Изобретение относитсяк технологии заточки алмазных резцов.
Предложенное устройство разработано применительно к продессу заточки прецизионных алмазных резцов, предназначенных для профилирования штрихов дифракционных решеток. Кроме того, данный станок может быть использован для заточки менее точных алмазных резцов и для обработки кристаллов алмаза при изготовлении бриллиантов 1И т. п.
Известны устройства, где заточка алмазного инструмента осуществляется на сиециальных станках, имеюших вертикально расположенный вал (шпиндель) с закрепленной на нем чугунной шаржированной алмазной пудрой планшайбой. Над планшайбой размещается 1СТОЛ, по направляющим которого перемещается каретка, несущая обрабатываемый кристалл. По мере обработки кристалла осуществляется ручная микроподача всего стола с кареткой и обрабатываемым резцом к поверхности планшайбы. При ручной подаче резца величина перемещения и усилие прижима обрабатываемого кристалла к поверхностИ планшайбы осуществляются на слух, наблюдением за характерным щумом при обработке.
НИИ во время иодачи ia планшаиоу, искажению цилиндрических поверхностей из-за анизотропности, износостойкости обрабатываемого кристалла в различных его плоских сетках. Кроме того, в процессе заточки резца возможно самопроизвольное увеличение установленного при подаче давления резца на планшайбу (за счет теплового расширения обрабатываемого кристалла и узлов станка, изгтоса опорных поверхностей и т. д.). Увеличение давления на резец может привести как в повреждению самого лезвия, так и к врезанию резца в планшайбу, местньш ее задирам, что вызывает преждевременный выход планшайбы из строя.
Целью изобретения является повышение точности геометрической формы и частоты поверхности станка.
Это достигается посредством использования воздействия величины шума на датчик обратной связи. Последний, например вибрационный датчик, установлен непосредственно на каретке с резцом и электрически связан через усилитель и детектор с поляризованными реле, управляющим двигателями подачи.
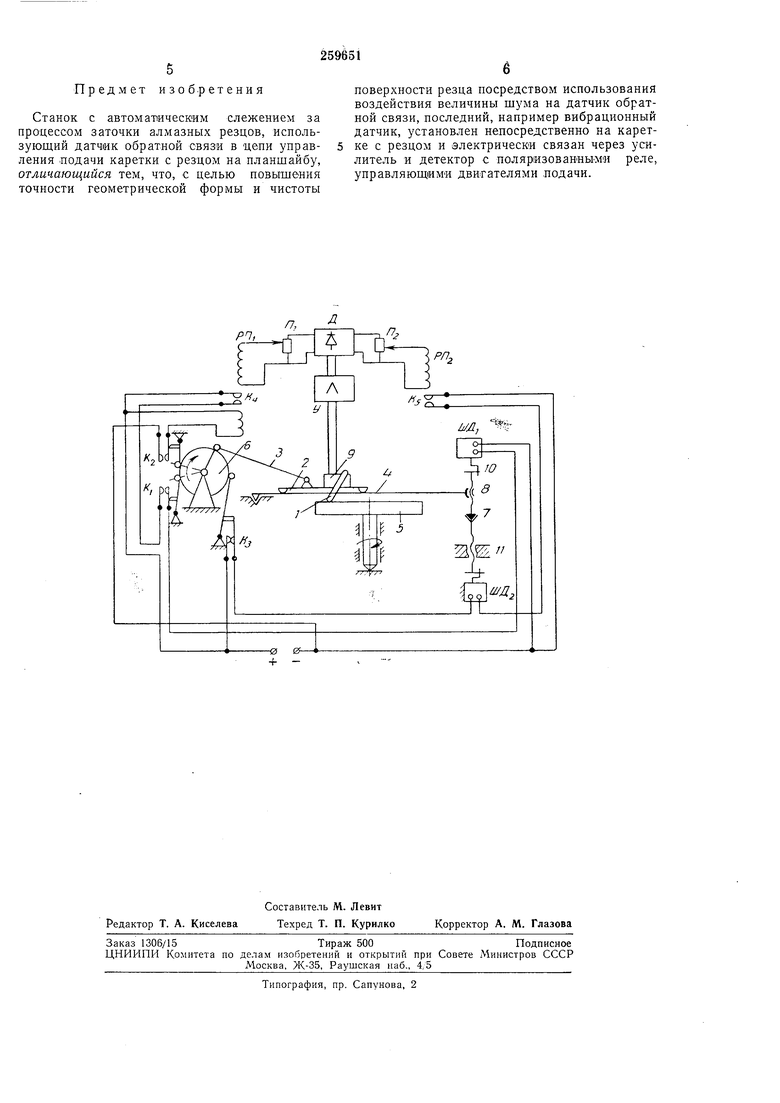
Па чертеже изображен предлагаемый станок. ного механизма 3 перемещается по направляющим стола 4 над -быстро вращающейся планшайбой 5 заточного станка. КривошиПНО-шатунный механизм задает каретке возвратно-поетупательное движе)1ие над планшайбой. На оси кривошипно-шатунного механизма посажен кулачок 6, выступ которого управляет работой контактов К, К.2, KS, причем, контакты К{ и /(2 нормально разомкнуты, а контакт Кз нормально замкнут. Кроме того, электрическая схема содержит поляризованные реле РП- и РП (например, тила РП-4) с контактами Ki и /Сз соответсгвенно. Электромеханическая часть схемы, осуществляющая микроподачу затачиваемого алмаза (на планшайбу, или от «ее), содержит Два шаговых двигателя ШД и ШД, которые приводят во вращение два встречных вннта 7 и 8. На каретке размещен датчик вибрации 9, сИГ-нал с