Изобретение относится к области порошковой металлургии, в частности, -к устройствам для прессования :;юрошковых материалов.
Известное устройство для прессования, например, втулок, содержащее «одвижные пуансоны, стержни, раоположбн-ные в -цилиндрических отверстиях пуа.нсонов, и средства для блокирования и регулирования стержней и пуа-нсонов, имеет относительно большое количество деталей, движун ихся относительно друг друга, что -приводит к значительному износу контактирующих поверхностей и уменьшает размерную точность прессуемых деталей.
Предлагаемое устройство Позволяет обеспечитьпрессование равноплотных изделий с высокой размерной точяостью.
Это достигается тем, что устройство снабжено формовочной доской с одной или несколькими формовочными лолостями и Приводом независимого перемеп1,ения луансонов и стерж-ней, двигающихся внутри луансонов.
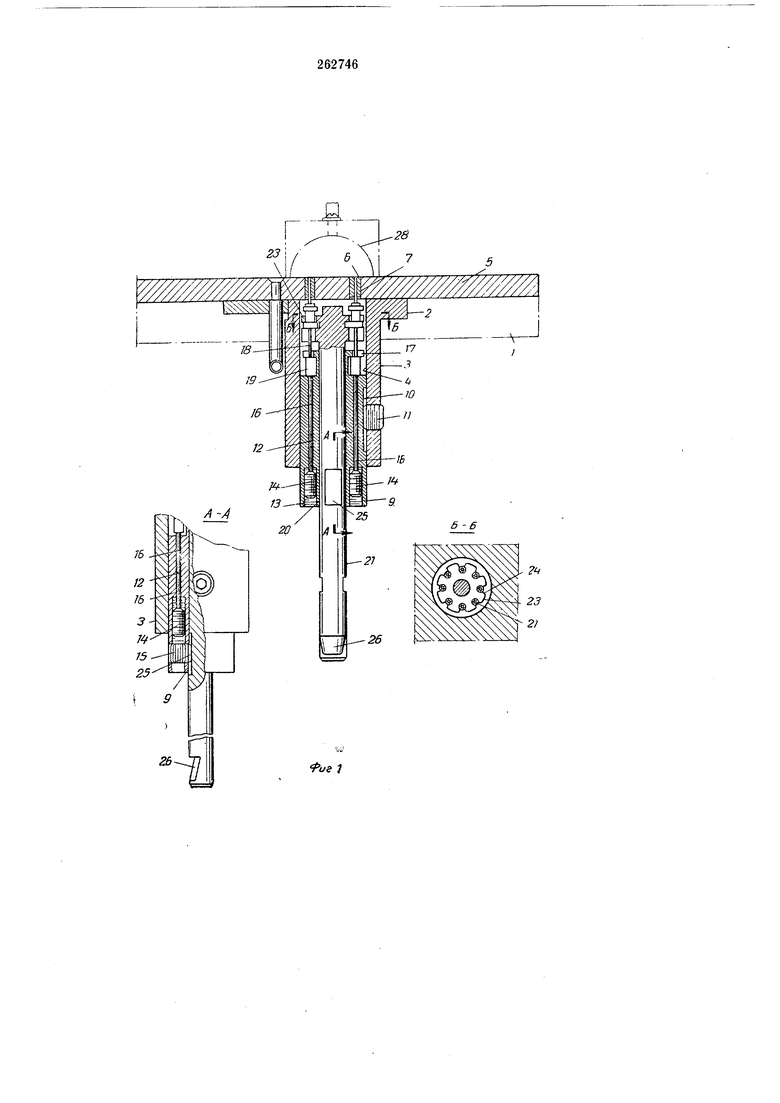
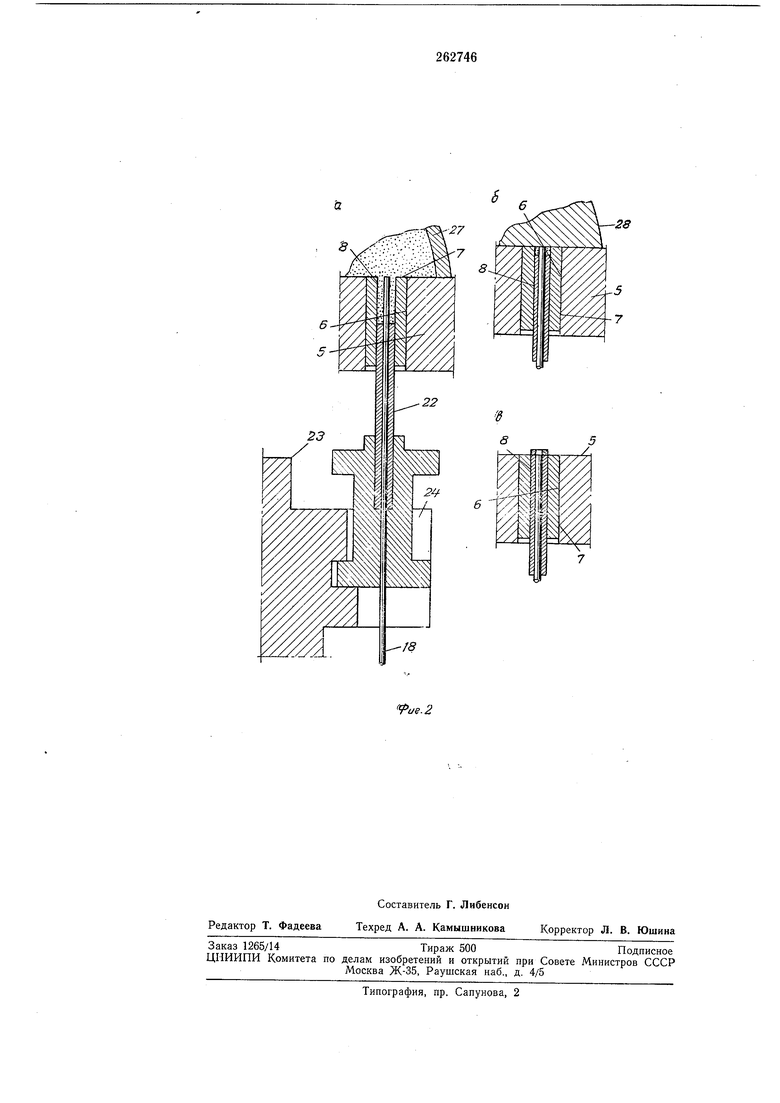
На фиг. 1 локазан разрез предлагаемого устройства с -матрицей, установленной над формовочными Полостями; на фиг. 2 - то же, в различных -положениях (а - в .момент заполнения формовочной лолости, б - в -положении .прессования, в - в положении выталкивания спресованной детади).
Пресс (на чертеже не показан) содержит стол 1 с отверстием 2, в котором расположен цилиндрический корпус 3 -предложенного формовочного устройства с аксиальным отверстием 4. Поверх корпуса 3 расположена формовочная доока 5 с плоской (.предпочтительно) верхней -поверхностью, прикрепленная любым способом к верхней поверхности стола 1 и к iKOpnycy 3 формовочного устройства. Ось отверстия 4 корпуса 5 -перпендикулярна верхней поверхности формовочной доски 5. В формовочной доске 5 расположены параллельно и на одинаковом расстоянии друг от друга отверстия 6, например, по кругу, центр которого находится на оси отверстия 4. В каждом отверстии 6 расположена втулка 7, например, из твердого карбидного материала, верхний конец которой находится вровень с верхней поверх.