Известно приспособление для зажима проката, например сварных рельсов, в процессе механической обработки с механизмами центрирования и зажима изделия и приводом от гидроцилиндра.
Описываелше приспособление отличается тем, что механизм центрирования выполнен в виде качающихся в вертикальной плоскости рычагов, смонтированных на расположенных в поперечных направляющих |Каретках, связанных через винтовую пару со штоко-м-рейкой приводного гидроцилиндра, а -механизм зажима изделия - в виде двух жестких арок, несущих базовые упоры, и винтовых домкратов, состоящих из двух гаек, - подвижной, Прижимающей изделие, и неподвижной, взаимодействующих с винтом-шестерней с дифференциальной резьбой, имеющим привод от щтока-рейки гидроцилиндра. Приспособление снабжено также механизмом контроля в виде гидроцилиндра, на щтоке которого закреплена стрелка.
Такое конструктивное выполнение .приспособления повыщает точность обработки и обеспечивает установку сварного стыка по длине.
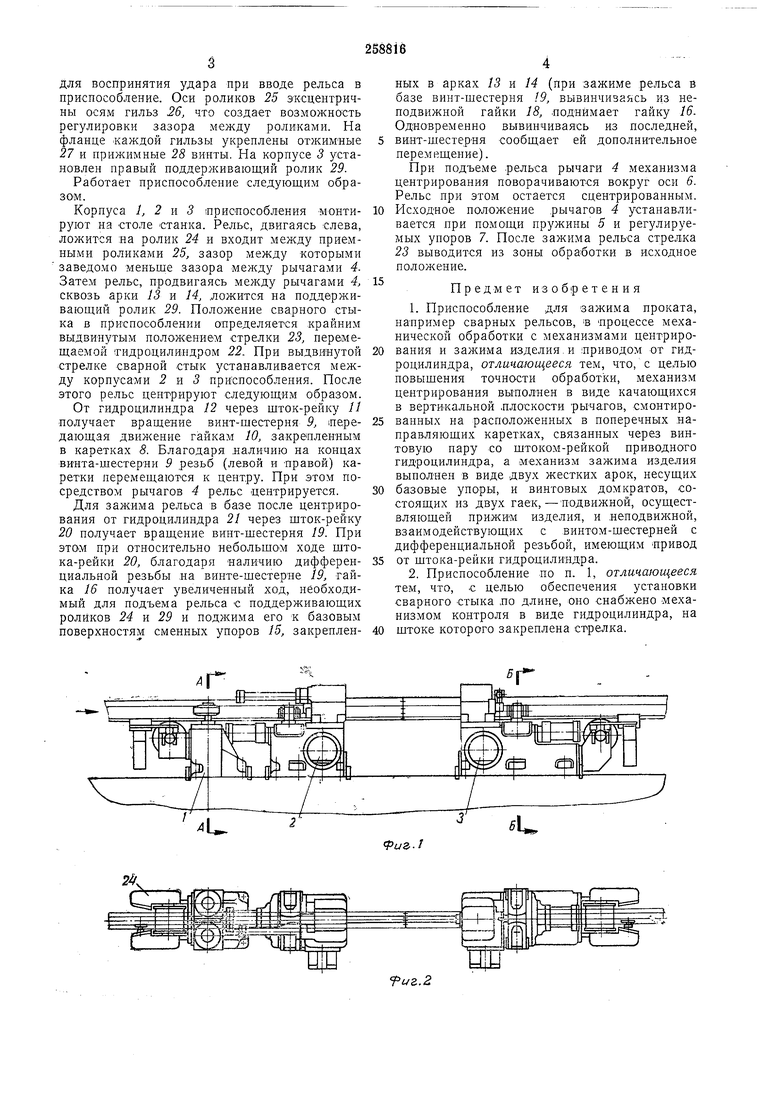
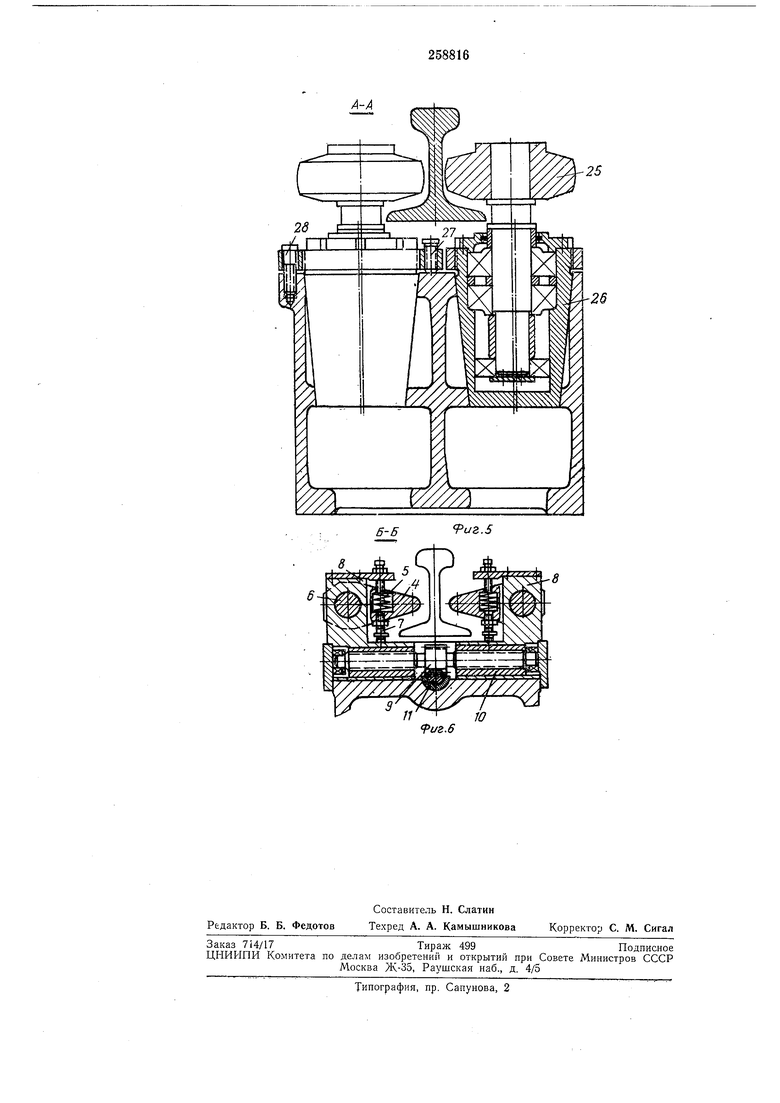
разрез по А-А на фиг. 1; на фиг. б - разрез по Б-Б.
