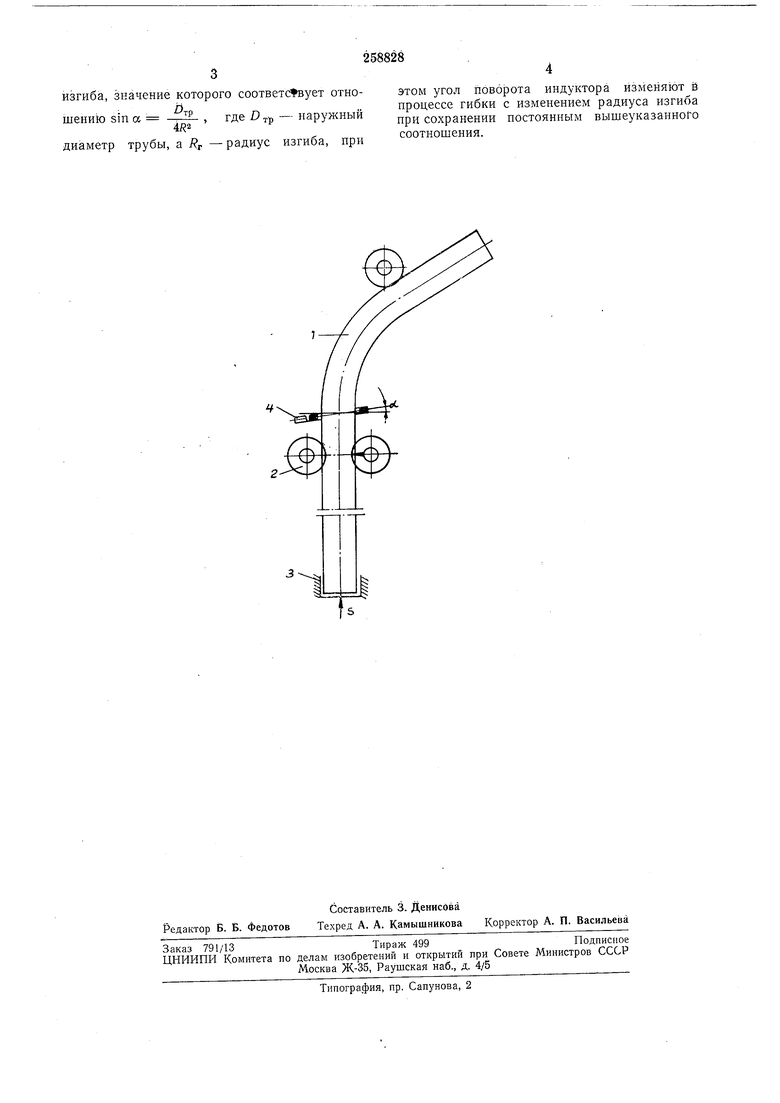
1 В основном авт. св. № 106938 описан способ гибки труб с местным нагревом зоны деформапии токами высокой частоты. Однако при гибке тонкостенных труб Преимущественно больших диаметров с радиусом гиба, большим 2D, изменение формы поперечного сечения трубы под индуктором нарушает равномерность нагрева вследствие суммарной величины зазора между трубой и индуктором, которую нельзя отрегулировать перемеш;ением индуктора в плоскости нагрева. Цель настояшего изобретения - создание способа гибки тонкостенных труб больших диаметров без искажения их поперечного сечения. Это достигается тем, что трубу пропускают через индуктор, установленный под углом, соответствующим соотношению sin а ( - наружный диаметр трубы, JR,. - радиус изгиба). Угол поворота индуктора изменяют в процессе гибки с изменением радиуса изгиба при сохранении вышеуказанного соотношения. На чертеже показана схема гибки труб по предлагаемому способу. под действием усилия S каретки продольной подачи 3 и нагрева деформируемой зоны индуктором 4 индуктор располагают под углом а относительно нормального сечения трубы против направления изгиба. Такое расположение индуктора вызывает в деформируемом сечении изменение напряжений от изгибающего момента Ми, препятствующих овализацин сечения. Если при гибке труб все же возникает овалнзация поперечного сечения, поворотом индуктора добиваются сохранения постоянства между трубой и индуктором. Угол поворота индуктора соответгде DTD - наствовать соотношению ружный диаметр трубы, г - радиус изгиба. Это соотношение должно быть сохранено при поворотах индуктора в процессе гибки. Предмет изобретения Способ гибки труб по авт. св. N° 106938, отличающийся тем, что, с целью повышения качества гибки при гнутье труб больших диаметров с радиусом изгиба, большим двух диаметров (2D), трубу пропускают через индуктор, установленный под углом относительно нормального сечения трубы против направления
изгиба, значение которого соответствует отно.
где D -rj, - наружный
шенню sin а
4«2
диаметр трубы, а R - радиус изгиба, нри
этом угол поворота индуктора изменяют в процессе гибки с изменением радиуса изгиба при сохранении постоянным вышеуказанного соотношения.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ГИБКИ ТРУБ | 1968 |
|
SU220012A1 |
| Головка гибочная трубогибочного станка | 1978 |
|
SU772648A1 |
| Устройство для управления процессом изгибания трубы на трубогибочном станке | 1957 |
|
SU115441A2 |
| ТРУБОГИБОЧНЫЙ СТАНОК | 1967 |
|
SU204873A1 |
| Индуктор для зонального нагревапРи гибКЕ ТРуб и пРОфилЕй | 1978 |
|
SU827216A1 |
| Устройство для гибки | 1985 |
|
SU1412835A2 |
| Способ гибки тонкостенных стальных труб | 1989 |
|
SU1697927A1 |
| СПОСОБ ГОФРИРОВАНИЯ МЕТАЛЛИЧЕСКИХ ТРУБ | 1990 |
|
SU1802446A1 |
| Способ гибки труб и станок для осуществления способа | 2018 |
|
RU2713899C2 |
| Трубогибочный станок с индукционным нагревом | 1976 |
|
SU676354A2 |