На предлагаемом аппарате возможно окончательно отделать, окрасить и аппретировать жгуты штапельного волокна, получающиеся с прядильной машины. Скорость прохода жгутов возможна до 28 мм, причем в аппарате одновременно прохоД.1Т обработку до 10 жгутов, т. е. один отделочный аппарат может обслужить до 5 прядильных машин, работающих со скоростью прядения 50-60 MiMUH.
Аппарат снабжен приспособлением для автоматического изменения скорости отжимных вальцев при изменении степени натяжения или усадки жгута, для чего применен ряд редукторов скорости, предназначенных для изменения скорости всех ведущих вальцев при изменении скорости какой-либо одной пары.
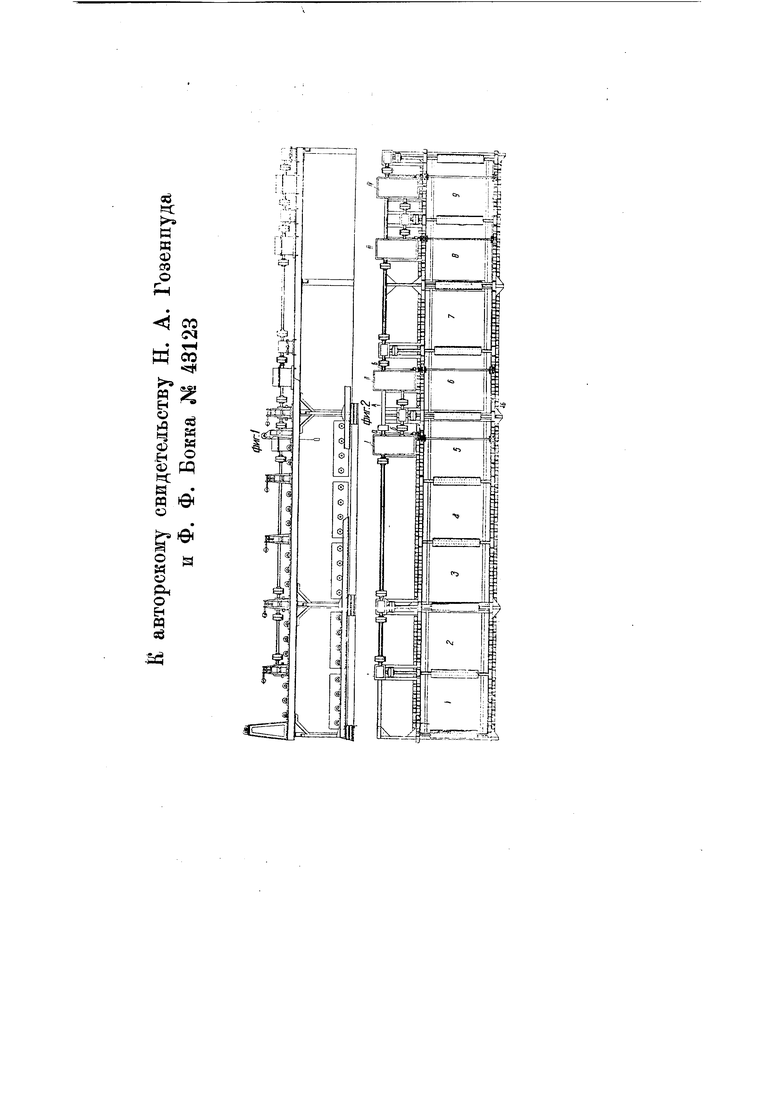
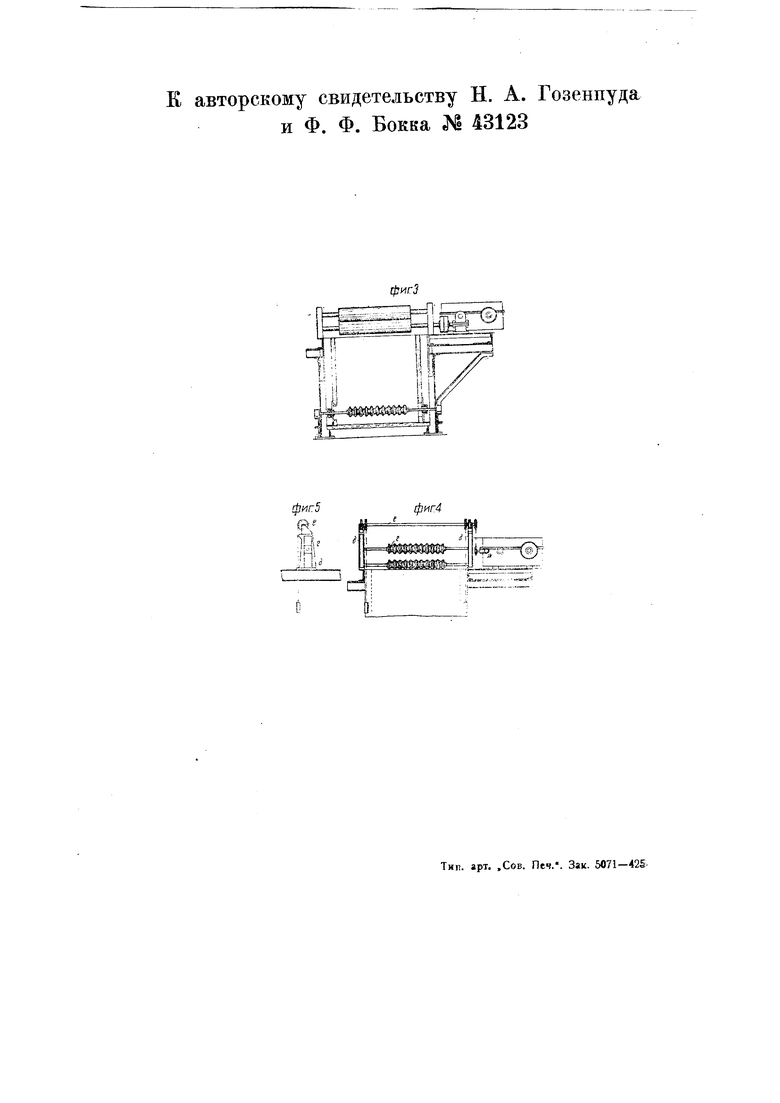
На чертеже фиг. 1 изображает вид аппарата спереди; фиг. 2 - вид его сверху; фиг. 3 - разрез по АВ на фиг. 2; фиг. 4 -вид спереди приспособления для автоматической регулировки скорости отжимных вальцев; фиг. 5 - то же вид сбоку.
Полную обработку жгуты проходят в девяти барках, расположенных в следующей последовательности.
1. Промывка жгутов от кислоты и остатков восстановительной ванны.
2.Промывка и нейтрализация кнслоты слабо-щелочной водой.
3.Крашение с
одновременной десульфурацией. с одновременной де4.Крашение сульфурацией. с одновременной де5.Крашение сульфурацией.
6.Промывка горячей водой.
7.Промывка холодной водой.
8.Аппретирование.
Во время прохождения аппарата между барками 1 к 2, 2 и 5, 5 и 5, 5 и 7, 5 и 9 жгуты отжимаются резиновыми вальцами и при выходе из барки 9, в которой производится аппретирование, получают окончательный отжим.