Которого через усилитель У подается на детектор Д с двумя выходами на потенциометры HI И HZ, т. е. в систему введена обратная связь, сигнал которой используется для микроподачи каретки с резцом в «анравлении :к лланшайбе или от нее. Сигнал обратной связи, уровень которого нропорционален величине давления резца на поверхность планшайбы, снимается е вибродатчика. Отсутствие сигнала (резец не касается планщайбы) служит командой для дискретной микроподачи резца на величину 0,08 мкм (величина установлена экспериментально). Увеличение уровня сигнала выше установленного значения вызывает дискретный отвод резца от планшайбы также на величину 0,08 мкм. Величина уровня сигнала, не превосходящего заранее установленного зиачения, не вызывает нодачи резца, и он будет находиться в обработке на одном и том же расстоянии от рабочей поверхности планшайбы до тех пор, лока ие снимется последняя частица алмаза на установленном лри этом радиусе цилиндрической поверхности лри покачивании заготовки за полный цикл движения каретки. Таким путем достигается необходимая высокая , точность цилиндричности поверхности резца, которая вследствие анизотропности свойств кристалла алмаза имеет разную твердость, а следовательно, и обрабатываемость в разных точках. Устройство работает следующим образом. При вепрерывном вращении оси с кривошипом, который осуществляет возвратно-поступательное перемещение и покачивания каретки с установленным на ней резцом и вибродатчиком, происходит последовательное цикличное замыкание контактов /d, /(« и размыкание контакта Кз, расположенных на пути кулачка, сидящего на этой оси. |Прн замыкании контакта Ki происходит включение шагового двигателя ШД и осуществляется подача резца к рабочей плоскости планшайбы 5 в том случае, если контакт Ki поляризован.ного реле Р/Т будет замкнут. Контакт /(.j будет замкнут тогда, когда от внбродатчика за полный цикл возвратно-поступательного движения каретки не поступил сигнал шума обработки, т. е. затачиваемая поверхность алмазного резца не контактировалась с поверхностью планшайбы. Если же контакт был хотя бы в ка1Сой-лИбо части пути движения каретки, т. е. происходил процесс заточки, и сигнал шу.ма от датчика через усилитель У детектор Д в Виде постоянного тока поступал на обмотку 1поляризованного реле PIli, то оно срабатывает и размыкает контакт Ki. Тогда уже при замыкании кулачком контакта /Ci двигатель ШД-i не срабатывает, и подача резца не произойдет. Уровень сигнала, при котором начинает срабатывать реле РП, регулируется нотенциометром П. Это должен быть сигнал от минимального касания резца о затрачиваюшую поверхность планшайбы. Замыкание контакта Ki происходит от второй обмотки поляризованного реле PfJi после замыкания кулачком контакта К лри каждом его обороте. Благодаря настройке лоляризованного реле РП контакт остается в положении последнего срабатывания. Таким образом, при каждом обороте