Изобретение относится к механосборочному производстЕ у и npe;uia: Ha- чено для монтажа и демонтажа соединении деталей типа вал - втулка с гарантированным натягом с использованием высокого давления масла, нагнетаемого в зону сопряжения.
Целью изобрете |ия является расширение технологических возможностей устройства путем обеспечения разборки прессовых соединений с подачей рабочей жидкости в зону сопряжения и сборки деталей с большим отклонением геометрии сопрягаемых поверхностей.
На чертеже изображено предлагаемое устройство, продольный 1-)азрез.
Устройство для сборки запрессовкой деталей типа вал - втулка содержит силовой гидроцилиндр 1, на донной части которого соосно закреплен направляющий шток 2, выполненный со ступенчатой боковой поверхностью Концентрично направляющему штоку 2 подвижно установлен полый поршень 3 с полым штоком 4. На конце полого штока 4 установлен узел зажима втулки 5, напрессовываемой на вал 6 или спрессовываемой с него, выполненный в виде кольцевого силового цилиндра с вспомогательным полым штоком 8, на койце которого установлены зажимные кулачки 9, имеющие наружную коническую поверхность, взаимодействующую с ответной конической поверхностью обоймы 10, закрепленной на корпусе кольцевого силового цилиндра 7. Подвод рабочей среды в надпоршневую и подпоршневую полости вспомогательного силового цилиндра 7 осуществляется посредством штуцеров 11 и 12. Надпоршневая полость 13 силового гидроцилиндра сообщена с подпоршневой полостью 14 посредством радиального канала 15 в стенке полого поршня и осевого канала 16, а на внутренней поверхности полого поршня имеется кольцевое уплотнение 17, расстояние от которого до радиального канала 15 определяет величину механической запрессовки ДЬ. Штуцер 18 предназначен для подачи рабочей жидкости в подпоршневую полость 1А, а штуцер 19 - для подачи рабочей жидкости в надпоршневую полость 13.
На конце меньшей ступени 20 направляющего штока 2 вьтолнены углуб0
ление 21, оснащенное средством крепления конца 22 собираемого пала 6, и радиальные 23 и осевые 24 каналы, посредством которых зона сопряжения вала 6 и птулки 5 соедиЕшется через штуц(2р 25 с источником рабочей жидкости .
Меньшая ступень 20 направляющего штока 2 выполнена диаметром, составляющим 0,8-0,9 диаметра большей ступени штока 2, а длина последней меньше длины полого штока 4, в результате чего образуется кольцевая незамкнутая
5 полость 26, сообщенная с радиальными каналами 23,
Устройство работает следующим образом. , При напрессовке на вал 6 втулку
0 5 устанавливают на конец направляющего штока 2 до упора в торец полого штока 4 и подводят к ее торцу упоры, обр.спрчиваю1Ц11е поджатие к полому штоку. Подают рабочую жидкость через
5 штуцер 18, в результате чего обеспечивается поджим втулки 5 к валу 6 и герметизация зоны сопряжения. Затем подают рабочее давление через штуцер 11, смещая вспомогательный полый шток
0 8 вместе с зажимными кулачками 9,
которые зажимают втулку 5. Затем прекращают подачу рабочей жидкости, снимают дополнительные упоры и закрепляют конец 22 собираемого вала в углублении 21 направляющего штока. Подают рабочую жидкость через штуцер 18 в подпоршневую полость 14, осуществляя начальную механическую запрессовку втулки. Механическая запрессовка прекращается, когда кольцевое уплотнение 17 надвинется на большую ступень направляющего штока 2. Прекращают подачу рабочей жидкости через штуцер 18, а через штуцер 25 нагнетают масло в кольцевую незамкнутую полость 26,осуществляя гидравлическую напрессовку. При больших отклонениях геометрии сопрягаемых поверхностей собираемых деталей, т.е. когда требуется увеличение усилия гидравлической напрессовки, через штуцер 19 до- .полнительно подают рабочую жидкость в полость 13.
