Известна автоматическая линия для обработки заготовок корпусных деталей, содержащая силовые инструментальные голов1чи, закрепленные на станине, и кольцевой транспортер с базирующими шриопособлениями для опутЕККов с заготовками. Инструментальные головки расположены в один ярус, базирующие яриопособления выполнены неповоротными, а потому линия не позволяет обрабатывать корпусные заготовки с четырех сторон.
Предложенная линия отличается от «звестной тем, что ее инструментальные головки установлены на станине по вертикали в два кольцевых яруса, между которыми расположены бизи;рующие ПрЕспособлеЕия, содержащие механизмы с мальтийскими крестами, служащ1ие при необходимости для поворота спутников с заготовками «а 90°, а для точного базирования спутников они выполнены квадратными и базирующие приспособления снабжены несколькими жесткими упорами и гидравлическими заж,имами. Это обеспечивает точную обработку корпусных заготовок с четырех сторон.
Станина линии состоит .из основания / нижиего корпуса 2, на котором уставовле нижний ряд силовых головок 3, и верхнего корпуса 4, на котором закреплен верхний ряд
силовых голово 5. Между верхним и нижним корпусами расположен стол-транопортер 6 со спутниками 7, число «оторых соответствует числу рабочих позиций. Транспортер (см. фиг. 3) предназначен для
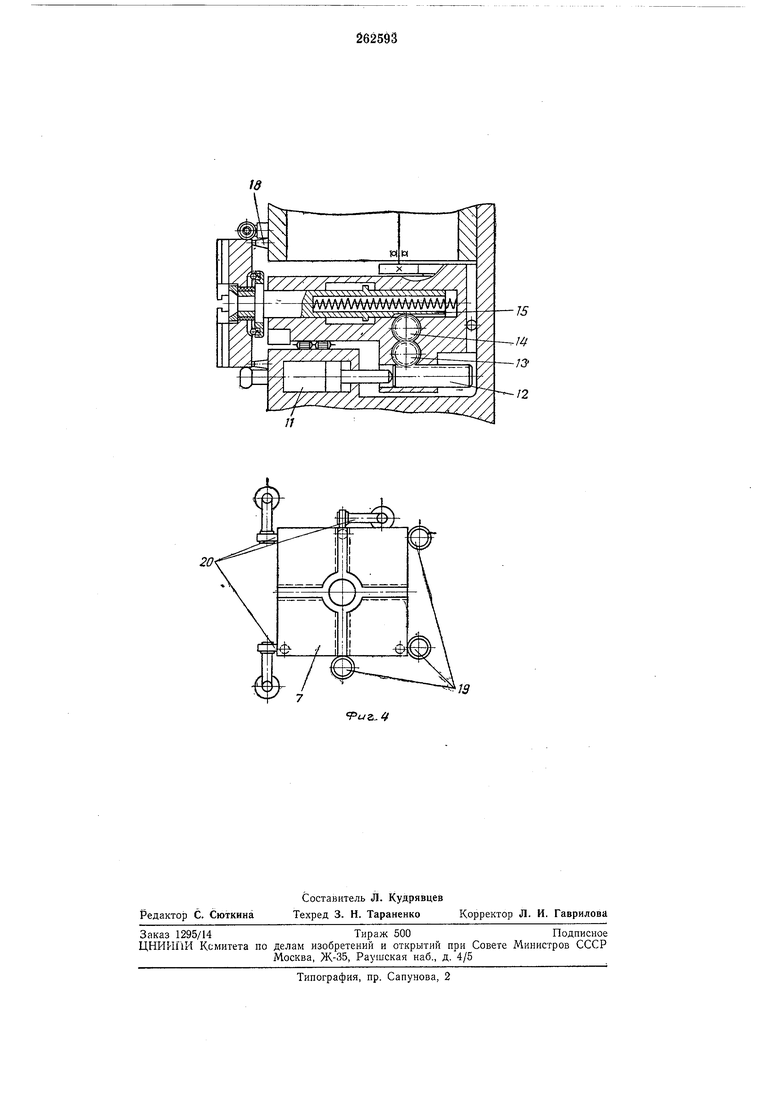
передачи спутников с одной позпцип на другую, а также для поворота их на 90° (при необходимости). Транспортер содержит нижнее 8 и верхнее 9 основания. Па оси нижнего основания 8, на радиальном однорядном подщипнике, вращается планшайба 10. Контакт по плоскости нижнего основания 8 осуществляется через упорный подшипник (роЛИ1КИ с сепаратором). Па планщайбе 10 установлены спутники 7, которые имеют еозможность передвижения в радиальном направленпи. Движение .спутникам в радиальном направлении передается от гидроцилиндров 11, расположенных в нижнем основании транспортера, через рейку 12, зубчатое колесо 13,
зубчатое колесо 14 и 1реЙ1ку 15. Вращение планшайба 10 получает от электропривода через inapy цилиндрических зубчатых колес 16 и 17. Точность положения спутников 7 на рабочих позициях обеспечивается не за счет
ной фиксации спутниКОВ на жестком основании 8. Фиксация спутников в рабочем положении .производится 1ПО уста1новоч.ной плоакости на три жесткие неподвижные ошоры 18. Прйжнм осуществляется гидравлически. Фиксация .по углу также производится на три жесткие .неподвижные опоры 19 тремя гибкими прижимами 20.
