предложенный источник питания предназначен для сварки на постоянном токе плавящимся электродом, яо может быть использоваа также для сварки на постоянном токе неплавящимся электродом и для сварки на переменном токе неплавящнмся электродом.
Известен источник питания, содержащий силовой трансформатор с выпрямителем и магнитный усилитель с обратной связью по току.
предлагаемый источник питания отличается от известного тем, что, с целью повыщения устойчивости процесса и упрощения ластройки режимов количество витков обмотки обратной связи Woe и рабочей обмотки Wp взято с отношением 1, где/ос -токвоб р V р / „ мотке обратной связи, /р-ток в раоочеи обмотке обеспечивающим настройку источника только за счет изменения скорости подачи электродной проволоки.
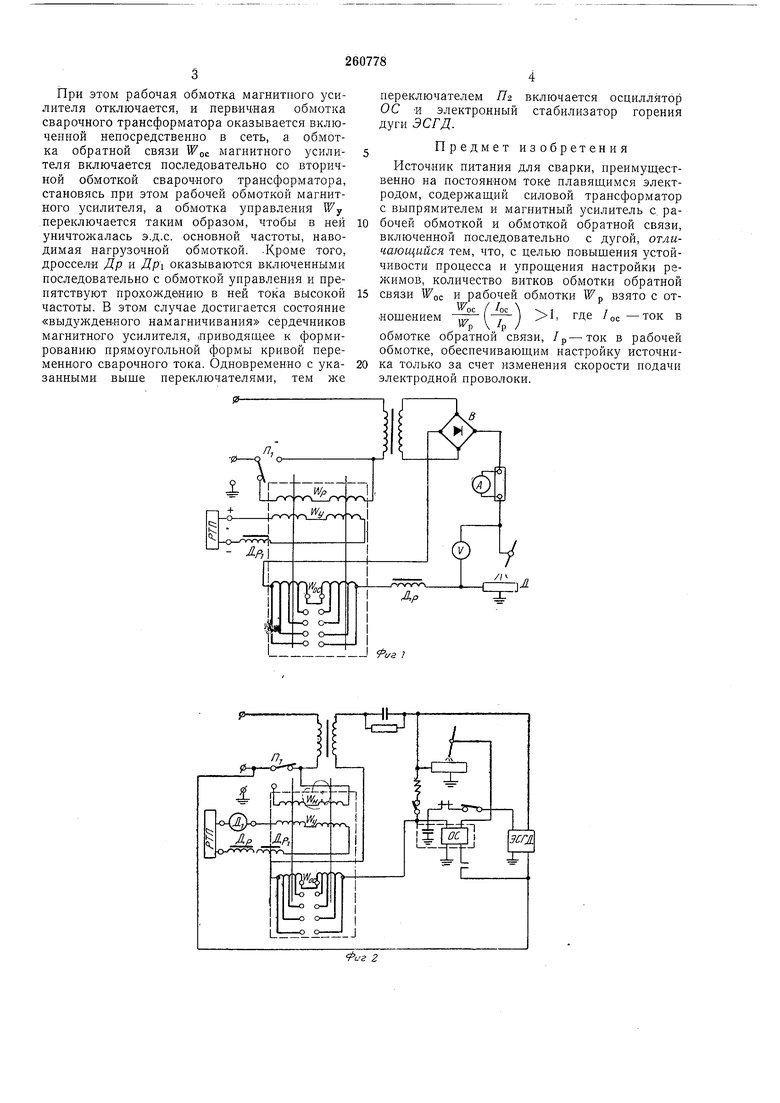
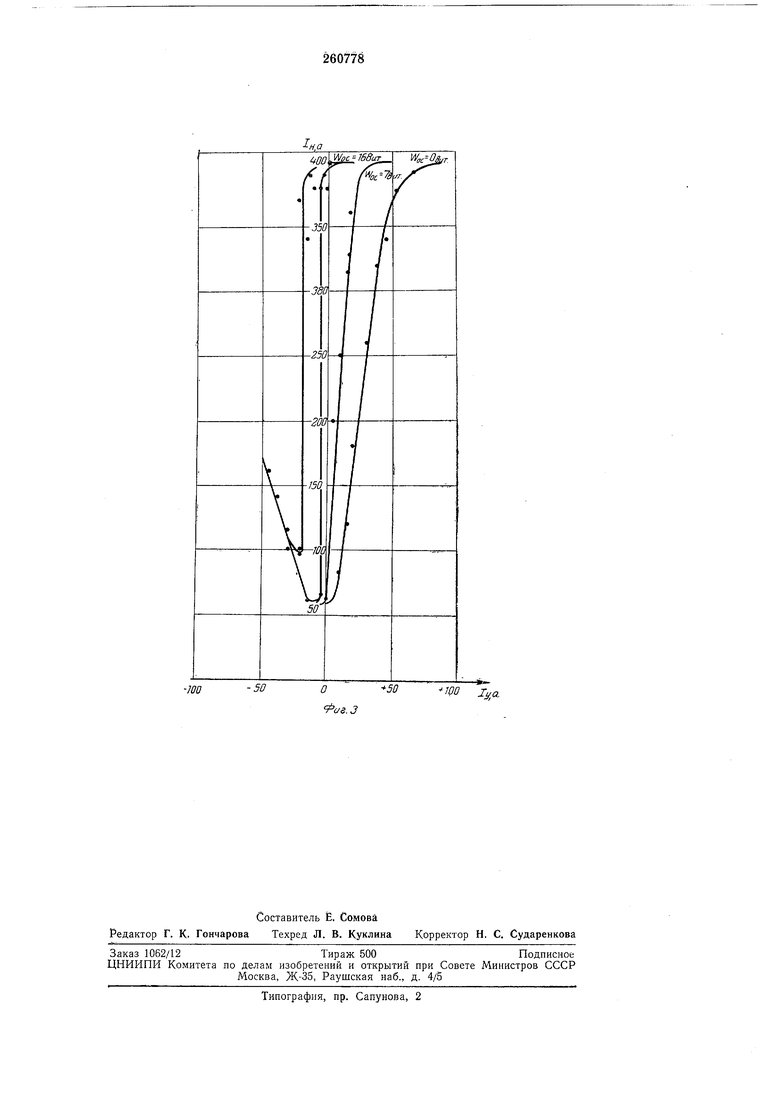
На фиг. 1 схематично изображено описываемое устройство при использования его для сварки на постоянном токе; аа фиг. 2-то же, при сварке на переменном токе; на фиг. 3- график зависимости тока нагрузки от тока управления при различной глубине обратной связи.
ой обмотке которого подключен выпрямитель В, нагрузкой которого является сварочная дуга Д, последовательно с которой включен дроссель Др.
В качестве регулятора сварочного тока установлен магнитный усилитель, рабочая обмотка Wр которого включена последовательно с первичной обмоткой сварочного трансформатора, обмоткой управления Wy, включенной последовательно с дросселем Др и питаемой от источника постоянного тока с регулятором РТП, а обмотка обратной связи Woe включена последовательно со сварочной дугой. С помощью переключателя HI можно регулировать глубину обратной связи.