При разборке прессовьк соединений закрепляют конец вала на направляющем штоке, а втулку 5 фиксируют в узле зажима и подают давление в кольцевую незамкнутую полость 26 через штуцер 25. После проникновения рас5
0
5
0
5
клинивающей масляной прослойки на всю длину посадки нагнетают рабочее давление через штуцер 18 в подпоршневую полость 14 с одновременной подачей давления в полость 26.
Формула изобретения
1. Устройство для сборки запрессовкой деталей типа вал - втулка,содержащее силовой гидроцилиндр с полым поршнем и штоком, в полости которых размещен направляющий шток, закрепленный одним концом в донной части корпуса силового гидроцилиндра, оснащенный расположенным на его свободном конце средством крепле}1ия конца собираемого вала и выполненный с радиальными каналами для подвода рабочей жидкости в зону сопряжения втул- .ки с валом, источник рабочей жидкости сообщенный с подпоршневой и надпоршневой полостями силового гидроциликдI. , -
ра и с упомянутыми радиальными кана
лами, а также узел зажима втулки, размещенный на конце полого штока, отличающееся тем, что, с целью расширения технологических возможностей, направляющий шток выполнен со ступенчатой боковой поверхностью, большая ступень которой рас
положена со стороны донной части корпуса силового гидроцилиндра и имеет длину, меньшую длины полого поршня, а меньшая ступень выполнена диаметром, составляющим 0,8-0,9 диаметра большей ступени, при этом полый шток расположен на направляющем штоке с образованием своей внутренней поверхностью, боковой поверхностью меньшей ступени направляющего штока и переходной поверхностью от меньшей к большей ступени кольцевой незамкнутой полости, сообщенной с радиальными каналами, подпоршневая и над- поршневая полости силового гидроцилиндра сообщены между собой, каналы направляющего штока изо.чироианы от надпоршневой полости.
2. Устройство по П.1, отличающееся тем, что надпорш- невая и подпоршневая полости силового гидроцилиндра сообщены между собой посредством радиального канала в стенке полого штока и осевого канала на поверхности направляющего штока, а полый поршень выполнен с кольцевым уплотнением на внутренней поверхности, расположенным между торцом поршня и упомянутым радиальным каналом.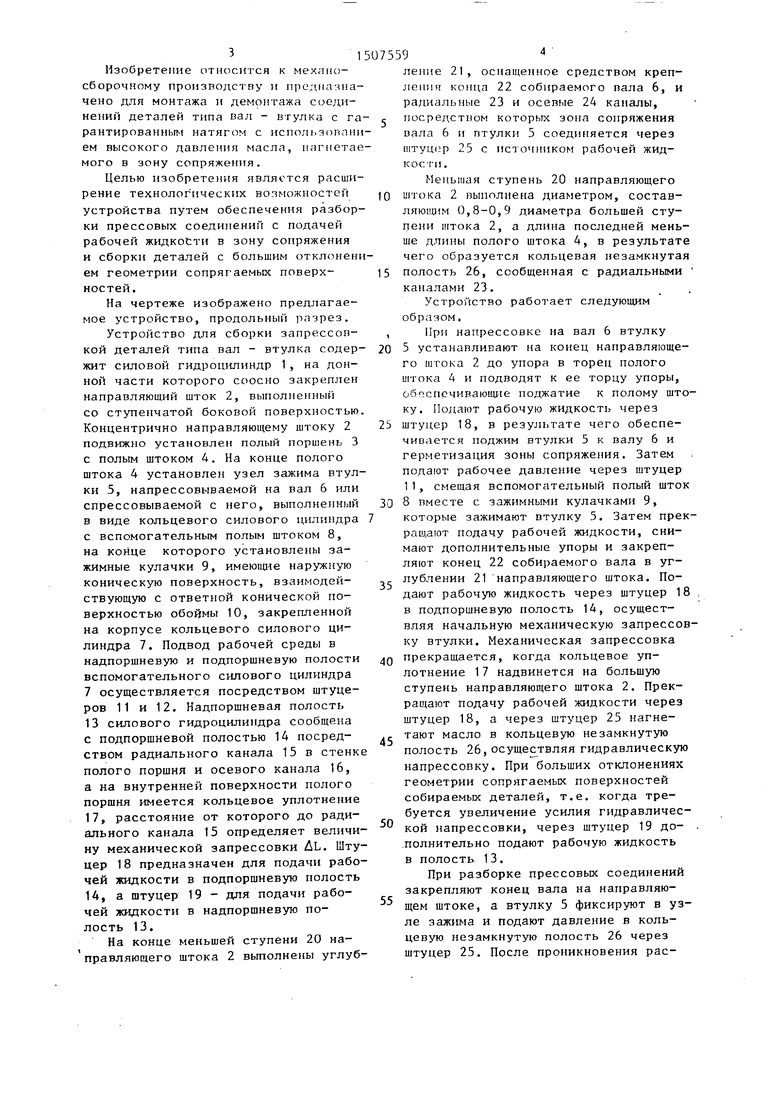
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для сборки запрессовкой деталей типа вал-втулка | 1986 |
|
