////////////
Изобретение относится к области сборки и демонтажа соединений с натягом с использованием высокого дэвпения рабочей среды, подаваемого в зону сопряжения для создания раскпинивающей масляной прослойки между поверхностями контакта деталей
Цель изобретения повышение качества запрессовки за счет увеличения прочности соединения
На чертеже представлено устройство для реализации способа
В устройство помещают втулку 1, подлежащую напрессовке Корпус 2 гидроци- линдрз и крышка 3 имеют возможность перемещения относительно сопрягаемой оси 4 и направляющего штока 5 при нагнетании рабочей жидкости через штуцер 6. Г ерметизацич BI утренних полостей обеспечивается зл счет уплотнений 7 и прокладок 8 Устройство содержит разгрузочный кла- пан 9, проставочную втулку 10с уплотнениями 11 и опоры 12
Напрессовку цилиндрииеских втулок на гладкие оси выполняют следующим образом. Закрепляют втулку 1 в корпусе 2 на прокладках 8 с помощью крышки 3, предварительно установив проставочную втулку 10 для подвода масла высокого давления со стороны входного торца напрессовываемой втулки Сопрягаемую ось 4 заводят в отвер- стие крышки 3 до /пора в торец втулки 1, другой конец оси жестко закрепляют на опоре 12 Аналогично закрепляют выступающую часть направляющего штока 5 В образовавшуюся замкнутую полость силового цилиндра через штуцер 6 осуществляю: двухстороннее нагнетание масла, давление которого должно превышать контактное сжатие на сопрягаемых поверхностях. За смет давления рабочей жидкости увели- чивается внутренний диаметр напрессовываемой втулки и одновременно последняя вместе с корпусом 2 надвигается по масляной прослойке на с опрягаемую ось 4
Способ ведется с образованием не кли- новидной. а примерно раномерной по толщине масляной прослойки между контактирующими поверхностями по всей длине сопряжения за счет перераспределения
давления гидросреды в дефгрмирооанном кольцевом зазоре. Известно, что концентрация удельного давления по краям напрессованной на вал втулки (когда длина оси превышает длину вала) может составлять 1,2-1,7 от давления в средней части посадки в зависимости от формы охватывающей детали (ступицы) При двухстороннем подводе давление масла на торцах ступицы должно быть не менее чем в 1,2 раза больше давления гидросреды на середине деформированного кольцевого зазора в сопряжении Это способствует выравниванию кольцевого зазора заполненного маслом, между контактирующими поверхностями, если давление гидросреды в зазоре превышает контактное сжатие, вызываемое натягом посадки Тан им обра зом двухсторонний подвод масла улучшает условия гидрораспора в зоне контакта поверхностей сопрягаемых деталей и позволяет повысить прочность гидропрессовых посадок Давление используемой рабочей жидкости в 1.5-1,7 раз ниже, чем при одно сторонней подаче с торца сопряжения, что уменьшает опасность преждевременного сдвига напрессовываемой на ось (вал) втулки, пока не проникнет достаточное количество смазки для обеспечения гидрораспора в зоне контакта.