Приспособление содерл ит корпус / приемных роликов и корпуса 2 и 3, несущие механизмы центрировання и залсима изделия (рельса).
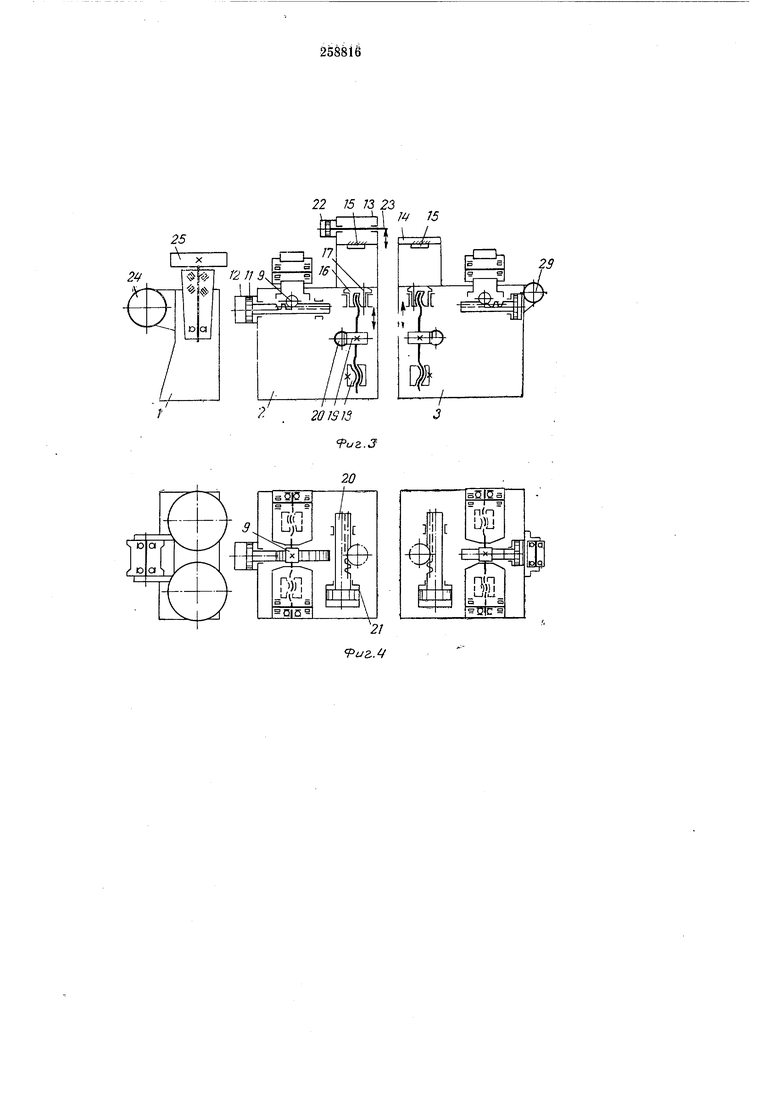
Механизм центрирования выполнен в виде качающихся в- вертикальной плоскости рычагов 4 с 5, осью 6 и регулируемым
упорОМ 7, смонтированных на расноложенных в поперечных направляющих каретках 8, каждая из которых связана через винтовую пару Я 10 (винт-щестерня 9 и гайка 10) со штоком-рейкой // приводного гидроцилиндра 12.
Механизм изделия (рельса) выполнен в виде двух жестких арок 13 и 14 со сменными базовыми упорами 15 и винтовых домкратов, которые состоят из подвижной
гайки 16 с установленной в ней щпонкой 17 для изделия и неподвижной гайки 18. Гайки 16 и 18 взаимодействуют с винтомщестерней 19 с дифференциальной резьбой, имеющим привод от щтока-рейки 20 гидроцилиндра 21. На арке 13 смонтирован механизм контроля в виде гидроцилиндра 22, на щтоке которого закреплена стрелка 23 для установки Сварного .стыка по длине. На корпусе 1 смонтированы ролик 24 для
