Известен копировалвно-фрезерный станок по дереву, 1включающий основание, станияу, подвижную .каретку, качающийся суппорт, две стойки, шлиидель с фрезерной головкой,
КОПИрНЫЙ ролик, копир и 1ПрИ(ВОД.
Целью данного изобретения является повышение (Качества фрезерования крупногабаритных изделий сложной формы вдоль волокон, а также изменение скорости в-ращения изделий и сохранение яостоянной скорости обхода фрез ло .контуру изделий.
Это достигается тем, что станок снабжен автоматическим устройством регулирования скорости за один оборот вращения копира, а фрезерные головки устаиовлены на раздельных шпинделях, имеющих самостоятельные приводы.
Автоматическое устройст1БО регулирования состоит из корпуса, подпружиненного золотника, двух плунжеров, стержня, дросселя и гидроцилиндра.
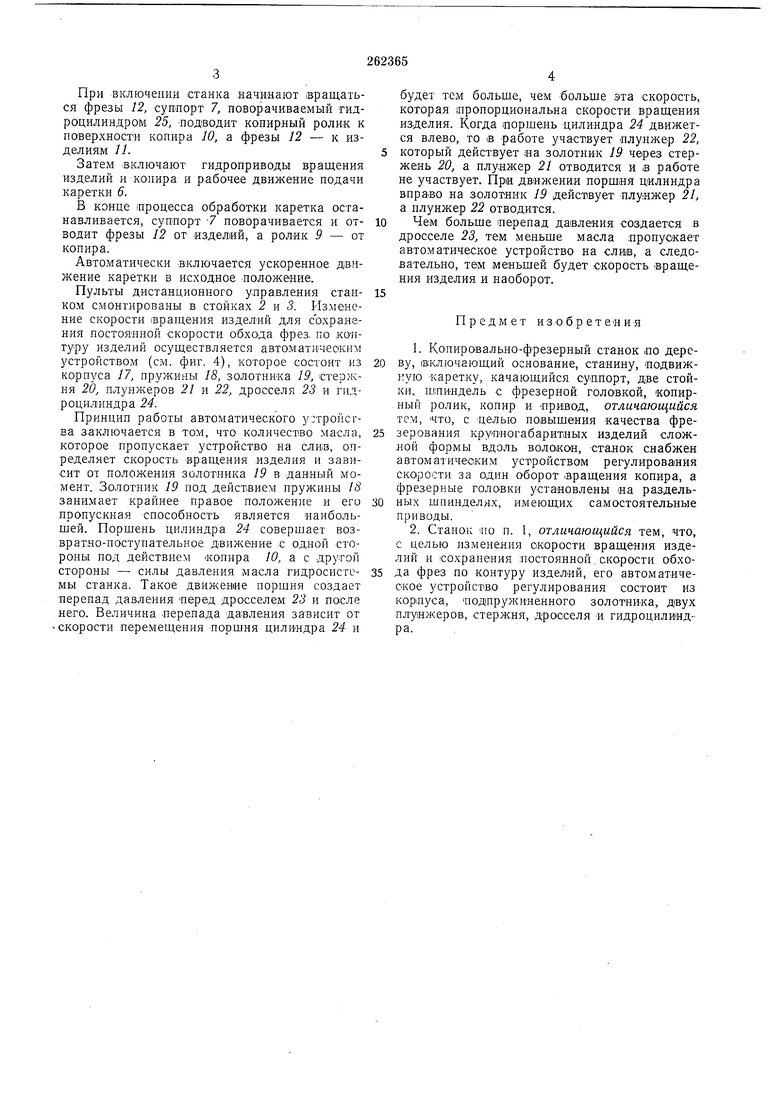
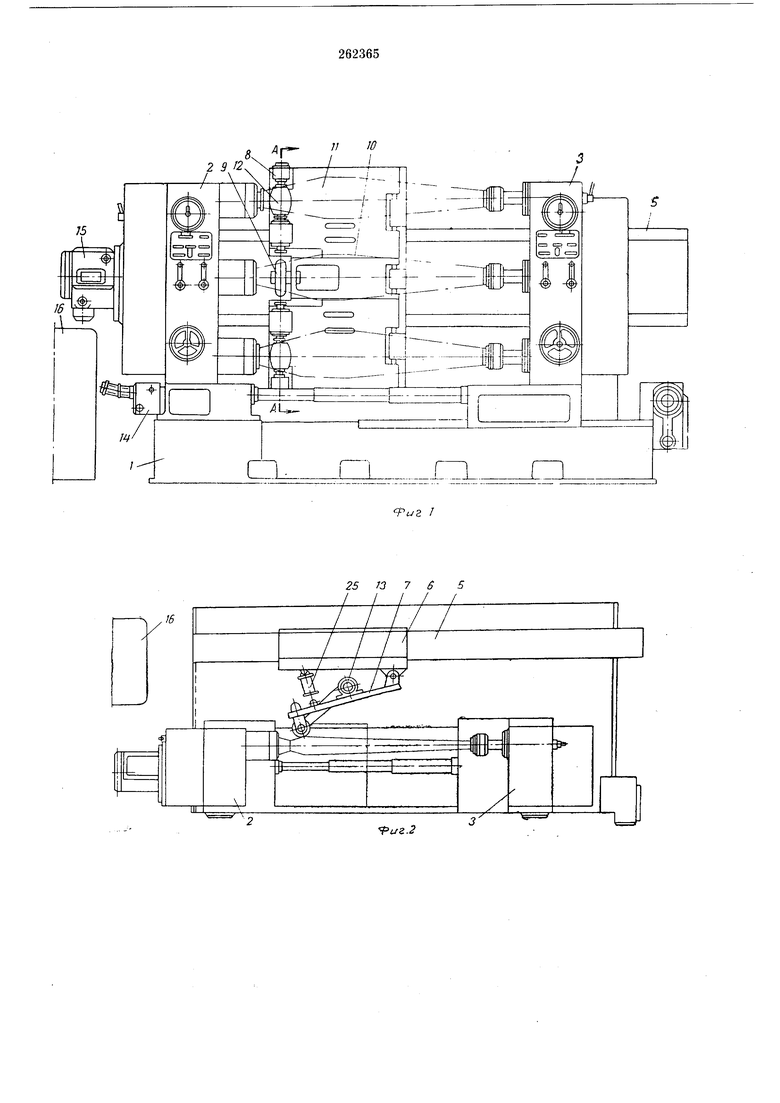
На фиг. 1 изображен описываемый станок, общий 1вид; «а фиг. 2 - то же, вид сверху; на фит. 3 - сечение .По Л-Л на фиг. 1; на фиг. 4 - автоматическое устройство регулирования скорости .вращения изделия.
