться только на ллавление основного металла.
С уменьшением мощности дуги снизится глубина |нровара основного -металла (что особенно важно шри сварке лепкоилавких металлов), а это, В свою очередь, приведет к повышению .качества -металла, сварного шва, так как уменьшается выгорание легирующих элементов « сократится угар металла.
ОссУбевио выгодно применять описываемый способ лри сварке редкоземельных и благородных металлов, когда необходима максимальная экономия металла, а .производство электродной лроволоки затруднительно. В этом случае в лечи готовится сплав необходимого химического состава, и жидкий -металл электромагнитным насосом транспортируется к месту сварки.
По предлагаемому способу можно сваривать детали переменной толщины, так как изменение 1металла в сварочной ванне может быть осуществлено уменьшением (или увеличением) производительности электрома-гнитного насоса или, другими словами, скорости подачи жидкого металла или ее диаметра. Сварка таких деталей обычны-м способом потребовала бы переналадку оборудования для сварки.
Предмет И з о б р е т е я и я
Способ дуговой сварки, лри котором дуга горит между электродом и изделием, отличающийся тем, что, с целью повышения качества сварки, в качестве электрода используют струю жидкого металла, подаваемого в зону сварки электромагнитным насосом по трубопроводу.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ДУГОВОЙ СВАРКИ | 1999 |
|
RU2158661C2 |
| Способ сварки магнитоуправляемой дугой | 1990 |
|
SU1817742A3 |
| Способ дуговой сварки | 1976 |
|
SU647075A1 |
| Способ вертикальной сварки открытой дугой | 1980 |
|
SU927441A1 |
| Способ дуговой сварки неплавящимся электродом | 1982 |
|
SU1076228A1 |
| Способ дуговой сварки | 1990 |
|
SU1690997A1 |
| Способ гибридной лазерно-дуговой сварки | 2017 |
|
RU2640105C1 |
| СПОСОБ ЭЛЕКТРОДУГОВОЙ СВАРКИ ПЛАВЯЩИМСЯ ЭЛЕКТРОДОМ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1997 |
|
RU2119416C1 |
| Устройство для лазерно-дуговой сварки стыка сформованной трубной заготовки | 2017 |
|
RU2660503C1 |
| СПОСОБ ЭЛЕКТРОДУГОВОЙ СВАРКИ ПОГРУЖЕННЫМ НЕПЛАВЯЩИМСЯ ЭЛЕКТРОДОМ | 2000 |
|
RU2182061C2 |
