к ,17 В /8 г
6 S
ел
о ю ;о ел
Изобретение относится к механосборочному производству, а именно к устройствам -для монтажа и демонтажа прессовых соединений при помощи гидрорас- пора.
Целью изобретения - повьшение производительности, надежности, а также расширение технологических возможностей.
На чертеже схематически изображено устройство, общий вид, продольный разрез.
Устройство содержит основной сило- во й цилиндр, который включает в себя полый шток. Шток выполнен в виде втулки 1 и полого стержня 2, которые соединены между собой резьбой и уплотнением 3 и установлены с возможностью взаимного поворота. На торце втулки расположен узел крепления вала 4, а на торце стержня 2, противоположном упомянутому торцу, закреплен упорный фланец 5.
На втулке 1 штока установлен с возможностью осевого перемещения полый поршень 6, который герметизирован относительно втулки и корпуса 7 уплотнительными кольцами 8 и 9. На одном торце корпуса 7 смонтирован механизм 10 зажима запрессовываемой втулки 11, а другой его торец закрыт крышкой 12. На фланце 5 стержня 2 штка закреплен дополнительный поршень 13, а также смонтирован соосно шт о- ку дополнительный силовой цилиндр. Последний выполнен в виде стакана 14 и размещенного внутри него с возможностью осевого перемещения штока-порня 15, подпружиненного упругим элементом 16 относительно фланца 5. Конец этого штока-поршн входит в полость стержня 2 штока.
Устройство включает в себя источник рабочей жидкости, которая под высоким давлением может подаваться через штуцера 17 и 18 в полости Б и В корпуса 7 и через штуцер 19 - в полость Л. Под низким давлением рабочая жидкость подается в дополнительный силовой цилиндр через штуцер 20. Штуцера 21 w 22 на корпусе 7 служат для подключения трубопровода,соединяющего полости А и Б. Система подачи включает в себя также обратные клапаны 23 и 24, причем последний установлен в радиальном канале штока основного силового цилиндра.Запрессовываемая втулка 11 прижимает
0
5
5
0
5
0
5
0
5
через уплотни- . Начальный подся к торцу корпуса 7 тельн то прокладку 25, жим осуществляется при помощи съемных упоров 26, которые упираются в воротник 27 лабиринтного уплотнения.
Устройство работает следующим образом.
При крайнем правом положении корпуса 7 свободно устанавливают в устройство запрессовьгааемую деталь 11 и наворачивают выступающую часть втулки 1 на резьбовую часть охватываемой детали соединения. Затем нагнетают масло в полость В через штуцер 1S и прижимают на прокладке 25 охватьгоающую деталь при помощи съемного упора 26 в воротник 27, закрепляют зажимами 10. После этого подводят запрессовьшаемую деталь до упора в сопрягаемый вал и выполняют частичную механическую запрессовку соединяемых деталей для герметизации зоны сопряжения. Переключают подачу
масла в полость Б через штуцер 17 и выполняют основную гидропрессовую сборку с торцовым подводом масла высокого давления в зону сопряжения.Если сопротивление посадки не позволяет осуществить относительный сдвиг сопрягаемых деталей в условиях гидрораспора в зоне сопряжения при используемом давлении нагнетания от гидросистемы питания полости Б, подают масло под шток-поршень 15 через штуцер 20, При перемещении штока-поршня 15 закрывается обратный клапан 24 и масло по- вьш1енного давления из полости штока нагнетается по радиальным маслопроводам установочной соединительной втулки 1 в зону сопряжения.При этом по- вьш1ается давление и в полости Б, Для снижения величины аксиального сдвигающего усилия регулируют давление масла в полости противосдвига А.
Для выполнения разборки соединения подачей масла в полость Б сдвигают корпус 7 в крайнее левое положение до упора в торец запрессованной детали, обеспечивая необходимое усилие прижатия последней на прокладке 25, и закрепляют зажимами 10. Предварительно шток гидроцилиндра соединяют с охва- тьгааемой деталью при помощи втулки 1. Нагнетают синхронно масло от одного источника высокого давления в полости А и Б и вьтолняют распрессовку соединения при обеспечении гидрораспо- ра в зоне сопряжения. Давлением маела перемещаются в направлении выпрес- совки поршень 6, вытесняя масло из полости В, и корпус 7 вместе с ох- ватьшаюгцей деталью. Регулируя давление вытесняемого из полости В масла, можно уменьшать величину аксиального сдвигающего усилия гидрораспрессовки. При необходимости повышения давления в зоне сопряжения подключают в рабо- ту дополнительный силовой цилиндр, предварительно соединив меяду собой полости А и Б через обводной трубопровод высокого давления, снабженный запорным клапаном (не показаны), и пе рекрьге трубопровод, подключенный к штуцеру 19.
Формула изобретения
Устройство для сборки запрессовкой деталей типа вал-втулка, содержащее силовой цилиндр с полым штоком, имеющим радиальные каналы, упорным фланцем, полым поршнем, установленным на штоке с возможностью перемещения относительно последнего,и корпусом с внутренней ступенчатой поверхностью, узел присоединения вала к штоку,а также механизм зажима втулки, о т л и- чающееся тем, что, с целью поQ5
0
5 о
вьш1ения производительности, надежности и расширения технологических возможностей, оно снабжено дополнительным поршнем, закрепленным на фланце, обратным клапаном и дополнительным силовым цилиндром, вьтолненным в виде стакана, закрепленного на торце упорного фланца соосно последнему, и штока-поршня, размещенного ч стакане и в полости штока основного силового цилиндра с возможностью осевого перемещения и подпружиненного относительно штока, дополнительный поршень выполнен с площадью поршня, большей площади основного, полый шток основного силового цилиндра выполнен в виде втулки и полого стержня, связанных соосно между собой резьбовым соединением и установленных с возможностью взаимного поворота, упорный фланец закреплен на торце стержня соосно последнему, узел присоединения вала к штоку смонтирован на торце втулки, корпус основного силового цилиндра установлен с возможностью осевого перемещения относительно его штока и поршня, механизм зажима втулки смонтирован на торце корпуса, а обратный клапан смонтирован в радиальном канале штока.
