Изобретение относится к устройствам для сварки иеповоротных вертикально расположенных труб, нреимуш,ественно обсадных, над устьем скважин.
Известное устройство содержит скобообразный корпус, планшайбу с установленными на ней сварочными головками и механизмами корректировки иоложения электрода относительно стыка.
Предложенное устройство отличается от известного тем, что на торце корпуса, обращенного к планшайбе, смонтированы ролики, по крайией мере два из которых являются приводными, а на торце планшайбы выполнена клиновидная канавка, взаимодействующая с рабочими поверхностями роликов.
Эти отличия позволяют повысить К.П.Д., упростить конструкцию, увеличивают надежность работы, обеспечивают плавность настойки на определенный диапазон труб, приводят к увеличению производительности процесса сварки.
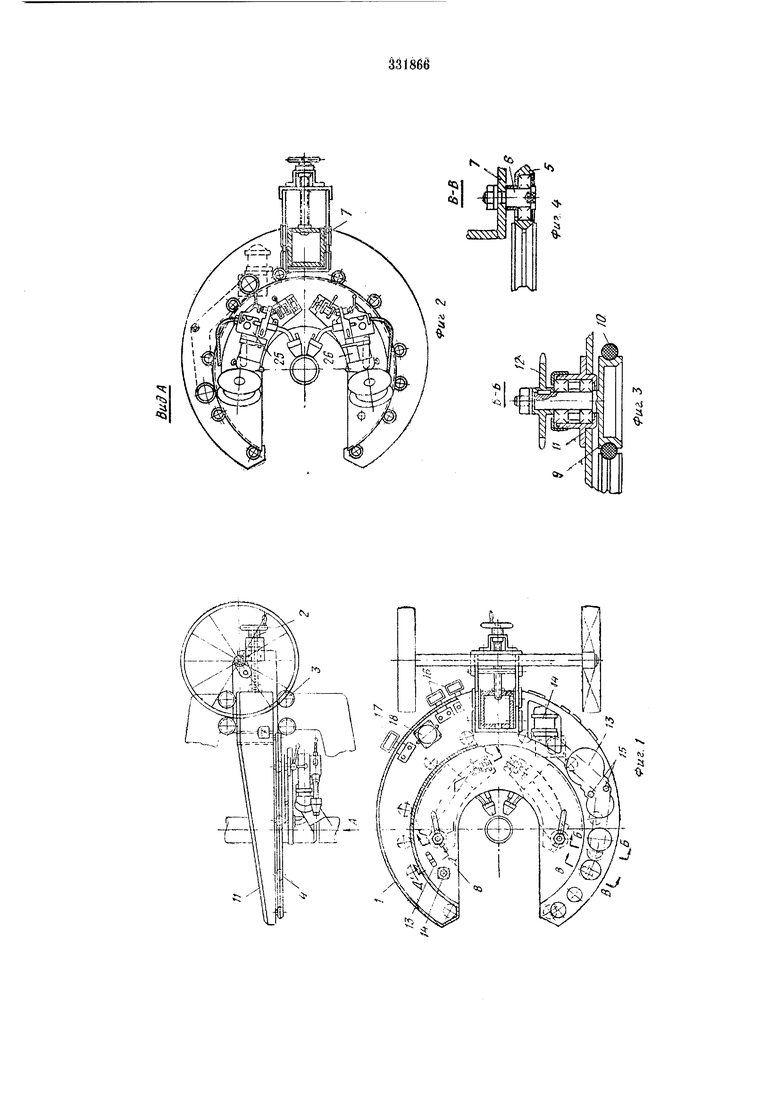
Па фиг. 1 изображен общий вид устройства в двух проекциях (верхние защитные щитки не показаны, тонкими линиями отмечен наружный центратор в месте установки устройства и съемная ось с колесами); на фиг. 2 - вид по стрелке Л на фиг. 1; на фиг. 3 - разрез по Б-Б на фиг. 1 (подрезиненный ролик, находящийся в прижатом к планшайбе положении); на фиг. 4 - разрез по В-В на фиг. 1
