Описываемый способ относится к области сборки и демонтажа прессовых соединений.
Известен способ сборки деталей с цилиндрическими посадочными поверхностями, например, втулки и оси, путем нагнетания рабочей жидкости в зону между сопрягаемыми поверхностями и обеспечения относительного осевого смещения сопрягаемых деталей дополнительным устройством для создания осевой нагрузки. Однако для осуществления известного способа необходима предварительная механическая обработка сопрягаемой поверхности одной из собираемой детали для. образования каналов нагнетания рабочей жидкости в зону сопряжения. Также необходимо наряду с устройством для нагнетания рабочей жидкости в зону сопряжения использовать дополнительнее устройство для создания осевой нагрузки, обеспечивающей относительное перемещение сопрягаемых деталей.
Предложенный способ позволяет устранить необходимость в предварительной механической обработке и дополнительном устройстве, т. е. упростить способ напрессовки за счет того, что для относительного перемещения втулки и оси используют давление подаваемой в зону сопряжения рабочей жидкости, при этом подачу последней осуществляют со стороны свободного торца втулки с образованием замкнутого объема рабочей жидкости, осуществляющего упругую раздачу втулки.
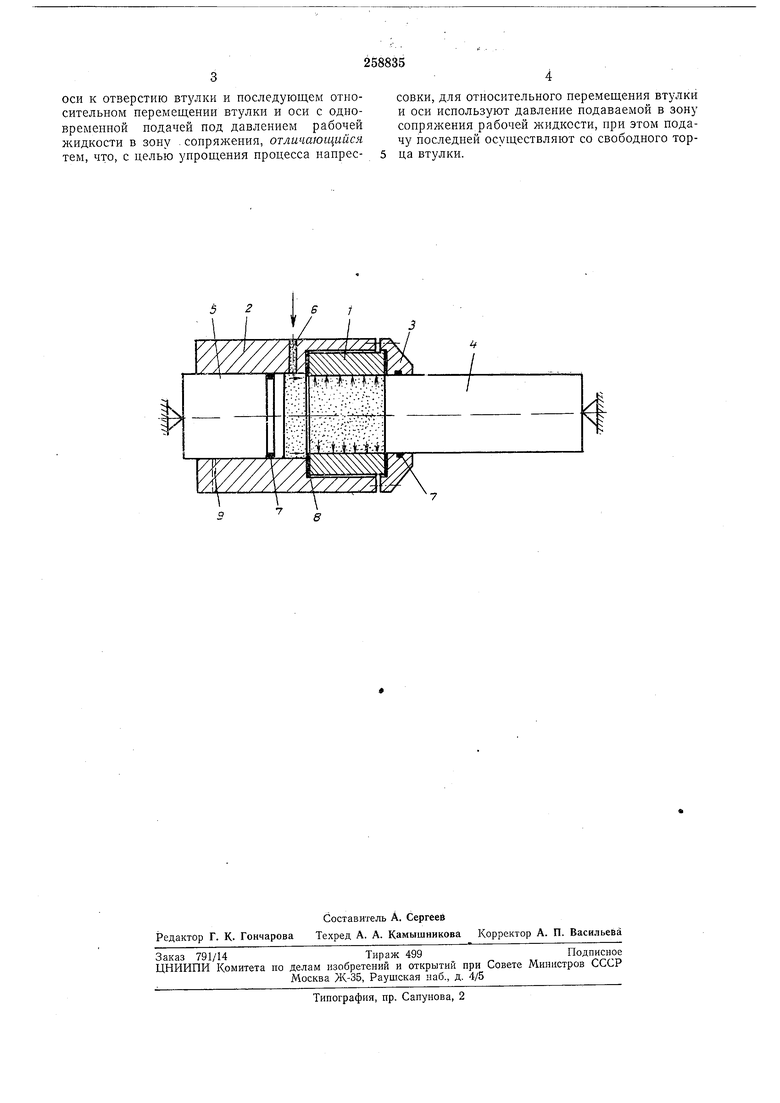
На чертеже схематично изображено устройство для осуществления описываемого способа.
Устройство содержит втулку 1, подлежащую напрессовке. корпус гидроцилиндра 2, крыщку 3 гидроцилиндра, ось 4, шток 5 гидроцилиндра, отверстие для нагнетания рабочей жидкости 6, уплотнение 7, прокладку 5 и контрольное отверстие 9.
Втулку 1 помещают в полость корпуса гидроцилиндра 2, устанавливают на посадочное место и крепят крыщкой 3. Сопрягаемую ось 4 заводят в отверстие крышки до упора в торец втулки. Другой конец оси жестко закрепляют. Одновременно закрепляют выступающую часть щтока 5 гидроцилиндра. В образованную замкнутую полость через отверстие 6 нагнетают рабочую жидкость, давление которой должно превыщать среднее контактное сжатие сопрягаемых поверхностей. За счет давления рабочей жидкости увеличивается внутренний диаметр напрессовываемой втулки и, одновременно, корпус гидроцилиндра вместе с втулкой подвигается на ось. Величина относительного осевого смещения регулироваться.
оси к отверстию втулки и последующем относительном перемещении втулки и оси с одновременной подачей под давлением рабочей жидкости в зону . сопряжения, отличающийся тем, что, с целью упрощения процесса напрессовки, для относительного перемещения втулки и оси используют давление подаваемой в зону сопряжения рабочей жидкости, при этом подачу последней осуществляют со свободного торца втулки.
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ сборки запрессовкой деталей типа вал-втулка | 1989 |
|
SU1625652A1 |
| Устройство для сборки с натягом деталей типа вал-втулка | 1986 |
|
SU1323324A1 |
| СПОСОБ НЕРАЗРУШАЮЩЕГО КОНТРОЛЯ ПРОЧНОСТИ НАПРЕССОВКИ КОЛЕЦ ПОДШИПНИКОВ НА ШЕЙКЕ ОСИ КОЛЕСНОЙ ПАРЫ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2006 |
|
RU2329478C1 |
| Устройство для сборки запрессовкой деталей типа вал-втулка | 1988 |
|
SU1523300A1 |
| Устройство для сборки с натягом соединений деталей типа вал-втулка | 1991 |
|
SU1794623A1 |
| Устройство для сборки запрессовкой деталей типа вал-втулка | 1986 |
|
SU1532269A1 |
| Устройство для сборки запрессовкой деталей типа вал-втулка | 1988 |
|
SU1516295A1 |
| УСТРОЙСТВО ДЛЯ ГИДРОРАСПРЕССОВКИ И ГИДРОНАПРЕССОВКИ ПЕРЕДНЕГО И ЗАДНЕГО КОЛЕЦ ПОДШИПНИКОВ С ШЕЙКОЙ ОСИ КОЛЕСНОЙ ПАРЫ | 2009 |
|
RU2429959C2 |
| Устройство для сборки запрессовкой деталей типа вал-втулка | 1987 |
|
SU1507559A1 |
| УСТРОЙСТВО ДЛЯ НЕРАЗРУШАЮЩЕГО КОНТРОЛЯ ПРОЧНОСТИ НАПРЕССОВКИ КОЛЕЦ ПОДШИПНИКОВ НА ШЕЙКЕ ОСИ КОЛЕСНОЙ ПАРЫ | 2009 |
|
RU2415391C1 |