ностью доски 5, а .нижний конец расположен заподлицо с нижней поверхностью доски 5. В каждой из втулок 7 имеется аксиальное отверстие 8, перпендикулярное к верхней Поверхности формовочной доски 5. В отверстии 4 -корпуса 3 кулисно смонтирована цилиндрическая деталь 9, -плоская часть 10 которой соприкасается с регулировочным -винтом 11, установленным в корпусе 3. В стенке цилиндра детали .9 продольно расположены
отверстия 12, в каясдом из Которых в ниж-ней части имеется резьба 13, по которой перемещается регулировочный .винт 14. Все отверсти51 12 идентичны, кроме одного, более «ороткого, в которое входит регулируемый винт 15. В каждом из отверстий 12 расположен стержень 16, имеющий возможность кулисно .перемещаться в отверстии. В верхней части детали .9 проделано несколько радиальных каналов 17. В каждом из каналов 17 вертикально расположен стержень 18, нижний конец 19 которого имеет больщий диаметр. Диаметр стержней 18 соответствует диаметру отверстия в прессуемом изделии. В детали 9 проделано аксиальное отверстие 20, в котором, кулисно смонтирована опора 21 пуансонощ 22, верхний конец 23 которой несколько ущирен и в нем проделан ряд .радиальных канавок 24; имеется плоская поверхность 25. Внешний диаметр пуансонов 22 обеснечивает плотную подгонку их к внутреннему диаметру втулок 7, а внутренний диаметр отверстия в пуансоне подогнан к 1внешнему диаметру стержней 18. На нижнем конце опоры 21 1пуансонов 22 имеется насечка 26, обеопечивающая сцепление опоры 21 с приводом (на чертеже не показан), сообщающим ей возвратно-поступательное движение во время .различных стадий цикла Прессования.
