Изобретение относится к области металлургии, в частности к индукционным канальным печам для плавления, хранения и электромагнитной разливки сплавов из печи.
Известна индукционная канальная печь, в которой при помощи дополнительного электромагнита, охватывающего место пересечения центрального и боковых каналов, создается направленное движение металла в каналах печи. Это движение используется для перемешивания сплава в печь и для его подачи из нее по сливному металлопроводу, присоединяемому к центральному каналу иечи. Однако при использовании этой печи для сплавов, у которых вредные примеси, образуемые в процессе плавления, имеют больший удельный вес, чем жидкий металл, возникают значительные трудности, поскольку отбор металла из ванны происходит через боковые каналы, устья которых находятся в дне печи. Осевший шлак захватывается потоком металла в каналы, что приводит к загрязнению выплавляемого металла и забиванию каналов печи.
Описываемая печь отличается тем, что она снабжена надставками в виде стаканов с отверстиями, надетых коаксиально на вертикальные трубопроводы, установленные на боковых каналах печи. Это исключает загрязнение сливаемого металла и каналов печи неметаллическими включениями.
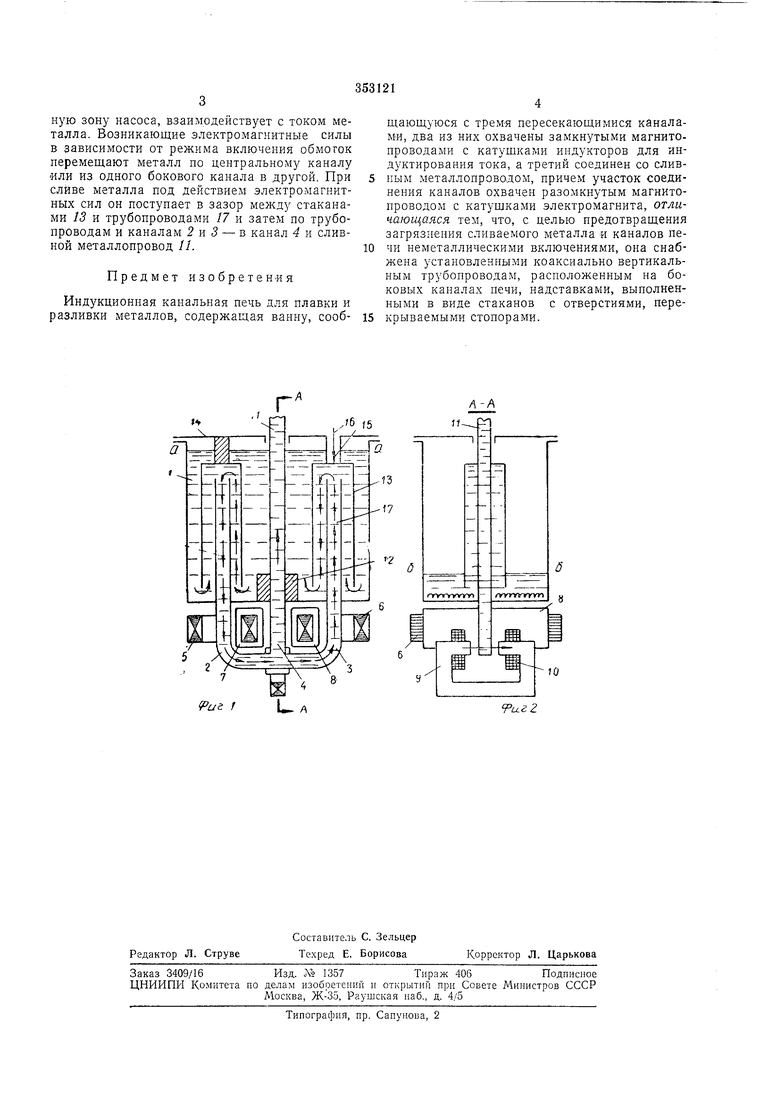
На фиг. 1 представлена печь, продольный разрез; на фиг. 2 - разрез но А-А на фиг. 1.