SU1532269A1 |
| Устройство для сборки с натягом деталей типа вал-втулка | 1987 |
|
SU1530403A1 |
| Устройство для сборки запрессовкой деталей типа вал-втулка | 1991 |
|
SU1810268A1 |
| Устройство для сборки запрессовкой деталей типа вал-втулка | 1989 |
|
SU1685669A1 |
| Устройство для сборки запрессовкой деталей типа вал-втулка | 1986 |
|
SU1407743A1 |
| Устройство для сборки запрессовкой деталей типа вал-втулка | 1988 |
|
SU1516295A1 |
| Устройство для сборки запрессовкой деталей типа вал-втулка | 1988 |
|
SU1523300A1 |
| Устройство для сборки и разборки прессовых соединений типа вал-втулка | 1989 |
|
SU1750912A1 |
| Устройство для сборки запрессовкой и распрессовки соединений типа вал-втулка | 1991 |
|
SU1810269A1 |
| Устройство для сборки запрессовкой деталей типа вал-втулка | 1988 |
|
SU1516293A1 |
Изобретение относится к механосборочному производству , в частности, к устройствам для сборки запрессовкой деталей типа вал-втулка. Цель изобретения - расшиирение технологических возможностей устройства. Оно содержит силовой гидроцилиндр 1 с направляющим штоком (НШ) 2 и полым поршнем 3, имеющим полый шток 4. На конце последнего смонтирован узел зажима втулки 5, а на конце НШ 2, который выполнен ступенчатым, имеется средство крепления конца вала 6. Меньшая ступень 20 НШ 2 выполнена диаметром, составляющим 0,8-0,9 диаметра большей ступени НШ 2, а длина большей ступени меньше длины полого штока 4. В результате образуется кольцевая незамкнутая полость 26, сообщенная посредством радиальных каналов 23 и штуцера 25 с источником рабочего давления. После закрепления втулки 5 и вала 6 относительно устройства подают рабочую жидкость через штуцер 18, осуществляя начальную механическую запрессовку. Через штуцер 25 нагнетают масло в кольцевую незамкнутую полость 26, осуществляя гидравлическую напрессовку. При больших отклонениях геометрии сопрягаемых поверхностей через штуцер 19 дополнительно подают рабочую жидкость в полость 13. Разборку осуществляют в обратной последовательности. Таким образом, устройство обеспечивает наряду со сборкой и разборку прессовых соединений с подачей рабочей жидкости в зону сопряжения. 1 з.п. ф-лы, 1 ил.
| Устройство для сборки запрессовкой деталей типа вал-втулка | 1986 |
|
SU1407743A1 |
| Прибор для равномерного смешения зерна и одновременного отбирания нескольких одинаковых по объему проб | 1921 |
|
SU23A1 |