Сварку «а постоянном токе плавящимся электродом целесообразно производить при глубине обратной связи больще 1. На этой ступени магнитный усилитель находится в релейном режиме работы. При этом режиме изменение тока в обмотке управления магнитного усилителя не влияет на величину сварочного тока. При этом подбор требуемого режима осуществляется только изменением скорости подачи электродной проволоки. На этом режиме ловыщается производительность сварки и устойчивость процесса. При этом рабочая обмотка магнитного усилителя отключается, и первичная обмотка сварочного трансформатора оказывается включенной неносредственно в сеть, а обмотка обратной связи WQC. магнитного усили- 5 теля включается последовательно со вторичной обмоткой сварочного трансформатора, становясь при этом рабочей обмоткой магнитного усилителя, а обмотка управления Wy переключается таким образом, чтобы в ней Ю уничтожалась э.д.с. основной частоты, навочимая нагрузочной обмоткой. .Кроме того, дроссели Др и Др1 оказываются включенными последовательно с обмоткой управления и препятствуют прохождению в ней тока высокой 15 частоты. В этом случае достигается состояние «выдужденного намагничивания сердечников магнитного усилителя, .приводящее к формированию прямоугольной формы кривой переменного сварочного тока. Одновременно с ука- 20 занными выще переключателями, тем же переключателем Яз включается осциллятор ОС я электронный стабилизатор горения дуги ЭСГД. Предмет