В настоящее время обработка основы валяной обуви ведется циклами, при которых машины периодически останавливают, загружают товаром, производят соответствующие операции, затем снова машину останавливают, товар выгружают, сливают раствор, заполняют новым с подогревом, вновь загружают товаром и т. д. Прерывность операций и их трудоемкость ухудщают условия труда и резко снижают производительность, а увеличивающаяся кислотность раствора и деформация товара приводят к ухудпюнию качества обуви.
С целью устранения эти.х недостатков предлагаемая валяльно-моечная установка предусматривает непрерывность обработки основы валяной обуви.
Для этого она содержит установленные по ходу технологического процесса мащину с отжимными валами для промывки и валки основы в расправленном виде, транспортер, передающий основу после отжимных валов в барки красильной машины с красильным и закрепительным растворами, направляющий лоток, колковый транспортер, передающий основу в весовой механизм, молотовую машину и выводной транспортер. Причем весовой механизм выполнен в виде бункера с шарнирными створками в донной части, подвешенного на конце коромысла, установленного на щарнирной оси, а другой конец снабжен уравновещивающим грузом и пластинкой, контактирующей с пусковой кнопкой реверсивного электродвигателя, на валу которого установлен винт с гайкой, взаимодействующей с подвижными планками, концы которых закреплены на створках бункера. В барке с закрепительным раствором установлены барабаны, набранные из резиновых дисков, а выводной транспортер выполнен цепным, несущим резиновые планки.
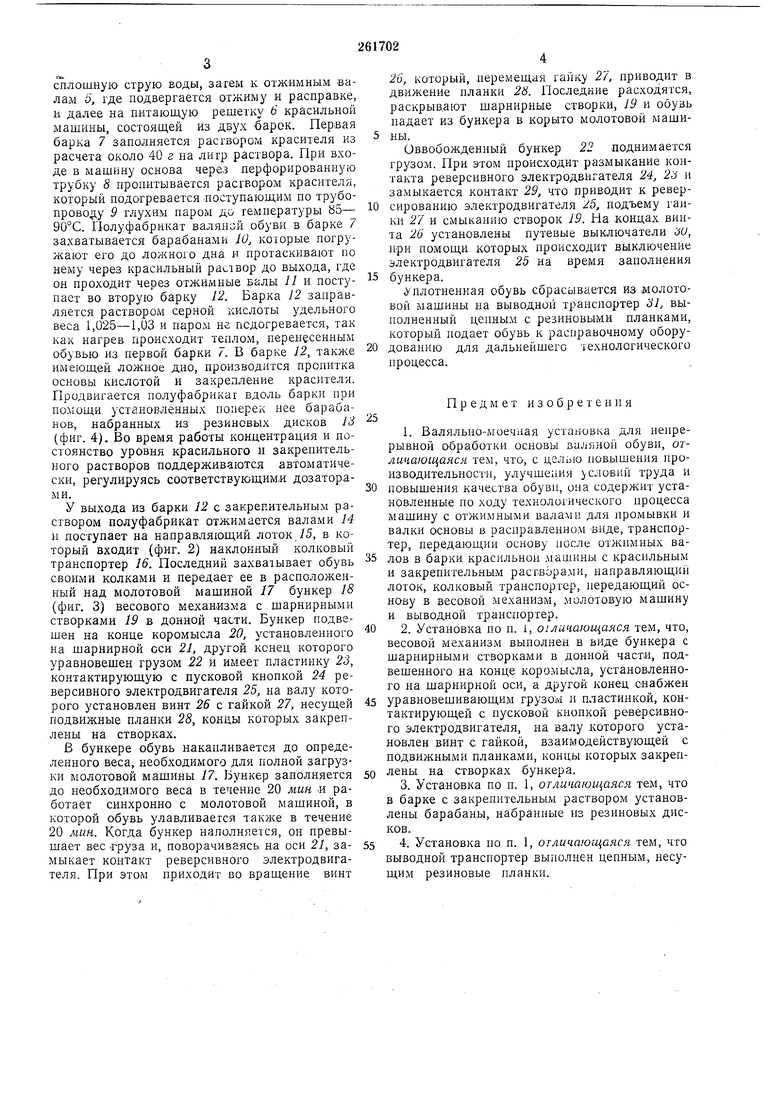
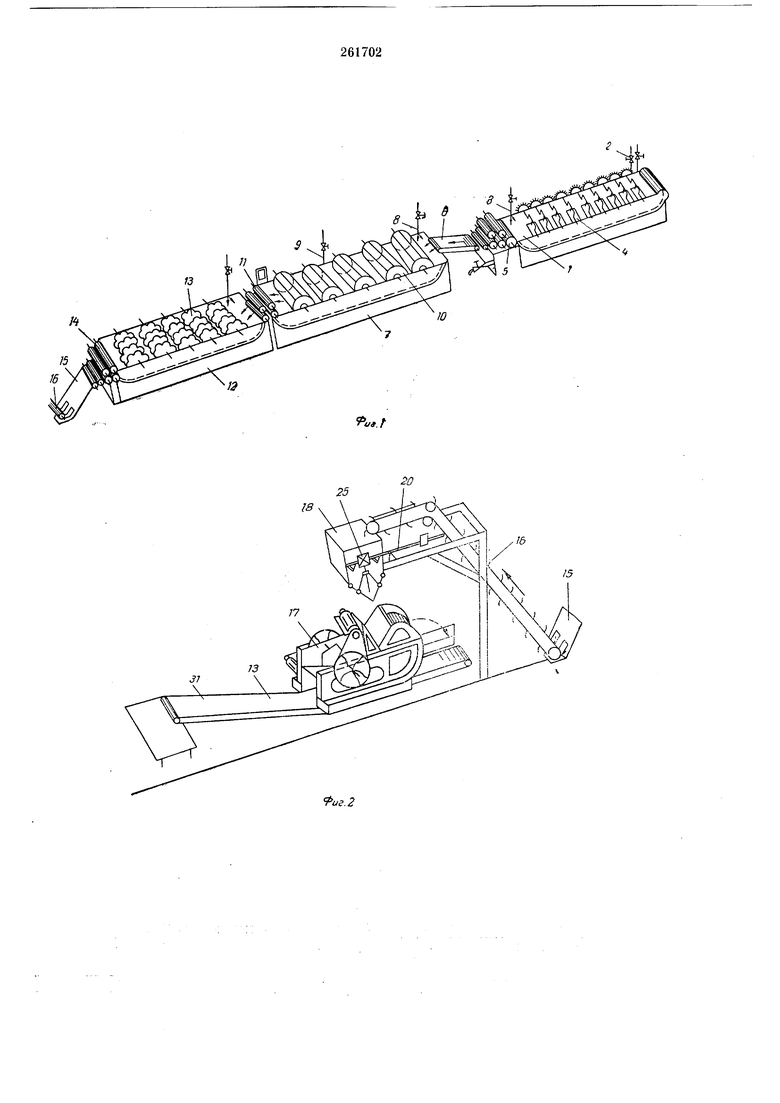
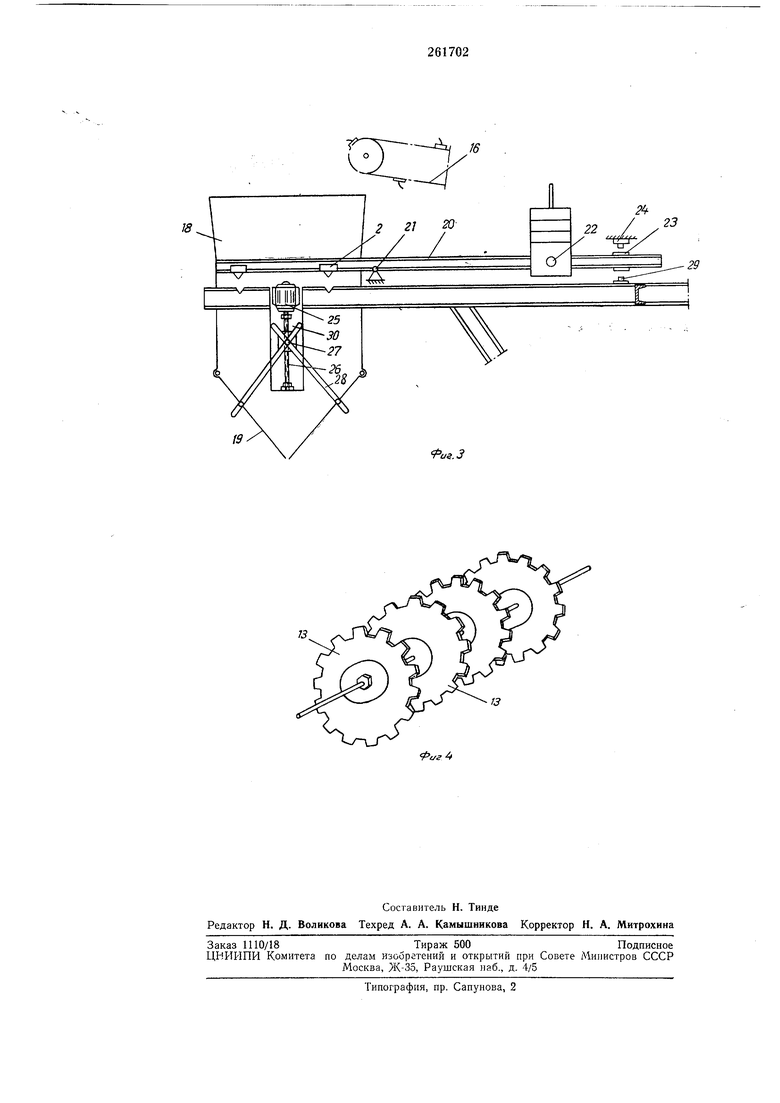
На фиг. 1 изображена предлагаемая установка, включающая машину для промывки и валки основы обуви и барки красильной машины; на фиг. 2 - продолжение установки, включающей молотовую машину с весовым механизмом и выводной транспортер; на фиг. 3 - весовой механизм; на фиг. 4 - барабаны, набранные из резиновых дисков.
