Изобретение относится к валяльно-войлоч ной промышленности в части усовершенствования механизмов для изготовления заготовок конусов валяной обуви.
Известна каретка для навивки конусов валяной обуви из шерстяной ватки, поступающей с чесальной машины, содержащая несколько пар шаблонов, поочередно подаваемых к чесальной мащине, приспособление для предварительного уплотнения и свойлачивающие подогреваемые плиты для уплотнения конусов. Эта каретка оборудована объемными конусными шаблонами, на которые надеваются чехлы из полотна, и последующие операции по уплотнению основы конусов производятся на специальных станках с переносом полуфабриката, что снижает производительность в производстве конусов валяной обуви.
В предлагаемой каретке для повышения производительности шаблоны выполнены в виде плоских имеющих форму трапеции пластин для непосредственного получения на них уплотненной основы, смонтированных на вертикально замкнутом транспортере с возможностью поворота их вокруг своей оси на позиции навивки и предварительного уплотнения основы, затем установлены свойлачивающие плиты, через которые проходят шаблоны.
Для автоматического съема уплотненных конусов в конце каретки расположены съемные валики и выводной транспортер.
Для возможности поворота шаблона на его оси установлена шестерня, взаимодействую-щая с шестерней каретки.
Приспособление для предварительного уплотнения основы выполнено в виде кулисы с шарнирно укрепленным валиком, обкатывающим шаблон при навивке конуса.
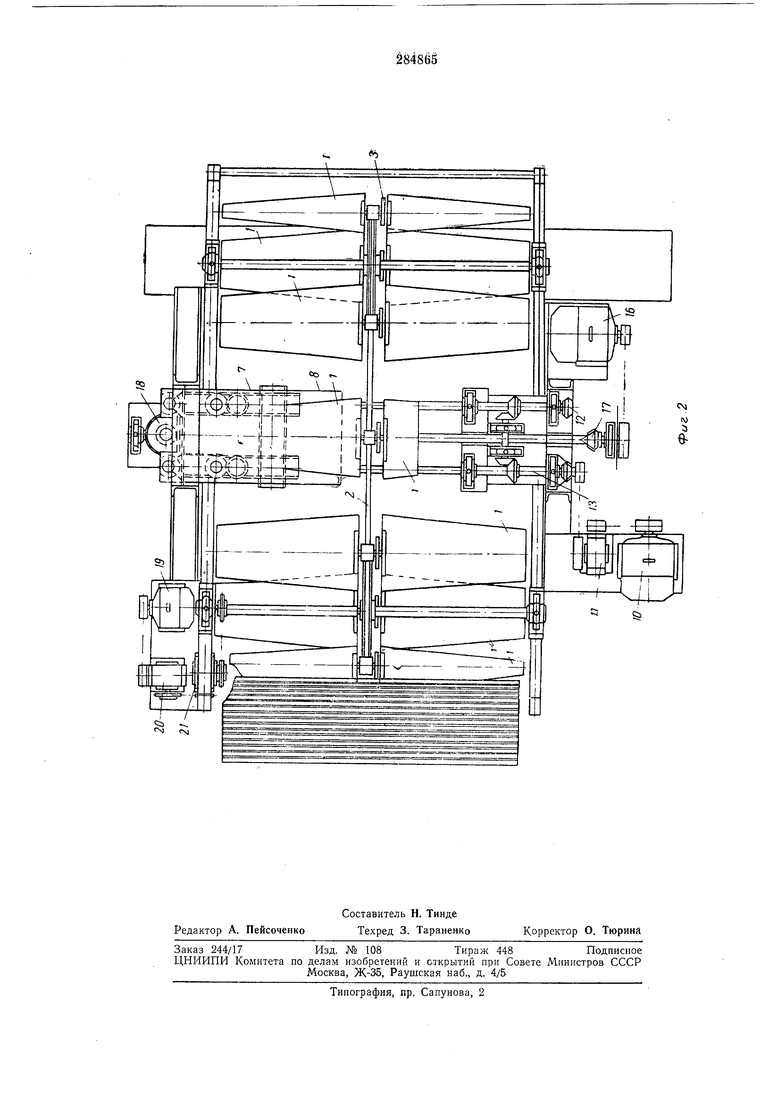
Иа фиг. 1 изображена предлагаемая каретка, вид сбоку; на фиг. 2 - то же, вид сверху. Каретка имеет самостоятельный привод и может приставляться для приема ватки к любой чесальной машине. Навивка заготовок основы - конуса производится на шаблоны без полотняных чехлов.