Формула изобретения Способ сборки запрессовкой деталей типа вал - втулка, заключающийся в установке собираемых деталей в корпусе гидроцилиндра, выступающая часть штока которого закреплена, совмещении торцов втулки и собираемого с ней вала,закреплении противоположного указанному торцу вала, нагнетании рабочей среды в полость гидроцилиндра между стенками корпуса, штоком и торцом втулки, отличающий- с я тем, что, с целью повышения качества запрессовки за счет увеличения прочности соединения, дополнитепьно нагнетают рабочую среду в кольцевую полость гидроцилиндра между стенками корпуса и боковой поверхностью вала, при лом подачу рабочей среды в обе поломи веду г от одного источника
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для сборки с натягом соединений деталей типа вал-втулка | 1991 |
|
SU1794623A1 |
| Устройство для сборки запрессовкой и распрессовки соединений типа вал-втулка | 1991 |
|
SU1810269A1 |
| Устройство для сборки запрессовкой деталей типа вал - втулка | 1990 |
|
SU1745494A2 |
| Устройство для сборки запрессовкой деталей типа вал-втулка | 1986 |
|
SU1466907A1 |
| Устройство для сборки запрессовкой деталей типа вал-втулка | 1988 |
|
SU1523300A1 |
| Устройство для распрессовки осей колес | 1991 |
|
SU1827339A1 |
| Устройство для сборки запрессовкой деталей типа вал - втулка | 1991 |
|
SU1812044A1 |
| Устройство для сборки с натягом деталей типа вал-втулка | 1986 |
|
SU1402419A1 |
| Устройство для сборки запрессовкой деталей типа вал-втулка | 1987 |
|
SU1507559A1 |
| Устройство для сборки запрессовкой деталей типа вал-втулка | 1988 |
|
SU1516295A1 |
Изобретение относится к сборке и демонтажу соединений с натягом с использованием высокого давления рабочей среды. подаваемого в зону сопряжения деталей для создания расклинивающей масляной прослойки между поверхностями контакта деталей. Сущность способа заключается в предварительной установке собираемых деталей в корпусе 2 гидроцилиндра с образованием полости между штоком 5, боковыми стенками корпуса 2 и торцом втулки 1, совмещении торцов втулки 1 и вала с образованием кольцевой полости между боковой поверхностью вала и стенками крышки 3. После этого подают давление от одного источника в обе полости, вследствие чего происходит сборка деталей. 1 ил.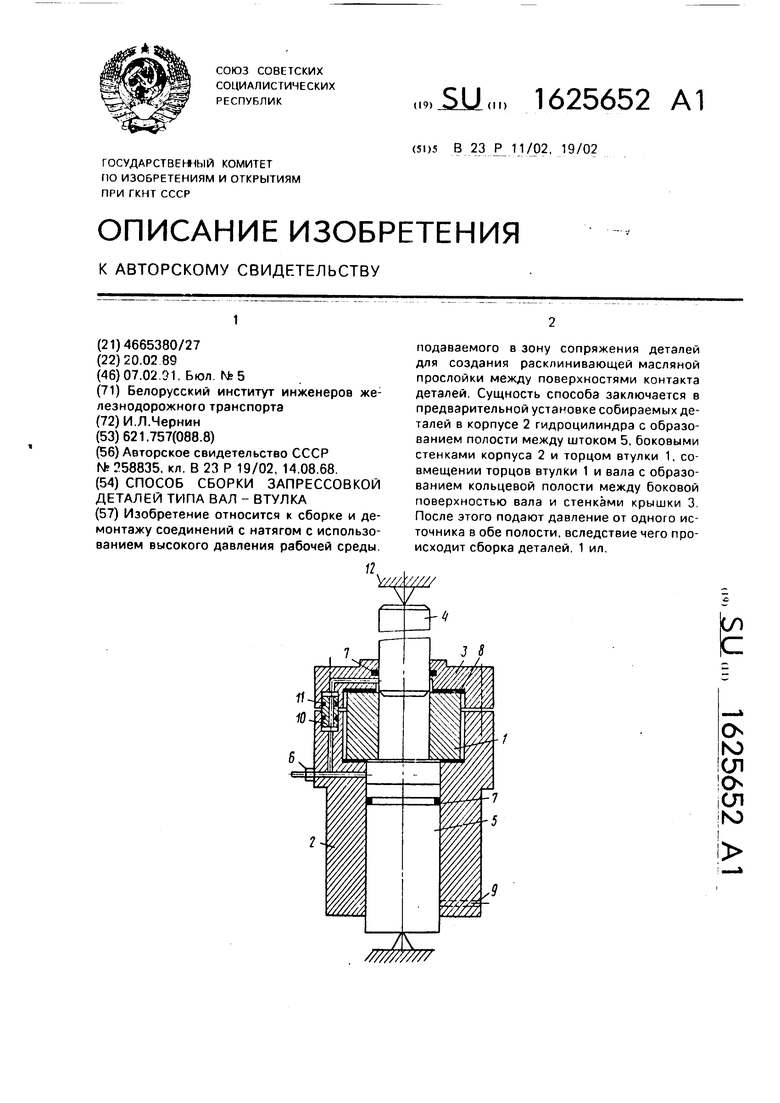
| ЦИЛИНДРИЧЕСКИХ ВТУЛОК НА оси | 0 |
|
SU258835A1 |
| Прибор для равномерного смешения зерна и одновременного отбирания нескольких одинаковых по объему проб | 1921 |
|
SU23A1 |