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для сборки запрессовкой деталей типа вал-втулка | 1989 |
|
SU1685669A1 |
| Устройство для сборки запрессовкой деталей типа вал-втулка | 1988 |
|
SU1516293A1 |
| Устройство для сборки запрессовкой и распрессовки соединений типа вал-втулка | 1991 |
|
SU1810269A1 |
| Устройство для сборки запрессовкой деталей типа вал-втулка | 1988 |
|
SU1523300A1 |
| Устройство для сборки и разборки прессовых соединений типа вал-втулка | 1989 |
|
SU1750912A1 |
| Устройство для сборки запрессовкой деталей типа вал - втулка | 1991 |
|
SU1812044A1 |
| Устройство для сборки с натягом соединений деталей типа вал-втулка | 1991 |
|
SU1808646A1 |
| Устройство для сборки запрессовкой деталей типа вал - втулка | 1990 |
|
SU1745494A2 |
| Устройство для распрессовки осей колес | 1988 |
|
SU1685667A1 |
| Устройство для сборки с натягом соединений деталей типа вал-втулка | 1991 |
|
SU1794623A1 |
Изобретение относится к механосборочному производству, точнее к устройствам для монтажа и демонтажа прессовых соединений с гидрораспором. Цель изобретения - повышение производительности, надежности и расширение технологических возможностей устройства путем снижения времени подготовительных операций, снижения усилия, отрывающего устройство от обрабатываемого узла, а также обеспечения разборки. Напрессовываемая втулка 11 устанавливается на втулку 1. Последняя закрепляется на валу 4. Втулку 11 поджимают и подачей давления в полость В осуществляют начальную механическую напрессовку. После этого подают давление через штуцер 17 в полость Б и осуществляют сборку с гидрораспором. При необходимости используется повышающий давление гидрораспора дополнительный силовой цилиндр 14. Регулировка величины усилия запрессовки регулируется подачей давления в полость А. 1 ил.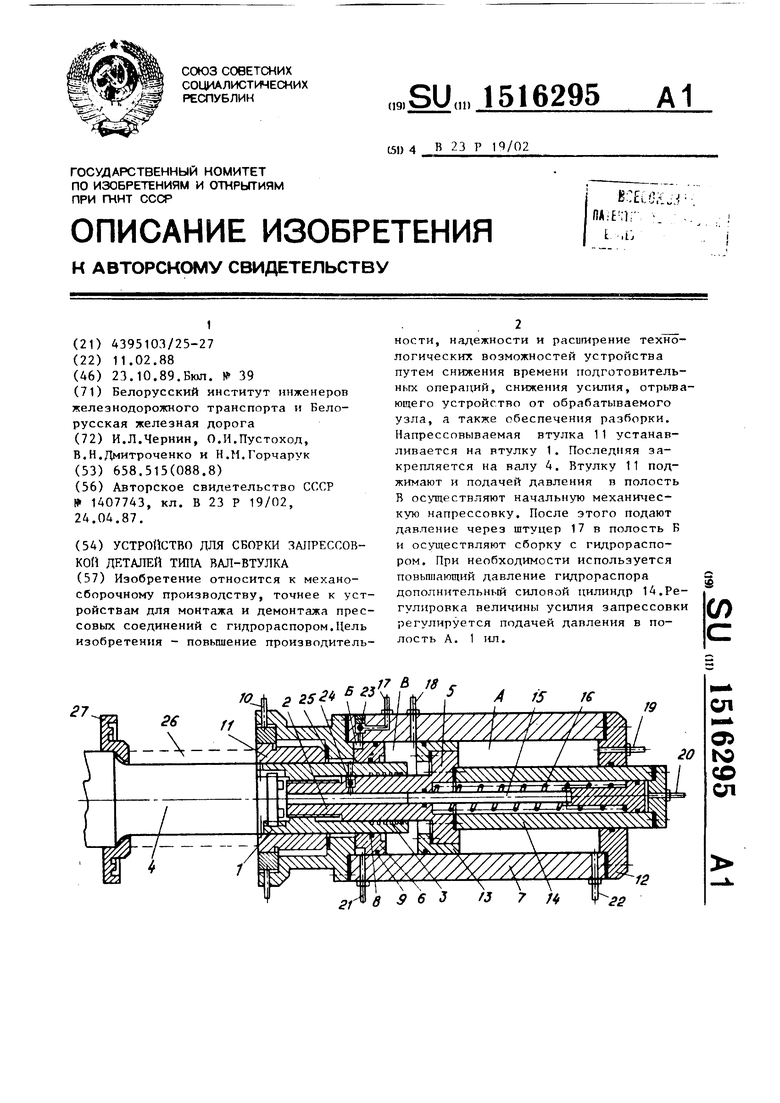
| Устройство для сборки запрессовкой деталей типа вал-втулка | 1986 |
|
SU1407743A1 |
| Прибор для равномерного смешения зерна и одновременного отбирания нескольких одинаковых по объему проб | 1921 |
|
SU23A1 |
