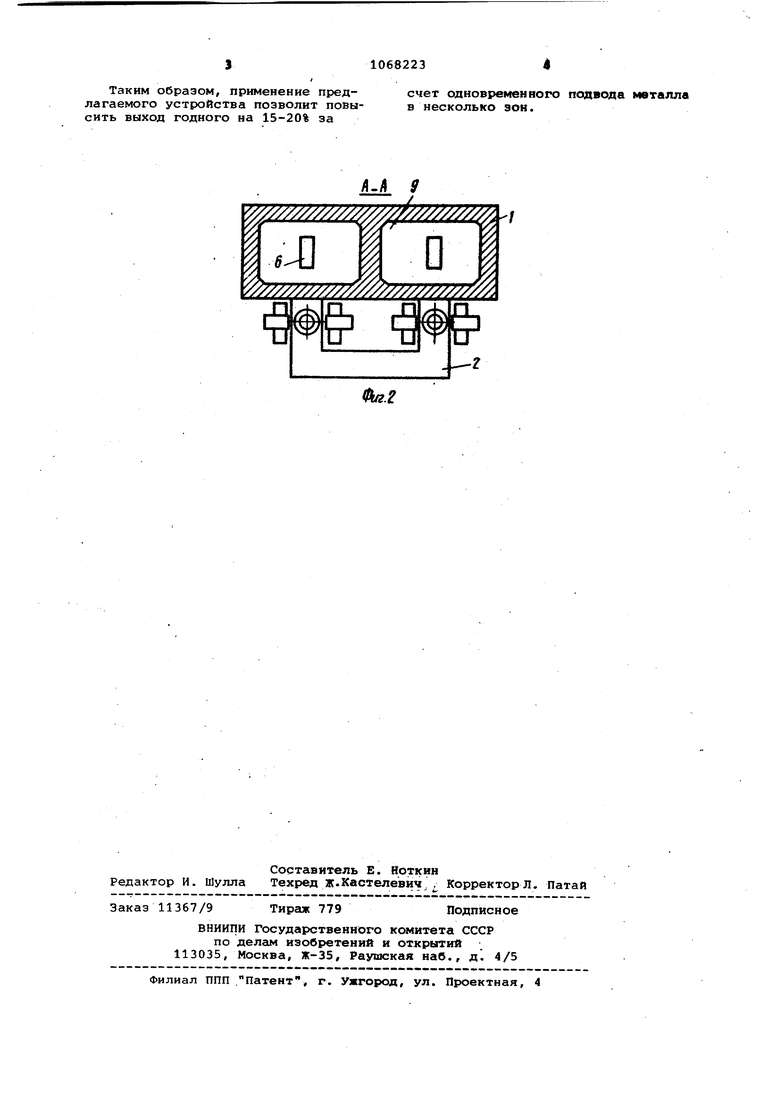
Изобретение относится к литейном производству, а именно к оборудованию для получения отливок под элект ромагнитным .Давлением. Известны устройст&а для литья под электромагнитным давлением, вклгочаквдие тигель для металла, инду ционный насос, металлопровод и лите ную-форму fI3 и С23. Недостатксни устройства С1 J является малая надежность при работе с высокотемпературньми сплавами. Это обусловлено тем, что используемый плоский линейный индукционный насос имеет низкие значения коэффициента мощности и плотности тока и не обеспечивает поддержание технологической температуры заливки мета лов с высокой температурой плавлени Вертикальное расположение канало магнитодинамического насоса 2 уве линивает высоту расположения литейных форм и вызывает неудобства обсл живания при пополнении тигля установки расплавом, так как литейная форма находится над тиглем. Наиболее близкой к изобретению по технической сущности является установка для литья под электромагнитным давлением, содержащая тигель с Л-образным каналом, электромагнитом и металлопроводом, сочлененным. одним концом с каналом печи, а другим - с литейной формой З. Недостаток известного устройства состоит в том, что на П-образном канале одновременно смонтированы индуктор и электромагнит, вследстви чего на нем не может быть установлен больше,чем один металлопровод. Это не позволяет производить заливк крупногабаритных тонкостенных отливок, для которых необходим подвод металла в две и более зоны полости литейной формы. . Целью изобретения является расши рение технологических возможностей устройства. Поставленная цель достигается тем, что устройство для литья под электромагнитным давлением, включающее тигель, горизонтальный П-образ ный канал с электромагнитом, металлопровод, соединенный одним концом с П-образным каналом, а дфугим - с литейной формой, снабжено дополнительным П -обраэнш каналом, расположенным на подовой или боковой сте ке тигля, и неэлектррпроводной пере городкой, установленной в тигле меж устьями каждого из каналов в плоско ти, перпендикулярной к плоскостям обоих каналов, а индуктор установле на дополнительном канале. Устройство позволяет создать условия для заливки и питания отливок через несколько металлопроводов причем количество металлопроводов с электромагнитами равно количеству зон подвода металла в полость литейной формы. Это обеспечит возможность отливки крупногабаритных тонкостенных изделий, которые можно получить только при подводе жидкого металла в несколько зон полости формы. На фиг. 1 дана схема устройства; на фиг. 2 - сечение А-А на фиг. 1. Устройство для литья под электромагнитным давлением включает тигель 1 для жидкого металла, горизонтальный Я-образный канал 2 с расположенными на нем металлопроводами 3. Зоны соединен ий канала 2 с металлопроводами 3 находятся в зазоре электромагнитов 4 с катушками,5. Дополнительный П-образный вертикальный канал б, сообщающийся с тиглем 1, охвачен индуктором 7 с катушкой 8. В тигле 1 между устьями каналов 2 и 6 в плоскости, перпендикулярной к плоскостям обоих каналов, установлена сплошная неэлектропроводная огнеупорная перегородка 9. Металлопроводы 3 верхними концами соединены с литейной формой 10. Устройство