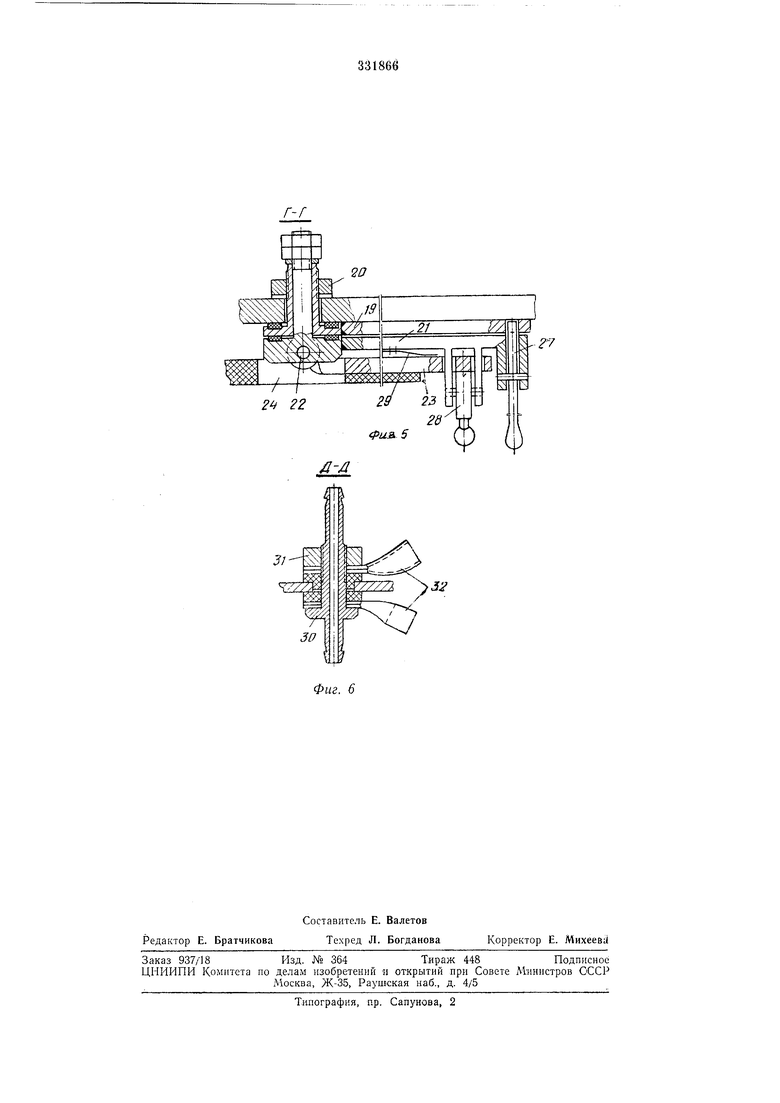
(один из направляющих опорных роликов); на фиг. 5 - разрез по Г-Г на фиг. 1 (двухкоординатная корректирующая подвеска сварочных механизмов); на фиг. 6 разрез по Д-Д на фиг. 1 (место соединения сварочного провода и подвод газа к сварочным механизмам, укрепленным на планшайбе).
Устройство включает корпус 1, представляющий собой подковообразную сварную конструкцпю коробчатого сечения, который своей вильчатой направляющей со щкалой и винтом 2 установлен на роликах 3, укрепленных на корпусе наружного центратора.
На ннжней поверхности корпуса / укреплен по окружности ряд опорных роликов 4, состояш,их из обоймы 5 с подшипником, эксцентричной оси 6, гайки и раснорной втулки 7. Па опорных роликах 4 расположена планшайба S с вырезом и клиновидной канавкой
на наружной цилиндрической поверхности. К этой канавке прижаты два ролика 9, снабженные резиновыми шинами 10, причем на валах роликов 9, расположенных в корпусе подшипников // и укрепленных в корпусе 1,
установлены звездочки цепной передачи 12 с целью 13.