вала осуществляется подготовка реле Pfli к приему сигнала обратной связи от вибродатчика, и микроподача резца произойдет только при отсутствии этого сигнала. Механическая микроподача резца осуществляется шаговым двигателем ШД, связанным муфтой с винтом 8, который упирается в торец встречного винта 7 и при повороте ввинчивается в гайку 10, закрепленную в столе 4. Если сила прижатия обрабатываемой поверхности резца к лланшайбе увеличивается сверх заранее установленной величины, то возросший сигнал вибродатчика вызовет, кроме срабатывания реле ЯЯь также срабатывание поляризованного реле РП, и контакт Ks его замкнет цепь шагового двигателя Я/Дз (реле отрегулировано таким образом, что после обесточивания его обмотки контакт Къ размыкается). Поворот оси двигателя на шаг через муфту передается винту 7, который, ввинчиваясь в неподвижно укрепленную гайку //, вызовет подъем конца Винта 8, а следовательно, стола 4 с кареткой и резцом от планшайбы. В случае, если подъем алмаза лри повороте двигателя ШД2 на один шаг не обесточивает достаточного уменьшения сигнала от вибродатчика и контакт Ks будет продолжать удерживаться в замкнутом состоянии, то шаговый двигатель ШД будет делать шаги от периодического размыкания кулачком контакт /Сз, пока сигнал не уменьшится до величины, при которой реле РПг отпустит и произойдет размыкание контакта KsТаким образом, за счет работы системы поверхность затачиваемого резца будет всегда находиться в обработке, причем величина силы прижатия не будет лревосходить заранее
Предмет изобретения
Станок с автоматическим слежением за процессом заточки алмазных резцов, использующий датчик обратной связи в цепи управления подачи каретки с резцом на планшайбу, отличающийся тем, что, с целью повышения точности геометрической формы и чистоты
поверхности резца посредством использования воздействия величины шума на датчик обратной связи, последний, например вибрационный датчик, установлен непосредственно на каретке с резцом и электрически связан через усилитель и детектор с поляризованнЫМИ реле, управляющими двигателями подачи.
| название | год | авторы | номер документа |
|---|---|---|---|
| Станок для заточки алмазных резцов | 1978 |
|
SU716789A1 |
| СПОСОБ ОПРЕДЕЛЕНИЯ ИЗНОСОСТОЙКОСТИ АЛМАЗНЫХ РЕЗЦОВ | 1971 |
|
SU419767A1 |
| УСТРОЙСТВО для ЗАТОЧКИ РЕЖУЩЕГО ИНСТРУМЕНТА | 1968 |
|
SU212094A1 |
| УСТРОЙСТВО ДЛЯ АВТОМАТИЧЕСКОГО РЕГУЛИРОВАНИЯ РЕЖИМА РАБОТЫ МАШИНЫ ВИБРОУДАРНОГО ДЕЙСТВИЯ | 1972 |
|
SU339624A1 |
| СТАНОК ДЛЯ ЭЛЕКТРОХИМИЧЕСКОЙ ЗАТОЧКИ ИНСТРУМЕНТА | 1970 |
|
SU423598A1 |
| Устройство для заточки алмазных резцов | 1977 |
|
SU680860A1 |
| Устройство для заточки протяжек | 1983 |
|
SU1133071A1 |
| Устройство для маркировки | 1972 |
|
SU483166A1 |
| Способ окончательной заточки алмазных резцов с дугообразной режущей кромкой | 1987 |
|
SU1491666A1 |
| СПОСОБ ЭЛЕКТРОХИМИЧЕСКОЙ ЗАТОЧКИ | 1970 |
|
SU268832A1 |
/7,
-0 0