Весь путь, во время которого происходит обработка волокна растворами, жгуты проходят в натянутом состоянии, что исключает возможность спутывания элементарных волокон между собой и при выходе из аппарата дает жгуты с параллельно расположенными волокнами, что особенно ценно для дальнейшей обработки штапеля на текстильных фабриках.
В каждой барке имеются 4 нижних и 3 верхних направляющих фарфоровых ролика и путь жгута в каждой барке равен 7 м.
Сам аппарат состоит из пяти поперечных опорных станин из швеллерного железа, скрепленного уголками. Эти станины соединены между собой продольными шипами, также из швеллерного железа, на которых монтируются все вращающиеся части аппарата. Внутрь этого каркаса из швеллеров ставятся деревянные или гуммированные железные барки для рабочих растворов.
В нижней части боковых стенок барок имеются прямоугольные отверстия, закрывающиеся железными плитами. В плитах, точно размеченных, привариваются сальники для валов нижних фарфоровых роликов. Подобная конструкция гарантирует ролики от перекоса при высыхании деревянных барок и облегчает точный монтаж.
Опорные шарикоподшипники для валов нижних роликов устанавливаются на нижних продольных шинах из швеллерного железа. Верхние ролики находятся выше уровня рабочих растворов в барках и поэтому устанавливаются без сальников на верхних продольных швеллерах. Валы этих роликов также вращаются на шарикоподшипниках. Все ролики не имеют принудительного движения и вращаются силой натяжения проходящих жгутов.
Во избежание навивания на ролики отдельных оборвавшихся элементарных волокон, их поверхность делается крупно-рифленой, по типу роликов на отделочной машине фирмы Гербер. Кроме продольных рифов, ролики имеют одиннадцать поперечных выступов, образующих направляющие канавки для проходящих жгутов. Диаметр роликов в местах, огибаемых жгутами, 75 мм.