От попадания 1струж1ки и юрязи спутники защищены кожухами 21 из маслостойкой резины, имеющими форму круга, укрепленными на планщайбе 10 и спутниках с помощью стальных колец и вращающимися .вместе с планщайбой. Кожухи за счет гофр позволяют спутникам перемещаться в радиальном направлении перед подачей их с одной позиции на другую.
Спутники 7 имеют форму квадрата, .стороны которого выполнены с больщой точностью. Гидропривод питает ©се механизмы и узлы, работающие от гидравлики (силовые головки, транспорт-ер).
Обрабатываемая деталь закрепляется на загрузочной позиции линии в соответствующее приспособление, установленное на опутнике 7. Перед 1пе редачей опутников с одной позиции на другую происходит расфи1ксация их и перемещение в радиальном направлении. Затем осуществляется враще1ние планщайбы 10. Одновременно с вращением планщайбы 10 происходит поворот спутников на 90° с помощью мальтийского креста (поворот возможен как по часовой стрелке, так и против нее). Если нет необходимости по.ворота спутника 7, соответствующие поворотные щтыри углубляются в основании транспортера.
Грубая фиксация планщайбы 10 по углу поворота производится кулач-камн. Точная фиксация спутников осуществляется при его обрат1ном ходе, при этом установочными плоскостями спутники становятся каждый на три неподвижные опоры 18 и прижи1маются к ним с помощью гидроцилиндров //. Фиксация по углу также осуществляется на три жесткие опоры 19 с помощью трех гибких .прижимов
20. После фиксации опутников детали обрабатываются на каждой из рабочих 1позиций линии в соответствии с технологическим процессом, .на загрузочной же позиции обработанная деталь снимается и закрепляется новая,
подлежащая обработке.
Предмет и з о б р е т е н и я
Авто.матическая линия для обработки заготовок iKopnycHbix дегалей, содержащая силовые инструментальные головки, закрепленные на станине, и кольцевой транспортер с базирующими приспособлениями для спутников с заготовками, отличающаяся тем, что, с целью
обеспечения точной обработки корпусных заготовок с четырех сторон, инструментальные головки установлены на стани1не то вертикали в два кольцевых яруса, между которыми расположены базирующие приспособления,
содержащие механизмы с мальтийскими крестами, служащие при необходимости для поворота спутников с заготовками .на 90°, а для точного базирования спутников они выполнены квадратными и базирующие приспособлекия снабжены несколькими жесткими упорами и гидравлическими зажимами.
2/
.J
Ч , -. УУ
/7---
-/2
| название | год | авторы | номер документа |
|---|---|---|---|
| УСТРОЙСТВО для СБОРКИ РАДИОДЕТАЛЕЙ | 1972 |
|
SU358734A1 |
| Заточной станок | 1989 |
|
SU1776540A1 |
| Шпиндельный узел | 1988 |
|
SU1636133A1 |
| Автоматическая линия | 1985 |
|
SU1296373A1 |
| Многопозиционный станок | 1987 |
|
SU1454652A1 |
| Многопозиционный станок для обработки зубчатых колес | 1987 |
|
SU1618531A1 |
| Полуавтомат для сборки изделий типа галетных переключателей | 1981 |
|
SU1069971A1 |
| Станок для изготовления шарнира очковых оправ | 1985 |
|
SU1338932A1 |
| Гибкий производственный модуль автоматической линии | 1985 |
|
SU1456297A1 |
| ТРАНСПОРТЕР ДЛЯ ПЕРЕМЕЩЕНИЯ ДЕТАЛЕЙ | 1973 |
|
SU407720A1 |