Вал одного из роликов л естко связан с выходным валом электромеханизма 14, расположенного в корпусе /. Здесь же, в корпусе, нав полости подковообразного корпуса / расположены контрольно-измерительные приборы и кнопки управления. В другой полости корпуса размещены краны 16 управления нпевмощ линдрами наружного центратора, пиевмокраи 17 пневмогидравлического подъемника и отсекатель 18 защитного газа. В пазах планшайбы 8 укреплены две корректирующие подвески, состоящие из установочного рычага 19, укрепленного в пазу с помощью гайки 20. Во втулку рычага вставлен палец другого рычага 21 с осью 22, перпендикулярной оси пальца. На эту ось иодвещеи третий рычаг 23 с закрепленной на нем пластиной 24 из изоляционного материала, иа которой крепятся подающие мехаиизмы 25 и 26 с катущками электродной проволоки. На рычаге 21 укреплен рычаг вылета электрода 27. Здесь же иа проушинах рычага 21 размещен эксцентрик 28 вертикальной корректировки. Между рычагами 21 и 23 установлена распорная пластинчатая пружина 29. Защитный газ и сварочный ток подводятся к сварочным механизмам через щтуцер 3U, прикрепленный гайкой 31 на изоляторах вместе с клеммами 32 сварочного провода к планщайбе 8. Устройство работает следующим образом. Перед сваркой труб определенного диаметра корректирующие подвески подающих механизмов закрепляются гайкой 20 в определенном положении на планшайбе, а корпус / устройства устанавливается но шкале с помощью винта 2. Затем устройство вместе с наружным аднтратором па тросе подводится к колонне, с помощью пневмогидравлического подъемника электрод корректируется по высоте (при этом эксцентрик 28 должеп находиться в среднем нолол ении) и закреиляется иа колонне с помощью нижнего клещевого пневмозажима. После установки в колонну флюсового формующего кольца подается следующая труба, которая центрируется верхним клещевым ииевматическим прижимом и опускается до соприкосновения с нижней трубой. В таком положении стык сваривается. В процессе сваривания планшайба с закрепленными па ней сварочными механизмами получает вращение от электромеханизма с поамощью фрикционной передачи через два ролика 9, поочередно входящих с ней в соприкосповение. Попеременный вход роликов в соприкосновение с планщайбой не требует строгой согласованности движений, что способствует существепиому упрощению конструкции и облегчению выполнения всего привода вращения планшайбы. Скорость вращения регулируется электрически - изменением числа оборотов электродвигателя. Таким же способом регулируется скорость подачи электродной проволоки. По окончании сварки труб планшайба с марщевой скоростью возвращается в исходное положение, и устройство вместе с наружным центратором отводится в сторону. Предмет изобретения Устройство для сварки неиоворотных стыков вертикально расположенных труб, содержащее скобообразный корпус, планшайбу с установленными на ней сварочными головками и механизмами корректировки положения электрода относительно стыка, отличающееся тем, что, с целью повышения к.п.д. и упрощения конструкции, на торце корпуса, обращенного к планшайбе, смонт1ированы ролики, по крайней мере два из которых являются приводными, а иа торце планшайбы выполнена клиновидная канавка, взаимодействующая с рабочими поверхностями роликов.
гг «
«О
| название | год | авторы | номер документа |
|---|---|---|---|
| УСТРОЙСТВО для ДУГОВОЙ СВАРКИ НЕПОВОРОТНЫХстыков ТРУБ | 1969 |
|
SU245244A1 |
| УСТРОЙСТВО для АВТОМАТИЧЕСКОЙ СВАРКИ НЕПОВОРОТНЫХ СТЫКОВ ТРУБ | 1967 |
|
SU202408A1 |
| Устройство для сварки неповоротных стыков труб | 1974 |
|
SU522930A1 |
| Автомат для сварки неповоротных стыков труб | 1981 |
|
SU1018832A1 |
| АВТОМАТ ДЛЯ СВАРКИ НЕПОВОРОТНЫХ СТЫКОВ ТРУБ | 1970 |
|
SU278925A1 |
| Устройство для дуговой сварки | 1982 |
|
SU1110576A1 |
| Устройство для шовной сварки труб | 1977 |
|
SU716739A1 |
| Станок для изготовления пространственныхАРМАТуРНыХ KAPKACOB | 1979 |
|
SU797829A1 |
| УСТАНОВКА ДЛЯ ДВУХСТОРОННЕЙ СВАРКИ КОЛЬЦЕВЫХ ШВОВВСЕСОЮЗНАЯПДШ1!НО-иш^ШСБНь.ПИОТПКА | 1971 |
|
SU306935A1 |
| Устройство для сварки неповоротных стыков труб | 1981 |
|
SU1097471A1 |
: ЕГ7