изобретения Источник питания для сварки, преимущественно на постоянном токе плавящимся электродом, содержащий силовой трансформатор с выпрямителем и магнитный усилитель с, рабочей обмоткой и обмоткой обратной связи, включенной последовательно с дугой, отличающийся тем, что, с целью повыщения устойчивости процесса и упрощения настройки режимов, количество витков обмотки обратной связи WQC и рабочей обмотки W взято с / /ос v,, «ощением w / ) - ° обмотке обратной связи, /р - ток в рабочей обмотке, обеспечивающим настройку источника только за счет изменения скорости подачи электродной проволоки.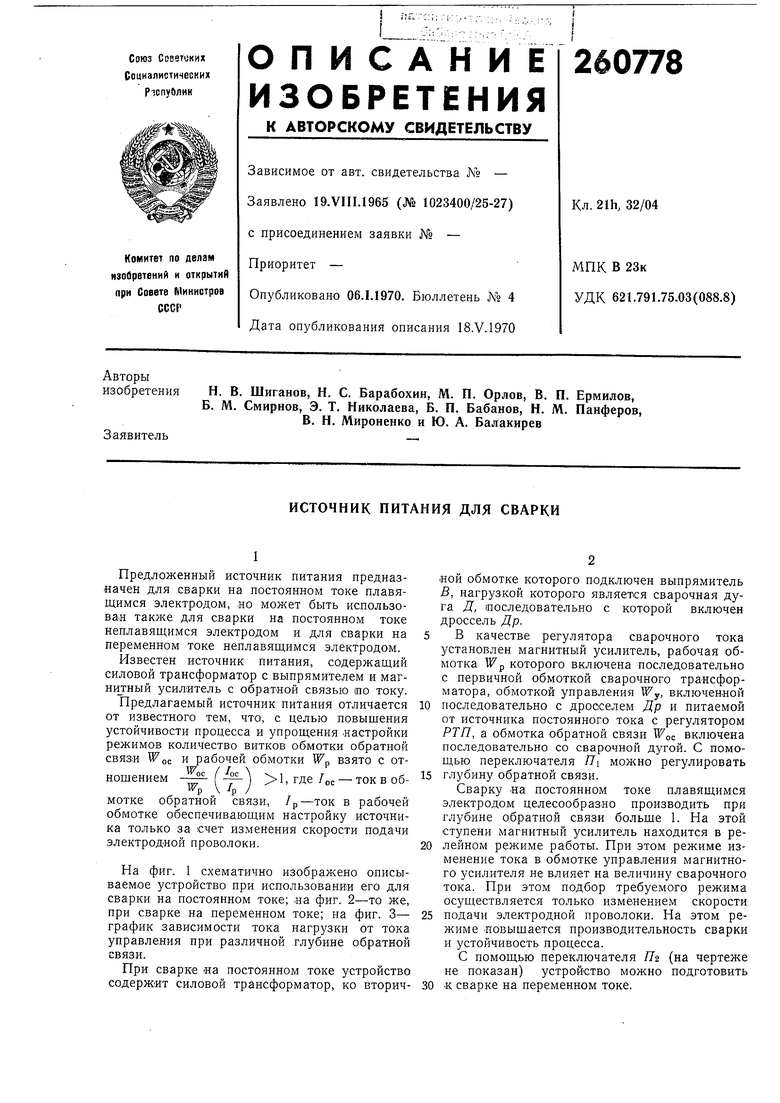
| название | год | авторы | номер документа |
|---|---|---|---|
| ВЫПРЯМИТЕЛЬНОЕ УСТРОЙСТВО ДЛЯ ПИТАНИЯ СВАРОЧНОЙ ДУГИ | 1966 |
|
SU185423A1 |
| Сварочный полуавтомат | 1990 |
|
SU1754362A1 |
| СПОСОБ ДУГОВОЙ СВАРКИ С КОРОТКИМИ ЗАМЫКАНИЯМИ ДУГОВОГО ПРОМЕЖУТКА И ИСТОЧНИК ПИТАНИЯ ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2003 |
|
RU2220034C1 |
| Источник питания для дуговой сварки плавящимся электродом | 1982 |
|
SU1031664A1 |
| Источник питания для импульсно-дуговой сварки | 1965 |
|
SU469223A1 |
| УСТРОЙСТВО для АРГОНО-ДУГОВОЙ СВАРКИ | 1969 |
|
SU248115A1 |
| УСТРОЙСТВО для ПИТАНИЯ СВАРОЧНОЙ ДУГИ | 1971 |
|
SU292742A1 |
| Универсальный сварочный выпрямитель | 1959 |
|
SU130134A1 |
| СПОСОБ ДУГОВОЙ СВАРКИ С УПРАВЛЯЕМЫМ ПЕРЕНОСОМ ЭЛЕКТРОДНОГО МЕТАЛЛА И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2008 |
|
RU2359796C1 |
| Источник типания для дуговой сварки | 1969 |
|
SU446163A1 |
7 0 у .Wij АР
,
Hfl