порт 7 с укрепленными на нем двумя Ш|Пиндельньши устройствами 8 и копирным роликом 9. Ролик 9 опирается на копир 10, расположенный между обрабатываемыми издеЛИЯМИ 11, причем копир и изделия расположены в одной вертикальной плоскости и вращаются синхронно. Две фрезерные головки 12, имеющие бочкообразную форму, укреплены на раздельных шлинделях в плоскости,
пернендикулярной оси вращения изделия 11. Шпиндели фрезерных головок вращаются при помощи ременной передачи от индивидуальных электродвигателей 13, смонтированных на качающемся суппорте 7. каретки вдоль оси копира и изделий по направляющим станины осуществляется от гидродвигателя /4. .Обрабатываемые изделия и копир - вращаются от гидродвигателя 15. Гидроприводы 14 и 15 питаются от двух гидростанций 16.
Наличие гидроприводов IB станке дает щирокий диапазон бесступенчатого регулирования величин скорости и лодачи и позволяет при различных условиях вести обработку лопастей на оптимальных режимах.
При включении станка начинают Вращаться фрезы 12, cyninopT 7, поворачиваемый гидроцилиндром 25, -подводит копирлый ролик к поверхности колира 10, а фрезы 12 - к изделиям 11.
Затем включают гидроприводы вращения изделий и копира и рабочее движение подачи каретки 6.