При переходе жгутов из барки в барку они проходят между отжимными вальцами, обложенными твердой резиной. Из этих вальцев часть служит и отжимными и ведущими и получает принудительное движение от привода машины, другая же часть вращается от натяжения жгутов и в этом случае вместо тяжелого верхнего нажимного вала ставится легкий валик, производящий скорее сбрасывание, чем отжим раствора.
Принудительно вращающиеся валы дают отжим волокна приблизительно до тройного веса и устанавливаются при переходе жгутов из барок в барки с разными рабочими растворами. Такие вальцы установлены между барками с простой и слабощелочной водой, перед и после трех красильных барок, после горячей воды, перед аппретом и на выходе из аппарата.
Приводимые валы, червячные и регулировочные редукторы, входящие в механизмы привода отжимных вальцов, монтируются на верхних продольных швеллерах с правой стороны машины.
При проведении опытов по отделке жгута выяснилось, что в среднем общая усадка достигает 15%, но она не остается постоянной, а может меняться в ту и в другую сторону, в зависимости от свойств волокна и качества растворов. Таким образом, рассчитывать на определенную жесткую установку машины с соответствующими расчетами скоростей ведущих вальцев нельзя и приходится применять гибкую регулировку скоростей движения, причем она должна обязательно производиться на ходу машины.
Кроме того, необходимо, чтобы увеличение или уменьшение скорости, произведенное на одном из ведущих вальцов, автоматически передалось бы на все последующие ведущие вальцы, так как иначе произойдет или набегание или обрыв жгутов.
У.читывая, что регулировка скоростей для компенсации усадки жгута, производимая обслуживающим персоналом, была бы слишком громоздка и все же не давала бы гарантии нормальной работы, был выбран принцип автоматического регулирования скоростей ведущих вальцов, требующий накладки только при пуске мащины, а в дальнейщей работе аппарата автоматически компенсирующий усадку жгута путем изменения скоростей ведущих вальцов.
Обычно подобная непрерывная регулировка скоростей машины на ходу производится при помощи коноидов, но так как это усложнило бы машину и увеличило ее габарит, то коноиды были заменены редукторами :типа Р. /. V. Kette, в которых вместо цепи устанавливается ремень с колодками.
Привод машины производится от электромотора, передающего вращение на вал а первого редуктора /. От этого вала через червячные передачи приводятся в движение отжимные вальцы между барками 1 и 2, 2 и 3 (фиг. 2). Так как при первой промывке жгут усаживается крайне незначительно, то регулировочный редуктор между этими вальцами не ставится, а первый вал имеет окружную скорость на большую, чем скорость второго вала.
Третьи ведущие вальцы стоят после красильных барок, и так как здесь усадка волокна весьма значительна, то в передачу от вторых ведущих вальцов к третьим ставится редуктор /. Привод третьих ведущих вальцов также осуществлен через червячную передачу, но уже от вала б редуктора /, что дает возможность плавно и на ходу менять скорости третьих вальцов (фиг. 2). Между третьим и четвертым ведущими вальцами также ставится регулирующий редуктор //. Вал б редуктора / другим своим концом сцеплен муфтой с валом редуктора //, но если в редукторе / вал б являлся ведомым, то в редукторе // он становится ведущим; четвертые вальцы получают движение уже от ведомого вала в редуктора //. В свою очередь в передаче от четвертых к пятым вальцам, где также требуется регулировка, вал в из ведомого вала редуктора // становится ведущим валом редуктора ///.
Последние шестые вальцы регулируются редуктором IV, соединенным с редуктором III тем же способом.
Подобное соединение регулирующих редукторов при малейшем изменении скорости какой-нибудь пары вальцов, автоматически передает это изменение на все последующие пары вальцов, т. е. гарантирует жгуты от обрыва и захлестывания.
Регулировка скоростей вальцов производится автоматическим поворотом регулировочных валиков редуктора, для чего перед каждой ведущей парой вальцов, требующей регулировки, устанавливается компенсирующий ролик г, подщипники которого скользят в направляющих стойках д (фиг. 4 и 5). Подшипники ролика г жестко соединены цепя.ми с роликами на взлу е. Натяи ение движущихся жгутов тянет ролик г вниз, но с другой стороны на вал е и ролик г действует сила тяжести натяжных грузов, стремящаяся так поворачивать вал е, чтобы ролик г перемещался вверх. Таким образом, тяжесть грузов поддерживает жгуты, огибающие ролик г, в натянутом состоянии.
