При производстве вовых конструкций способом электрической сварки места сварки или швы должны быть раскрыты под углом от 45° до 90°, в вершине угла должен быть зазор в 2 мм, при чем этот зазор должен быть равномерным по всей длине шва. Кромки свариваемых конструкций должны быть расположены точно друг против друга и прочно надежно закреплены.
Существующие зажимы не вполне решают эту задачу так они или слишком громоздки и могут быть применены лишь для той детали, для которой они изготовлены, или же не обеспечивают возможности точной установки Шва. Способ сборки при помощи временных сборных дыр, когда в конструкции пробиваются или просверливаются дыры и | онструкция соединяется при помощи болтов или плавок (или дыры для болтов и существующих зажимов разделываются в самом шве) требует больших затрат времени, лишних рабочих рук и уменьшает механическую прочность готовой конструкции, так как при испытаниях эти
д&ют течь в местах
конструкции часто заварки отверстий, проделанных для целей сборки.
Предлагаемое изобретение имеет целью устранение выше перечисленных недостатков и состоит в конструктивном выполнении зажимов для удержания свариваемых частей.
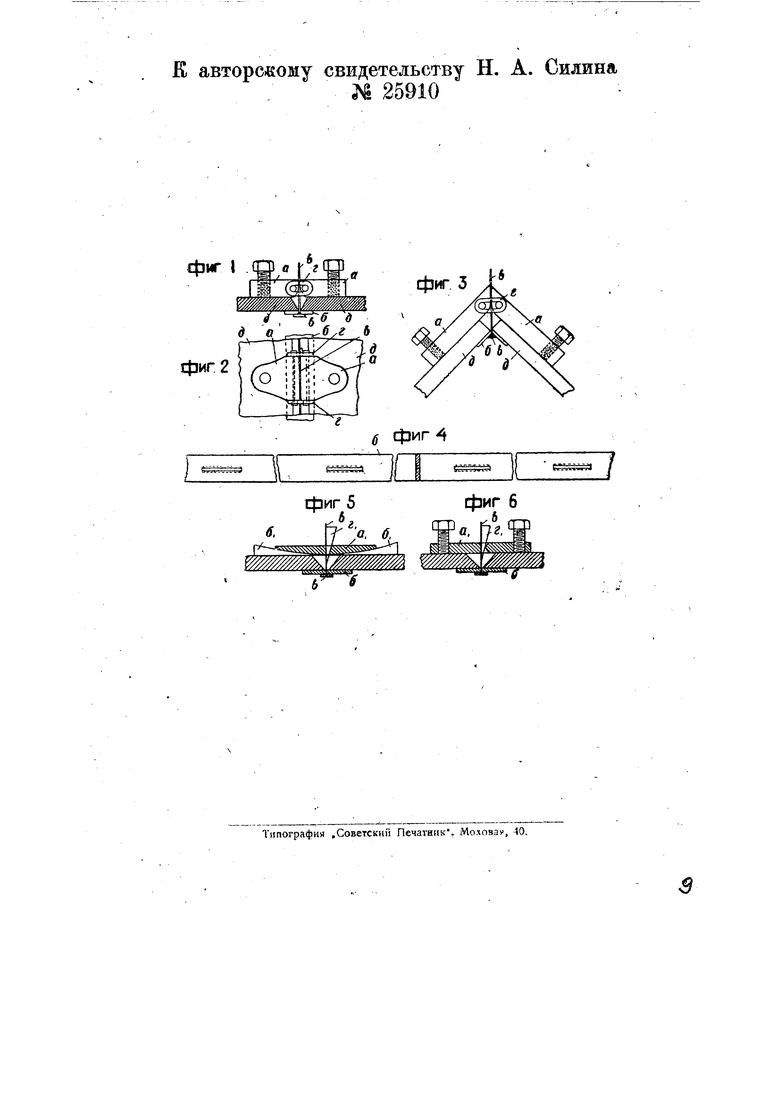
На чертеже . 1 g 2 изображают вид. сбоку и вид сверху зажима для листового материала; фиг. 3-вид сбоку зажима для сварки листов под прямым углом; фиг. 4- деталь зажимов; фиг. 5 и 6-видоизмененную форму выполнения зажимов.
Зажим для свариваемых в притык листов д, д (фиг. 1) состоит из расположенной под сварочным швом подкладнойг рейки б, подтягиваемой и прижимаемой к изделию при помощи пропускаемой сквозь свариваемую щель тонкой стяжки в, в; стяжка в, в заклинивается над. швом между щеками двух шарнирно соединенных между собой звеном г планок а, а. Планки а, а выполнены подъемными на винтах. Толщина стяжки в, в должна соответствовать ширине допускаемого между свариваемыми листами зазора,, например, как упоминалось в начале, описания, может быть равна двум миллиметрам.