Основа валяной обуви по ходу технологического процесса поступает на предварительную
промывку (фиг. 1) и настилается на транспортер / с алюминиевыми планками, который подводит ее в зону орошения смачивателем ОП-7 или ОП-10, поступающим по трубопроводу 2, и горячей водой, поступающей по
трубопроводу 5. Двигаясь по ходу машины, основа попадает под воздейсгвие резиновых башмачков 4, где получает за время прохождения около 2800 ударов, что обеспечивает достаточное свойлачивание и удаление грязи из тосплошную струю воды, затем к отжимнььм валам 5, где подвергается отжиму и расправке, и далее на питающую решетку 6 красильной машины, состоящей из двух барок. Пер1вая барка 7 заполняется раствором красителя из расчета около 40 г на литр раствора. При входе в машину основа через перфорированную трубку 8 пропитывается раствором красителя, который подогревается поступаюш,им по трубопроводу 9 глухим паром до температуры 85- 90°С. Полуфабрикат валяной обуви в барке 7 захватывается барабанами 10, коюрые погружают его до ложного дна и протаскивают по нему через красильный раствор до выхода, где он проходит через отжимные валы 11 и поступает во вторую барку 12. Барка 12 заправляется раствором серной кислоты удельного веса 1,025-1,03 и паром не подогревается, так как нагрев происходит теплом, перенесенным обувью из первой барки 7. В барке 12, также имеюш,ей ложное дно, производится пронитка основы кислотой и закрепление красителя. Продвигается полуфабрикат вдоль барки при помош,и установленных поперек нее барабанов, набранных из резиновых дисков 13 (фиг. 4). Во время работы концентрация и постоянство уровня красильного и закрепительного растворов поддерживаются автоматически, регулируясь соответствующимя дозаторами. У выхода из барки 12 с закрепительным раствором полуфабрикат отжимается валами 14 и поступает на направляющий лоток /5, в который входит (фиг. 2) наклонный колковый транспортер 16. Последний захватывает обувь своими колками и передает ее в расположенный над молотовой машиной 17 бункер 18 (фит. 3) весового механизма с шарнирными створками 19 в донной части. Бункер подвешен на конце коромысла 20, установленного на шарнирной оси 21, другой конец которого уравновешен грузом 22 и имеет пластинку 23, контактирующую с пусковой кнопкой 24 реверсивного электродвигателя 25, на валу которого установлен винт 26 с гайкой 27, несущей подвижные планки 28, концы которых закреплены на створках. В бункере обувь накапливается до определенного