В конце процесса обработки каретка останавливается, суппорт -7 поворачивается и отводит фрезы 12 от изделий, а ролик 9 - от копира.
Автоматически включается ускоренное движение каретки в исходное положение.
Пульты дистанционного управления станком смонтированы в стойках 2 и 5. Изменение скорости (Вращения изделий для сохранения постоянной скорости обхода фрез, по контуру изделий осуществляется автоматичесашм устройством (см. фиг. 4), которое состоит из корпуса 17, пружины 18, золотника 19, стержня 20, плунжеров 21 и 22, дросселя 23 и гидроцилиндра 24.
Принцип работы автоматического устройства заключается в том, что количество масла, которое пропускает устройство на сли;в, определяет скорость вращения .изделия и зависит от положения золотника 19 в данный момент. Золотник 19 под действием пружины 18 занимает крайнее правое положение и его пропускная способность является «аибольшей. Поршень цилиндра 24 совершает возвратно-поступательное движение с одной стороны под действием 1копира 10, а с другой стороны - силы давления масла гидросистемы станка. Такое движение поршня создает перепад давления перед дросселем 23 и после него. Величина лерепада давления за-висит от скорости перемещения поршня цилиндра 24 и
будет тем больше, чем больше эта скорость, которая пропорциональна скорости вращения изделия. Когда поршеиь цилиндра 24 движется влево, то iB работе участвует плунжер 22, 5 который действует еа золотник 19 через стержень 20, а плунжер 21 отводится и в работе не участвует. При движении поршяя цилиндра вправо на золотник 19 действует нлуяжер 21, а плунжер 22 отводится.
0 Чем больше перепад давления создается в дросселе 23, тем меньше масла пропускает автоматическое устройство на , а следовательно, тем .меньшей будет .скорость вращения изделия и наоборот.
Предмет изобретения
1.Копировально-фрезерный станок по дере0 ву, 1в;ключающ.ий основание, станину, подвижную каретку, качающийся суппорт, две стойки, шпиндель с фрезерной головкой, копир. ный ролик, копир и привод, отличающийся тем, что, с Целью повышения Качества фрезерования крупногабаритных изделий сложной формы вдоль волокон, станок снабжен автоматическим устройствам регулирования скорости за один оборот вращения копира, а фрезер.ные головки установлены на раздельных шпинделях, имеющих самостоятельные приводы.
2.Станок .по п. 1, отличающийся тем, что, с целью изменения скорости вращения изделий и сохра.пения постоянной. скорости обхода фрез по контуру изделий, его автоматическое устройство регулирования состоит из корпуса, подпружиненного золотника, двух плунжеров, стержня, .дросселя и гидроцилиндра. // 8 r
iJZ J Ш
| название | год | авторы | номер документа |
|---|---|---|---|
| АВТОМАТИЧЕСКИЙ СТАНОК ДЛЯ ЧЕРНОВОЙ ОБРАБОТКИ КОЛЕЦ НЕПРАВИЛЬНОЙ ФОРМЫ | 1969 |
|
SU252812A1 |
| Копировально-фрезерный станок | 1976 |
|
SU650809A1 |
| Копировально-фрезерный станок по дереву | 1958 |
|
SU115390A1 |
| Станок для обработки концов труб | 1982 |
|
SU1065088A1 |
| СТАНОК ДЛЯ ОБРАБОТКИ ПОРШНЕВЫХ КОЛЕЦ | 1973 |
|
SU397269A1 |
| КОПИРОВАЛЬНО-ФРЕЗЕРНЫй СТАНОК | 1972 |
|
SU356054A1 |
| Станок для обработки концов труб | 1983 |
|
SU1117147A1 |
| Привод вращения устройства для шлифования восстановленных кулачков распределительного вала | 1984 |
|
SU1230802A1 |
| Планетарный фрезерный станок | 1979 |
|
SU831419A1 |
| Полуавтоматический электрокопировальный фрезерный станок для обработки фасонных контуров больших размеров, в частности самолетных шаблонов | 1948 |
|
SU86730A1 |
I I I / 25 ГЗ 7 6 .2 e /
СмВ
А-А