Каретка содержит несколько нар плоских имеющих форму трапеции шаблонов /, смон-, тированных на вертикально замкнутом транспортере 2. Для возможности поворота шаблона прп навивке на него шерстяной ватки на каждом шаблоне установлена шестерня 3, приводимая в движение шестерней 4 каретки. При навивке шерстяной ватки на шаблон происходит предварительное уплотнение основы конусов при помощи кулисного механизма 5 с шарнирно укрепленным валиком б, обкатывающим шаблон при навивке конуса. Окончательное уплотнение конуса осушествляется непосредственно на шаблоне свойлачивающими плитами, через которые проходит шаблон.
Свойлачивающие плиты состоят из верхней 7 и нижней 8 плит, подогреваемых паром. плита крепится к раме станины на опорах, верхняя монтируется на опорах 9. Опорами плиты разводятся и сводятся примерно на 160 мм. Вращение опорам передается от электродвигателя 10 через редуктор 11, конические шестерни 12 и винты 13. Верхняя плита получает вращательное движение с числом колебаний около 170 в минуту через эксцентрик 14 с двумя стержнями 15. Вращение передается от электродвигателя 16 клиноременной передачей через конические шестерни 17 и 18.
Привод вертикально замкнутого транспортера 2 осуществляется от электродвигателя 19 через редукторы 20 и 21.
Пройдя уплотняющие плиты, шаблоны / с уплотненными конусами валяной обуви поступают на транспортер 2 под расположенные в конце каретки съемные валики 22. Эти валики снимают конус с шаблона и передают его на выводной транспортер 23, который, в свою очередь, подает конус на последующие операции - сгибку, образование и формовку головки валяной обуви.
Предмет изобретения
1. Каретка для навивки конусов валяной обуви из шерстяной ватки, поступающей с чесальной машины, содержащая несколько пар шаблонов, поочередно подаваемых к чесальной машине, приспособление для предварительного уплотнения и свойлачивающие подогреваемые плиты для уплотнения конусов,
отличающаяся тем, что, с целью повышения производительности, шаблоны выполнены в виде плоских имеющих форму трапеции пластин для непосредственного получения на них уплотненной основы, .смонтированных на вертикально замкнутом транспортере с возможностью поворота их вокруг своей оси на позиции навивки и предварительного уплотнения основы, затем установлены свойлачивающие плиты, через которые проходят щаблоны.
2. Каретка по п. 1, отличающаяся тем, что. с целью автоматического съема уплотненных конусов, в конце каретки расположены съемные валики и выводной транспортер.
3.Каретка по п. 1, отличающаяся тем, что для возможности поворота шаблона на его
оси установлена шестерня, взаимодействующая с шестерней каретки.
4.Каретка по п. 1, отличающаяся тем, что приспособление для предварительного уплотнения выполнено в виде кулисы с шарнирно укрепленным валиком, обкатывающим шаблон при навивке конуса.

| название | год | авторы | номер документа |
|---|---|---|---|
| Способ изготовления колпака для основы валяной обуви и устройство для его осуществления | 1978 |
|
SU652245A1 |
| Каретка для навивки основы валяной обуви | 1987 |
|
SU1559016A1 |
| Устройство для уплотнения заготовок основы валяной обуви | 1958 |
|
SU115798A1 |
| Способ получения основы валяной обуви | 1985 |
|
SU1341291A1 |
| Способ упрочнения войлочных заготовок валяной обуви | 1989 |
|
SU1761829A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ВАЛЯНОЙ ОБУВИ И ВАЛЯНАЯ ОБУВЬ | 2000 |
|
RU2173947C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ВАЛЯНОЙ ОБУВИ | 2000 |
|
RU2170786C1 |
| Способ уплотнения заготовки основы валяной обуви | 1989 |
|
SU1730272A1 |
| Способ изготовления основы валяной обуви | 1980 |
|
SU933841A1 |
| Устройство для заправки и намотки ленты | 1986 |
|
SU1370164A1 |