Печь имеет ванну 1, к нижней части которой примыкают два боковых канала 2 и 5 и центральный канал 4. Каналы охватывают стержни замкнутых магнитопроводов 5 и 6 индуктора печи с расположенными на них обмотками
7и 8. Участок соединения каналов 2, 3 и 4 расположен в зазоре электромагнита 9 с обмотками W. К устью канала 4 присоединен сливной металлопровод // через токопроводящую втулку 12. Стаканы 13 могут крепиться к крышке 14 печи и сниматься вместе с ней.
8дне стаканов вынолнены отверстия 15, перекрываемые стонором 16.
Верхний край стаканов располагается несколько ниже максимального уровня металлов в печи (см. чертеж, линия а-а), а нижний - несколько выше зоны скопления шлама
(с.м. чертеж, линия б-б).
Установка заполняется металлом до уровня а-а при снятых стаканах 13. Остатки воздуха из стаканов удаляются через отверстия }5, которые затем перекрываются стопором 16.
При включении обмоток индуктора в сеть переменного тока в металле, занолняющем каналы печи, индуктируются токи, подогревающие его. При включении обмотки 10 электроД1агнита в сеть неременного тока создается
ную зону насоса, взаимодействует с током металла. Возникающие электромагнитные силы в зависимости от режима включения обмоток перемещают металл по центральному каналу «ли из одного бокового канала в другой. При сливе металла под действием электромагнитных сил он поступает в зазор между стаканами 13 и трубопроводами /7 и затем по трубопроводам и каналам 2 и 5 - в канал 4 и сливной металлопровод //.
Предмет изобретения
Индукционная канальная печь для плавки и разливки металлов, содержащая ванну, сообщающуюся с тремя пересекающимися каналами, два из них охвачены замкнутыми магнитопроводами с катущками индукторов для индуктирования тока, а третий соединен со сливным металлопроводом, причем участок соединения каналов охвачен разомкнутым магнитопроводом с катущками электромагнита, отличающаяся тем, что, с целью предотвращения загрязнения сливаемого металла и каналов печи неметаллическими включениями, она снабжена установленными коаксиально вертикальным трубопроводам, расположенным на боковых каналах печи, надставками, выполненными в виде стаканов с отверстиями, перекрываемыми стопорами.
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для разливки металла | 1981 |
|
SU1014650A1 |
| Индукционная канальная печь и способ плавки металла | 1977 |
|
SU965319A2 |
| Индукционная канальная единица | 1982 |
|
SU1049729A1 |
| Индукционная канальная печь для плавления,обработки и разливки жидкого металла | 1983 |
|
SU1072574A1 |
| УСТРОЙСТВО ДЛЯ ТРАНСПОРТИРОВКИ ЖИДКОГО МЕТАЛЛА | 1990 |
|
RU1688767C |
| СПОСОБ НАГРЕВА ЖИДКОГО МЕТАЛЛА И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2022 |
|
RU2831575C2 |
| ИНДУКЦИОННАЯ КАНАЛЬНАЯ ПЕЧЬ | 1973 |
|
SU423999A1 |
| ИНДУКЦИОННАЯ КАНАЛЬНАЯ РАЗДАТОЧНАЯ ПЕЧЬ | 1988 |
|
RU2007682C1 |
| Способ плавки и разливки металла магнитодинамическим насосом | 1986 |
|
SU1444968A1 |
| АГРЕГАТ ДЛЯ ВНЕПЕЧНОЙ ОБРАБОТКИ МЕТАЛЛИЧЕСКОГО И ШЛАКОВОГО РАСПЛАВОВ | 1999 |
|
RU2172456C1 |
Г
4
7
UA Г
Л-Л
рп
гггттгт
rm-vYfrrt
10