Для прессования формовочное устройство устанавливают на пресс и-.нижний конец опоры пуансонов соединяют с приводом, сообщающим опоре возвратно-лостутаательное движение :во время различных стадий цикла inpecсования, когда регулируемый винт 15 находится в рабочем положении.
Порощок из бункера 27, располагаемого «ад отверстиями втулок 7, заполняет лолОсти, ограниченные отверстиями 8 и верхними концами пуансонов 22. Когда полость заполнена порощком, пуапсоны 22 слегка передвигают вверх, чтобы вытолкнуть избыточ.ный порощок. Затем бункер 27 удаляют, |И верхнюю .поверхность формовочной доски 5 очищают от избыточного порощка за счет поперечного передвижения бункера 27 ло ее внешней поверхности. Над за.полнбнньши порощ-ком формовочными .полостями устанавливают -прижим 28, а опору 21 луансонов 22 .передвигают так, чтобы подтолкнуть пуансоны вверх и прижать порощок, находящийся в полостях, к прижиму 28, прессуя издел ие. Затем прижим 28 убирают и движением вверх пуансонов 22 выталкивают спрессованное изделие из формовочной полости на внешнюю лаверхность формовочной доски 5, откуда их лереносят к месту хранения.
Нри износе .рабочих ловерхностей фор.мовочного устройства его снимают с пресса и щлифуют формовочную доску 5, предварительно отпустив винт 11. Благодаря этому стержни 18 и пуансоны 22 щлифуются одновременно с
форлшБОчной доской. Это позволяет восстанавливать пригодность формовочного устройства для дальнейшей работы, не разбирая его. Благодаря лаличию в предлагаемом формовочном устройстве сравнительно небольшого числа подвиЖ|Ных деталей, перемещение которых требует регулирования, обеспечивается высо1кая размерная точность изготовления спрессованных изделий.
Г1редмет изобретения
Устройство для лрессования порошковых матер.иалов, содержащее лодвиж-ные луансоны, стержни, расположенные в цилиндрических отверстиях .пуансонов, и .средства для блокирования и регулирования стержней и пуансонов, отличающееся тем, что, с целью лрессования равиоплотных изделий с высокой раз.мерной точностью, устройство снабжено формовочлой доской с одной или несколькими формовочными полостями и .приводом независимого перемещения .стержней и луансо-нов.
fus 1

| название | год | авторы | номер документа |
|---|---|---|---|
| ПРЕСС ДЛЯ ИЗГОТОВЛЕНИЯ ИЗДЕЛИЙ ИЗ ПОРОШКА | 1971 |
|
SU303761A1 |
| УСТРОЙСТВО ДЛЯ ПРЕССОВАНИЯ ПОРОШКООБРАЗНЫХМАТЕРИАЛОВ | 1971 |
|
SU306613A1 |
| ФОРМОВОЧНОЕ УСТРОЙСТВО | 1973 |
|
SU383248A1 |
| ЗАЖИМНОЕ УСТРОЙСТВО | 1973 |
|
SU370795A1 |
| УСТАНОВКА ДЛЯ ПРЕПОДАВАНИЯ | 1970 |
|
SU262742A1 |
| УСТАНОВКА ДЛЯ ЦЕНТРОБЕЖНОГО ФОРМОВАНИЯ СТЕКЛОИЗДЕЛИЙ | 1972 |
|
SU358831A1 |
| ШТАМП ДЛЯ ГЛУБОКОЙ ВЫТЯЖКИ ИЗДЕЛИЙ ИЗ ЛИСТОВОЙ ЗАГОТОВКИ | 1973 |
|
SU404204A1 |
| ДИСКОВЫЙ ТОРМОЗ | 1972 |
|
SU349195A1 |
| АППАРАТ ДЛЯ МАГНИТНОЙ МАРКИРОВКИ ПОЛОСОВОГО МАТЕРИАЛА | 1972 |
|
SU342325A1 |
| УСТРОЙСТВО ДЛЯ СМЕШИВАНИЯ И ОКОМКОВАНИЯ МЕЛКОЗЕРНИСТЫХ МАТЕРИАЛОВ | 1973 |
|
SU382298A1 |