для воспринятия удара при вводе рельса в приспособление. Оси роликов 25 эксцентричны осям гильз 26, что создает возможность ретулировки зазора между роликами. На фланце кан{дой гильзы укреплены от кимные 27 и прижимные 28 винты. На корпусе 3 установлен правый поддерживающий ролик 29.
Работает приспособление следующим образом.
Корпуса 1, 2 и 3 юриопособления монтируют на столе станка. Рельс, двигаясь слева, ложится на ролик 24 и входит между приемными роликами 25, зазор между которыми заведомо меньше зазора мелсду рычагами 4. Затем рельс, продвигаясь между рычагами 4, сквозь арки 13 и М, .ложится на поддерживающий ролик 29. Положение сварного стыка в нриснособлении определяется крайним выдвинутым положением стрелки 23, перемещаемой тидроцилиндром 22. При выдвинутой стрелке сварной стык устанавливается между корпусами 2 и 5 приспособления. После этого рельс центрируют следующим образом.
От гидроцилиндра 12 через щток-рейку // получает вращение винт-щестерня Я передающая движение гайкам 10, закрепленным в каретках 8. Благодаря .наличию на концах винта-шестерни 9 резьб (левой и -правой) каретки перемещаются к центру. При этом посредством рычагов 4 рельс центрируется.