работает следующим образом. В тигель 1 и сообщающиеся с ним каналы 2 и б заливают жидкий металл. Катушку 8 индуктора 7 включают в сеть переменного тока. В витке жидкого металла, замыкающемуся по контуру вертикальный канал левая половина тигля - горизонтальный канал - прадая половина тигля вертикальный канал, индуктируется электрический гок. Неэлектропроводная огнеупорная перегородка 9 обеспечивает замыкание электрического тока через горизонтальный П-образный канал по контуру. Магнитный поток, возбуждаемый в зазоре электромагнитов 4 при включении в сеть катушек 5, взаимодействует с током, протекающим в канале 2, и создает электромагнитную силу. Под воздействием этой силы металл из тигля поступает по металлопроводам 3 в литейную форму 10. В предлагаемом устройстве канал с индуктором используют для создания электрического тока, а П-образный горизонтальный канал - для создания электромагнитной силы. -Причем количество металлопроводов не лимитировано местом размещения индуктора на канале. Наличие нескольких металлопроводов позволяет производить заливку и питание в несколько зон литейной формы. Подвод металла в несколько зон для получения крупногабаритных отливок позволяет избежать применения коллектора в литниковой системе, что повышает выход годного.
Таким образом, применение предлагаемого устройства позволит повысить выход годного на 15-20% за
счет одновремемйогс подвода металла в несколько зон.
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для литья под электромагнитным давлением | 1983 |
|
SU1118481A1 |
| Способ получения отливок | 1987 |
|
SU1713731A1 |
| Установка для литья под электромагнитным давлением | 1990 |
|
SU1724429A1 |
| Установка для литья под низким электромагнитным давлением | 1986 |
|
SU1419801A1 |
| Индукционная печь | 1971 |
|
SU515926A1 |
| Индукционная печь | 1979 |
|
SU866396A1 |
| Устройство для литья под электро-МАгНиТНыМ дАВлЕНиЕМ | 1979 |
|
SU835630A1 |
| Магнитодинамическая установка | 1988 |
|
SU1618499A1 |
| ИНДУКЦИОННАЯ КАНАЛЬНАЯ ПЕЧЬ | 1970 |
|
SU431230A1 |
| Установка для литья под электромагнитным давлением | 1980 |
|
SU944779A1 |
УСТРОЙСТВО ДЗИ ЛИТЬЯ ПОД ЭЛЕКТРОМАГНИТНЫМ ДАВЛЕНИЕМ включа.ющее тигель,, горизонтальный П-образный канал с электромагнитом, металлопровод, соединенный одним концом с П -o6pa3Kb5vi каналом, s другим Слитейной формой,, о т л и ч а ющ е е с я тем, что, с целью расширения технологических Есзможностей устройства, оно снабжено пополнктельньш П -образным каналом.. р гп:-:ложенным на подовой или боковой стенке тигля г и нгзлектропроводной перегородкой, устакоЕлекной в между устьями калшого кг плоотсости. парпеь;дккуляркой к костям обоих каналов; а ккдукг; :установлен на. допслннтельног: 00
77/7// ////7.
,,,,,, ,„,1
У/77/7//////// //////////////7А
Л.Л 3
I
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
| Лот | 1935 |
|
SU44806A1 |
| Аппарат для очищения воды при помощи химических реактивов | 1917 |
|
SU2A1 |
| Машина для добывания торфа и т.п. | 1922 |
|
SU22A1 |
| Переносная печь для варки пищи и отопления в окопах, походных помещениях и т.п. | 1921 |
|
SU3A1 |
| Авторское свидетельство СССР по заявке № 2922662/22-02 | |||
| кя | |||
| Машина для добывания торфа и т.п. | 1922 |
|
SU22A1 |
