Настоящее изобретение относится к технике сварки.
Известны механизмы подачи, содержащие привод и ролики, образующая каждого из, которого расположена под некоторым углом к оси проволоки.
Эти механизмы обеспечивают надежную подачу, например, прутки или проволоки, но громоздки и сложны в изготовлении.
В предлагаемом механизме с целью новышения производительности и упрощения конструкции ролики установлены в подшипниках планщайбы, закрепленной на полом выходном валу привода вращения роликов.
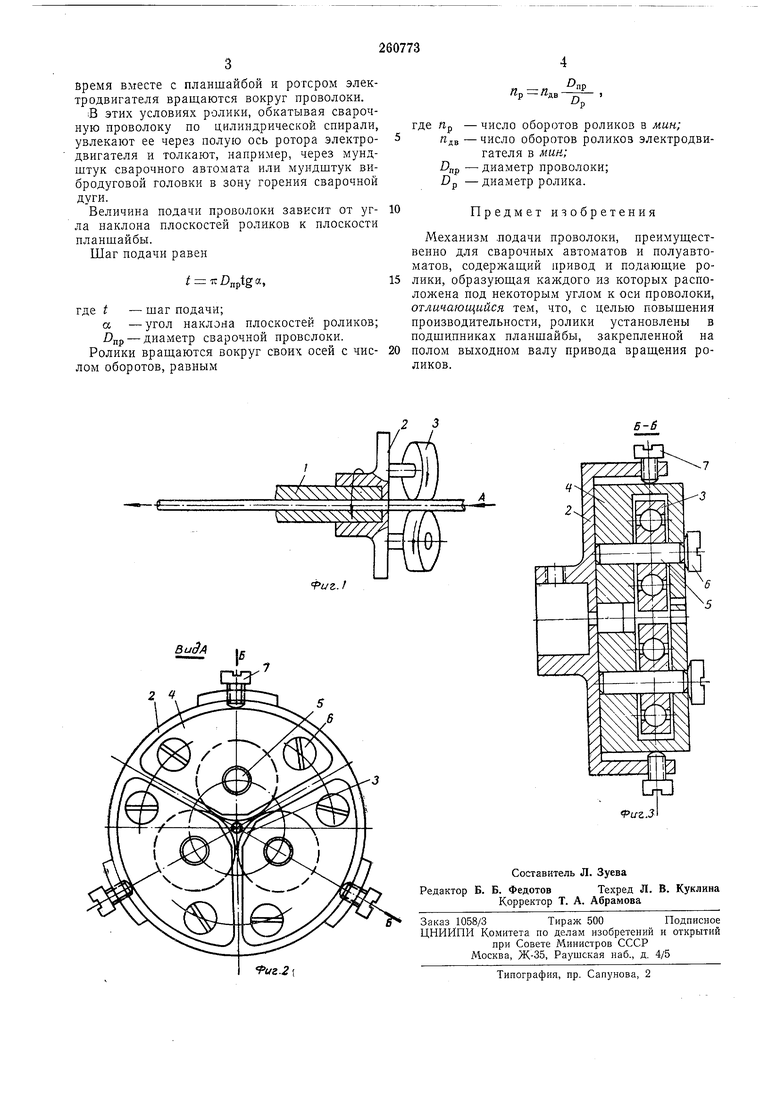
На фиг. 1 представлена схема предложенкого механизма; на фиг. 2 - вид по стрелке А на фиг. 1; на фиг. 3 - разрез пс Б-Б на фиг. 2.
Ролики расположены в плоскостях под углом к плоскости планшайбы и пересекаются между собой. На валу 1 ротора электродвигателя с осевым отверстием закреплена планщайба 2 (на фиг. 1 показан конец вала ротора электродвигателя), несущая на себе все детали механизма подачи. Ролики S (в данном случае шарикоподшипники) вставлены з корпусе 4 на неподвижных осях 5. Корпуса в сборе с роликами прикреплены винтами 6 к планшайбе. Один из корпусов имеет ущко с отверстием для сварочной проволоки. Это отверстие центрируется с отверстием я валу ротора двигателя. Винтами 7 корпуса фиксируются в определенном положении.
Подающие ролики имеют гладкую рабочую цилиндрическую поверхность, а для тяжелых условий подачи - с нарезанной кольцевой резьбой. На механизме могут быть установлены две или три пары роликов в четырех и щести точках по окружности, по паре в плоскости. Можно установить и по три ролика на окружности под углом 120° в одной плоскости.
Механизм подачи работает следующим образом.
В направляющее отверстие корпуса ролика вставляют сварочную проволоку, которая проходит между роликами через отверстие планшайбы в осевое отверстие вала ротора электродвигателя.
С помощью винта 7, действующего на корпус 4, сварочную проволоку защемляют роликами 3, а винтами 6 корпуса закрепляют в этом положении.
Для подачи проволоки плоскости роликов устанавливают под определенным углом к плоскости планшайбы винтами 6, поворачивающими корпуса по цилиндрическому углублению планшайбы.
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для сварки неповоротных стыков труб | 1977 |
|
SU722710A1 |
| УСТРОЙСТВО для СВАРКИ НЕПОВОРОТНЫХ СТЫК(р^тттшгйо -Ш^^Шг^'^,B-lHSi^i^^ | 1972 |
|
SU331866A1 |
| Устройство для подачи сварочной проволоки | 1990 |
|
SU1738531A1 |
| УСТАНОВКА ДЛЯ АВТОМАТИЧЕСКОЙ СВАРКИ ОБЪЕКТОВ СО СТЕНКАМИ НЕРЕМЕННОЙ И ПОСТОЯННОЙ КРИВИЗНЫ | 1969 |
|
SU244532A1 |
| Станок для правки и очистки длинномерных цилиндрических изделий | 1981 |
|
SU1018747A1 |
| Навивочная головка для изготовления гибких проволочных валов | 1973 |
|
SU441077A1 |
| ГОЛОВКА ДЛЯ ОРБИТАЛЬНОЙ СВАРКИ ТРУБОПРОВОДОВ | 2015 |
|
RU2624577C2 |
| УСТРОЙСТВО ДЛЯ СВАРКИ НЕПОВОРОТНЫХ СТЫКОВ ТРУБ | 1971 |
|
SU298450A1 |
| УСТРОЙСТВО ДЛЯ ПОДАЧИ ВРАЩАЮЩЕЙСЯ НАПЛАВОЧНОЙ ПРОВОЛОКИ | 2004 |
|
RU2266180C1 |
| ГОЛОВКА ДЛЯ ОРБИТАЛЬНОЙ СВАРКИ | 2016 |
|
RU2641208C2 |