Сборка зажима происходит следующим образом. Стяжка в, в, свободно пропущенная сквозь отверстия в подкладной рейке б (фиг. 4), пропускается сквозь, свариваемую щель. С другой стороны шва на выступающий конец стяжки надеваются планки а, о, а затем путем завинчивания винтов весь шарнир приподнимается вверх, одновременно с чем конец стяжки захватывается планками а, а, действующими подобно тискам. В то же винты, нажимая на края шва д, д, прижимают их плотно к рейкеб.
Рагулируя нажим того или другого винта, можно точно установить друг против друга кромки шва, исправив неточность свальцовки или пригонки. Головки шинтов могут быть сделаны либо в виде гаек, либо в виде барашков. Для удобства удаления -зажима, после того- как надобность в нем минует, снизу vfL планке можно приварить кольцо для закладывания лома (например, если зажим будет зажат действием усадочных усилий шва). Рейка б должна быть изогнута по очертанию стенок конструкции у самого шва. Например, как показано на фиг. 3, npi -соединении листов под прямым углом рейка б также изогнута под прямым углом. При изготовлении различных барабанов предлагаемый зажим может быть также применен, для чего рейка б должна -быть изогнута п8 радиусу, равному ра,диусу изготовляемой детали. Рейка б может быть либо короткой и выполненной из железа, или же, в тех случаях, когда требуется усиленный отвод тепла во .избежание деформаций материала или прогаров, она может быть взята по длине, равной длине всего П1ва и выполнена из красной меди.
Ширина стяжки в, в выбирается в за висимости от величины собираемой конструкции, т.-е. с точки зрения механиче«кой прочности ее.
Видоизменение стяжки (фиг. 5 и 6) применено более упрощенное приспособление дли заклинивання, состоящее из сплошной планки О с отверстием в середине; захват стяжки в, в в данном случае осуществляется при помощи клина Zi из закаленной стали, одна из сторон которого сделана гладкой, а другая насечена наподобие напильника. Клин ставится насеченной стороной к стяжке в, в. Заклинивание может производится либо при помощи винтов (фиг. 6), либо при помощи клиньев б и 6i.
При сборке конструкций из листового материала с каркасом из угольников стяжку в, в (фиг. 1-3) можно приварить временно к углу каркаса и дальше поступать при сборке как с вышеописанным зажимом; после сварки открытых частей шва приваренные планки срубаются зубилом, что весьма нетрудно при их незначительной, например, двухмил- лиметровой толщине.
Предмет изобретения,
1.Зажим для удержания свариваемых частей при дуговой электрической сварке, отличающийся применением заклиниваемой над сварочным швом изделия д, д и пропускаемой сквозь свариваемую щель тонкой стяжки в, в, предназначенной подтягивать и прижимать расположенную под сварочным швом подкладную рейку б.
2.В зажиме по п. 1 применение для заклинивания в, в планок о, а, шарнирцо связанных друг с другом звеном г.
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ стыковой сварки и устройство для его осуществления | 1991 |
|
SU1816615A1 |
| БЕЗДЕФОРМАЦИОННЫЙ СПОСОБ ИЗГОТОВЛЕНИЯ СВАРНЫХ ВАФЕЛЬНЫХ ПАНЕЛЕЙ | 2009 |
|
RU2404886C1 |
| Устройство для сварки | 1984 |
|
SU1172162A1 |
| Установка для контактной точечной сварки | 1981 |
|
SU998051A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ПРЕСС-ФОРМЫ-ХОЛОДИЛЬНИКА-ТОКОПОДВОДА К АГРЕГАТУ КОНТАКТНОЙ СТЫКОВОЙ СВАРКИ | 2002 |
|
RU2236337C2 |
| ТЕРМОСВАРИВАЮЩИЕСЯ ПОЛИМЕРНЫЕ ПЛЕНКИ, СПОСОБЫ ТЕПЛОВОЙ СВАРКИ И ТЕРМОСВАРОЧНОЕ УСТРОЙСТВО | 1997 |
|
RU2173262C2 |
| Установка для электрошлаковой сварки | 1972 |
|
SU475235A1 |
| СПОСОБ СБОРКИ И СВАРКИ ТРУБ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1998 |
|
RU2129940C1 |
| УСТРОЙСТВО ДЛЯ ДУГОВОЙ СВАРКИ ТРУБ | 1970 |
|
SU277982A1 |
| Клещи для электрической сварки проводов | 1928 |
|
SU11865A1 |
л: м.
к авторскому свидетельству Н. А. Сидина
25910
фиг I
фиг 2
г
ф 3
фиг 5 «г.