Вал е жестко связан цепной и шестеренной передачей с регулировочным валиком УК редуктора, так что всякий поворот вала е вызывает в свою очередь поворот валика ж, т. е. изменяет скорость вальцов.
При постоянной усадке жгутов ролик г находится в равновесии и вся система остается неподвижной, но как только усадка изменится в ту или другую сторону, натяжение жгутов или ослабнет или возрастет, ролик г поднимется или опустится и через цепи повернет вал е и регулировочный валик ж редуктора, что и приведет к. уменьшению или повышению скорости ведущих вальцов. При подобной системе регулировки необходимо раз наладить машину и в дальнейшей ее работе все регулирование скоростей для компенсации усадки будет происходить автоматически.
В предлагаемом способе процесс отделки штапельного волокна совмещен с прочным крашением (крашение сернистыми красителями производится одновременно с десульфурацией). Это обеспечивает будущим пряжеизделиям, сработанным из штапельного волокна в смеске с шерстью, прочность (по цветности) к кислотам, щелочам и мылу. В настоящее время вмешанные штапельные волокна и шерсть в изделиях окрашиваются субстантивными красгтелями, непрочными к указанным факторам. При предлагаемом способе отделки имеется возможность красить отдельные компоненты смески. Аппарат апрегирован с сушилкой и последующей намоткой штапельного жгута в клубок на выпускную головку гилл-бокса без применения гребенного поля (гилл-бокс представляет собой машину, применяемую в шерстопрядении). Намотка на выпускной головке гилл-бокса в кубок обеспечивает твердость и удобство упаковки.
Предмет изобретения.
1. Проходной аппарат для непрерывной отделки и окраски жгута штапельного вискозного волокна с регулировкой скорости всех промежуточных отжимных вальцов, отличающийся тем, что он снабжен приспособлением для автоматического изменения скорости отжимных вальцов при изменении степени натяжения или усадки жгута.
2.В означенном в п. 1 аппарате приспособление для осуществления автоматического регулирования окружной скорости отжимных вальцов, отличающееся применением ряда редукторов скорости /-IV, предназначенных для изменения скорости всех ведущих вальцов в случае изменения скорости какой-либо одной пары.
3.В приспособлении, означенном в п. 2, применение компенсирующих роликов г с подшипниками, скользящими в направляющих стойках д, каковые валики предназначены для удержания жгута в натянутом состоянии с помощью натяжных грузов и для изменения скорости ведущих вальцов с помощью вала е, связанного с подшипниками ролика г, и регулировочного валика ж редуктора, связанного передачей с валом е.
«3
fct и. и к
О) со О
1
W S ,
S S I
I
r-S
2f
g е
О
Рн О
ЕН
as
Е авторскому свидетельству и Ф. Ф. Бокка № Н. А. Гозенпуда 43123

| название | год | авторы | номер документа |
|---|---|---|---|
| КРАСИЛЬНАЯ БАРКА ДЛЯ ТРИКОТАЖНЫХ И ШЕРСТЯНЫХ КУСКОВ | 1928 |
|
SU17173A1 |
| Передвижная барка для расхолаживания водою окрашенных тканей | 1926 |
|
SU11076A1 |
| МАШИНА ДЛЯ ПОЛУЧЕНИЯ ПОЛИНОЗНОГО ШТАПЕЛЬНОГО ВОЛОКНА | 1969 |
|
SU254711A1 |
| Способ изготовления штапельных волокон | 1930 |
|
SU43856A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ КРУГЛОВЯЗАНОГО ТРИКОТАЖНОГО ПОЛОТНА | 1997 |
|
RU2128256C1 |
| СПОСОБ НЕПРЕРЫВНОГО ПРОИЗВОДСТВА ВИСКОЗНОГО КОРДНОГО ШЕЛКА | 1946 |
|
SU70103A1 |
| Способ и приспособление для прядения и отбелки бобинного шелка | 1936 |
|
SU49012A1 |
| Водоструйная отделочная машина для искусственного и синтетического волокна в жгуте | 1953 |
|
SU103267A1 |
| Проходной аппарат для крашения целлюлозных волокон жгутом | 1954 |
|
SU101175A1 |
| ПРОМЫВНАЯ ЖГУТОВАЯ МАШИНА | 1927 |
|
SU20629A1 |
фиг5 а/
10
JLh
фиг4
,,„. :; L ;::::r T::;5

