1
Изобретение может быть отнесено к (различным областям промышленности, связанным с м еханичеокой обработкой деталей, и представляет собой тран.спо-ртирующее устройство для перемещения деталей по технологическим позициям.
Известен транспортер для перемещения деталей к инструментальным толовкам рабочих позиций, выполненный в ВИде бесконечной цепи со средствами для базирования деталей.
Предлагаемый Т1ранспортер отличается тем, что с целью использования эталонных отверстий детали для ее точной установки на рабочей 1ПОЗИЦИИ средства для базирования выполнены в виде подпружинен-ных фиксаторов, щарнирпо связанных с И1нструментальными головками.
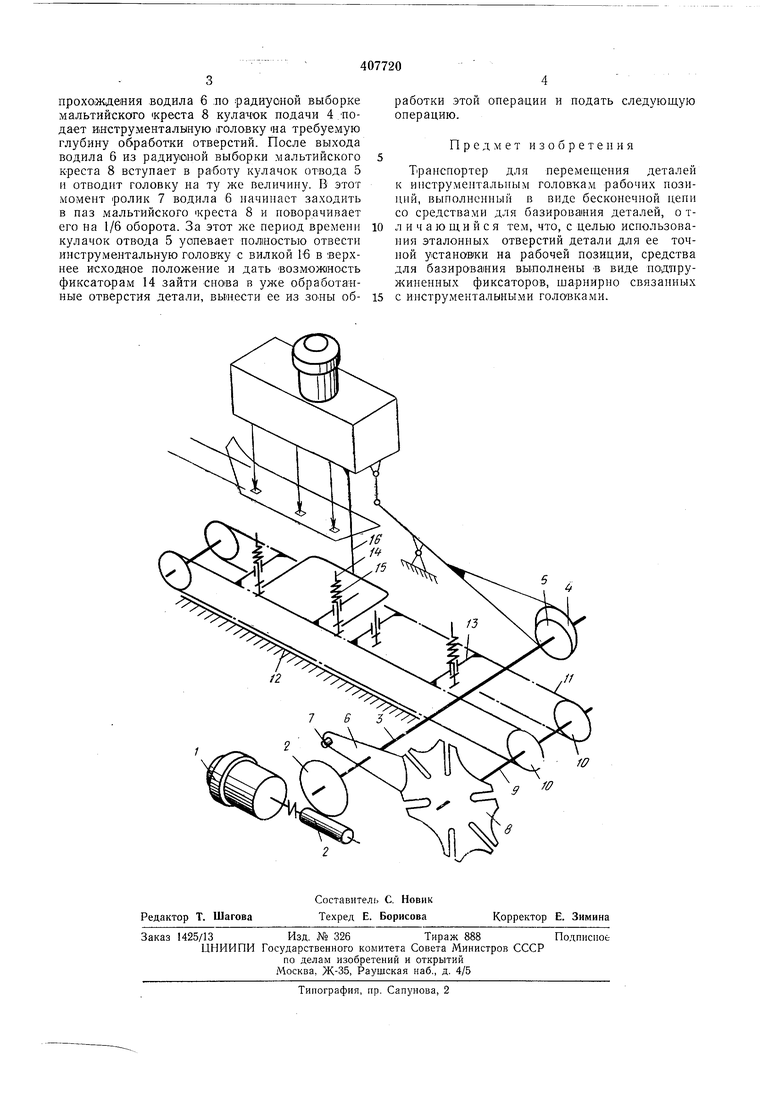
На чортеже изображена кинематическая схе.ма транспортера.
Транспортер монтируется внутри станины станка или линии и состоит из электропривода 1, редуктора 2 с выходным валом 3, кулачка подачи 4 многоцти1нделы ой головки, .кулачка ее отвода 5, водила 6 с роликом 7, мальтийского креста 8, вала 9, -ведущих звездочек 10 двух гибких звеньев 11, например, втулочно-роликовых цепей, уложенных на прямолинейные направляющие 12. Гибкие звенья 11 соединены жестко стяжками 13, в центральных отверстиях которых установлены
фиксаторы 14, подпружиненные на стяжки 13 пружинами сжатия 15 и выводимые в процессе обработки из отверстий детали вилкой 16, жестко связанной с инструментальной головкой станка или автоматической линии.
Работает транспортер следующим образом. От электропривода 1 через |редуктор 2 с выходным Валом 3 и ведущее водило 6 движение периодичеоки передается на мальтийский
крест 8 с 1валом 9, приводящим во вращение звездочки 10, ведущие гибкие звенья 11 с фиксаторами 14, подпружиненными пружинами 15. При движении гибких звеньев 11 начинается на ходу или в момент обработки
отверстий загрузка деталей на фиксаторы 14.
В .конце подачи деталей из зоны загрузки
в зону обработки ролик 7 выходит из паза
мальтийского креста 8. В этот момент кулачок
подачи 4 начинает быстрый шодвод инструментальной головки, упоры которой прижимают деталь к направляющим, а жестко связанная с нею вилка 16 выводит фиксаторы 14 из обрабатываемых отверстий детали, сжимая пружины 15. При дальнейщем вращении
вала 3 водило 6 заходит радиусным концом в радиусную выборку мальтийского креста 8, чем жестко фиксирует его положение.
Одна из деталей оказывается сцентрированной от1носительно инструментальной головки
станка или автоматической линии. За время
| название | год | авторы | номер документа |
|---|---|---|---|
| Многопозиционный станок | 1987 |
|
SU1454652A1 |
| Полуавтомат для обработки деталей типа полусфер | 1972 |
|
SU477826A1 |
| ПАТЕИТМ- ч л 5 11 iI *'— i"^ ТЛНаЧЕСЕАв ^""^ •I | 1970 |
|
SU262593A1 |
| АВТОМАТИЧЕСКАЯ РЕВОЛЬВЕРНАЯ ГОЛОВКА | 1990 |
|
RU2035268C1 |
| Многопозиционный, многошпиндельный полуавтоматический станок карусельного типа | 1960 |
|
SU139898A1 |
| Механизм для прерывистого вращения рабочего объекта | 1978 |
|
SU1010360A1 |
| Станок для снятия заусенцев с внутренних поверхностей цилиндрических деталей | 1983 |
|
SU1113215A1 |
| Поворотно-делительный стол | 1980 |
|
SU912477A1 |
| Многопозиционный станок для обработки зубчатых колес | 1987 |
|
SU1618531A1 |
| Вертикальный многошпиндельный станок | 1990 |
|
SU1722701A1 |