Для залшма рельса в базе после центрирования от гидроцилиндра 21 через шток-рейку 20 получает вращение винт-шестерня 19. При этом при относительно небольщо-м ходе штока-рейки 20, благодаря наличию дифференциальной резьбы на винте-шестерне 19, гайка 16 получает увеличенный ход, необходимый для подъема рельса с поддерживающих роликов 24 к 29 к поджима его к базовым поверхностям сменных упоров 15, закрепленных в арках /5 и 14 (нри зажиме рельса в базе винт-щестерня 19, вывинчиваясь из неподвижной гайки 18, .поднимает гайку 16. Одновременно вывинчиваясь из последней, винт-шестерня сообщает ей дополнительное перемещение).
При подъеме .рельса рычаги 4 механизма центрирования новорачиваются вокруг оси 6. Рельс при этом остается сцентрированным. Исходное положение .рычагов 4 устанавливается нри помощи нружины 5 и регулируемых упоров 7. После зажима рельса стрелка 23 выводится из зоны обработки в исходное положение.
гт
Предмет изооретения
1.Приспособление .для зажима проката, например сварных рельсов, в процессе механической обработки с механизмами центрирования и изделия, и приводом от гидроцилиндра, отличающееся тем, что, с целью повышения точности обработки, механизм центрирования выполнен в виде качающихся в вертикальной .плоскости рычагов, смонтированных на расположенных в поперечных направляющих каретках, связанных через винтовую пару со штоком-рейкой приводного гидроцилиндра, а механизм зажима изделия выполнен в виде двух жестких арок, несущих
базовые упоры, и винтовых домкратов, состоящих из двух гаек,-подвижной, осуществляющей прижим изделия, и .неподвижной, взаимодействующих с винтом-шестерней с дифференциальной резьбой, имеющим привод
от штока-рейки гидроцилиндра.
2.Приспособление но п. 1, отличающееся тем, что, с целью обеспечения установки сварного стыка .но длине, оно снабжено механизмом контроля в внде гидроцилиндра, на
штоке которого закреплена стрелка.
| название | год | авторы | номер документа |
|---|---|---|---|
| УСТРОЙСТВО ДЛЯ ПОДДЕРЖКИ И ЦЕНТРИРОВАННАЯ ''^""^^..^^ | 1972 |
|
SU340510A1 |
| УСТАНОВКА ДЛЯ ДУГОВОЙ СВАРКИ КОЛЬЦЕВЫХ ШВОВ В СРЕДЕ ЗАЩИТНЫХ ГАЗОВ | 1971 |
|
SU291764A1 |
| Приспособление для автоматической установки резца в рабочее положение на станках с копирным резьбонарезным приспособлением | 1945 |
|
SU68304A1 |
| ПРОДОЛЬНО-ФРЕЗЕРНЫЙ СТАНОК ДЛЯ ОБРАБОТКИ СВАРНЫХ СТЫКОВ | 1967 |
|
SU206276A1 |
| ПРИСПОСОБЛЕНИЕ ДЛЯ УСТАИОВКИ И ЗАКРЕПЛЕНИЯ ПРИ ОБРАБОТКЕ СКОСОВ ИЗДЕЛИЙ ТИПА КОРПУСА БУРОВОГО ДОЛОТА | 1968 |
|
SU208416A1 |
| ЛЕНТОЧНО-ОТРЕЗНОЙ СТАНОК___.4,J | 1971 |
|
SU308823A1 |
| ЛЕНТОШЛИФОВАЛЬНЫЙ СТАНОК ДЛЯ ОБРАБОТКИ ПРОФИЛЕЙ В ЗОНЕ СВАРНЫХ СТЫКОВ | 1966 |
|
SU216466A1 |
| Устройство для автоматической сварки швов по линии пересечения двух цилиндрических поверхностей | 1980 |
|
SU941124A2 |
| ПАТРОН ДЛЯ ЦЕНТРИРОВАНИЯ ИЗДЕЛИЙ ТИПА КОЛЕЦ | 1973 |
|
SU375160A1 |
| КАНТОВАТЕЛЬ ДЛЯ СБОРКИ И СВАРКИ | 1970 |
|
SU284218A1 |
22 15 73 22
2
fuz.3
25
If 10 иг.6