веса, необходимого для полной загрузки молотовой машины 17. Бункер заполняется до необходимого веса в течение 20 мин и работает синхронно с молотовой машиной, в которой обувь улавливается также в течение 20 мин. Когда бункер наполняется, он превышает вес груза и, поворачиваясь на оси 21, замыкает контакт реверсивного электродвигателя. При этом приходит во вращение винт 26, который, Т1еремещая гайку 27, приводит в движение планки 28. Последние расходятся, раскрывают шарнирные створки, 19 и обувь иадает из бункера в корыто молотовой машины. Оввобожденный бункер 21 поднимается грузом. При этом происходит размыкание контакта реверсивного электродвигателя 24, 2 и замыкается контакт 29, что приводит к реверсированию электродвигателя 25, подъему гайки 27 и смыканию створок 19. На концах винта 26 установлены путевые выключатели ,U, )1ри помощи которых происходит выключение электродвигателя 25 на время заполнения бункера. Уплотненная обувь сбрасывается из молотовой машины на выводной транспортер 31, выполненный цепным с резиновыми планками, который подает обувь к расправочному оборудованию для дальнейшего технологического процесса. Предмет изобретения 1. Валяльно-моечная установка для непрерывной обработки основы заляной обуви, отличающаяся тем, что, с целию повышения производительности, улучшения }СЛОВий труда и повышения качества обуви, она содержит установленные по ходу технолохического процесса машину с отжимными валами для промывки и валки основы в расправленном виде, транспортер, передающий основу после отжимных валов в барки красильной .машины с красильным и закрепительным растворами, направляющий лоток, колковый транспортер, передающий основу в весовой механизм, молотовую машину и выводной транспортер. 2. Установка по н. 1, 01лича1ощаяся тем, что, весовой механизм вынолнен в виде бункера с шарнирными створками в донной части, подвешенного на конце коромысла, установленного на шарнирной оси, а другой конец снабжен уравновешивающим грузом н пластинкой, контактирующей с пусковой кнопкой реверсивного электродвигателя, на валу которого устаовлен винт с гайкой, взаимодействующей с одвижными планками, концы которых закренены на створках бункера. 3. Установка по п. 1, отличающаяся тем, что барке с закрепительным раствором установены барабаны, набранные из резиновых дисов. 4. Установка по п. 1, отличающаяся тем, что ыводной транспортер выполнен цепным, несуим резиновые планки.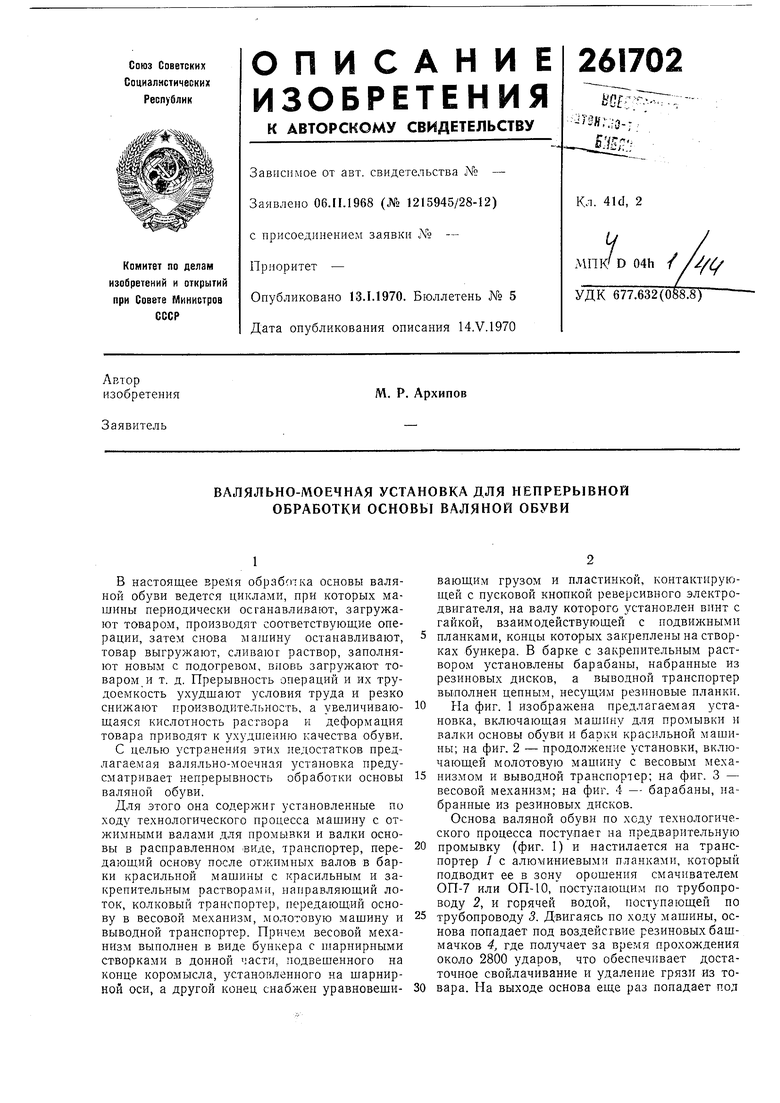
18
иг.2
6
5
13
13
