1
Известно большое количество приемов, направленных как на повышение сварки, так и на уменьшение перегрева околошовной зоны. Приемы уменьшения перегрева околошовной зоны следуюш,ие: дозирование подачи мош,ности, которая дает возможность регулировать тепловложение при электрошлаковой сварке, многослойная шлаковая сварка, которая использует известные преимуш.ества многослойной автоматической сварки. Перечисленные приемы дают возможность регулировать тепловложение и не перегревать околошовную зону, т. е. повышают качество сварного соединения.
По авт. св. № 264566 известны приемы, когда сварку ведут с холодными присадками в виде металлических пластин. Однако этими приемами не достигаются высокие ме.ханические свойства металла шва, для них характерно наличие круинозернистой структуры в шве и околошовной зоне, кроме того, для применения этих способов требуется сложная сварочная аппаратура, требуются дозаторы, усложняется подаюш,ий механизм.
Для увеличения производительности процесса и улучшения качества за счет уменьшения перегрева основного метал.та в качестве металлических пластин используют порошковую ленту.
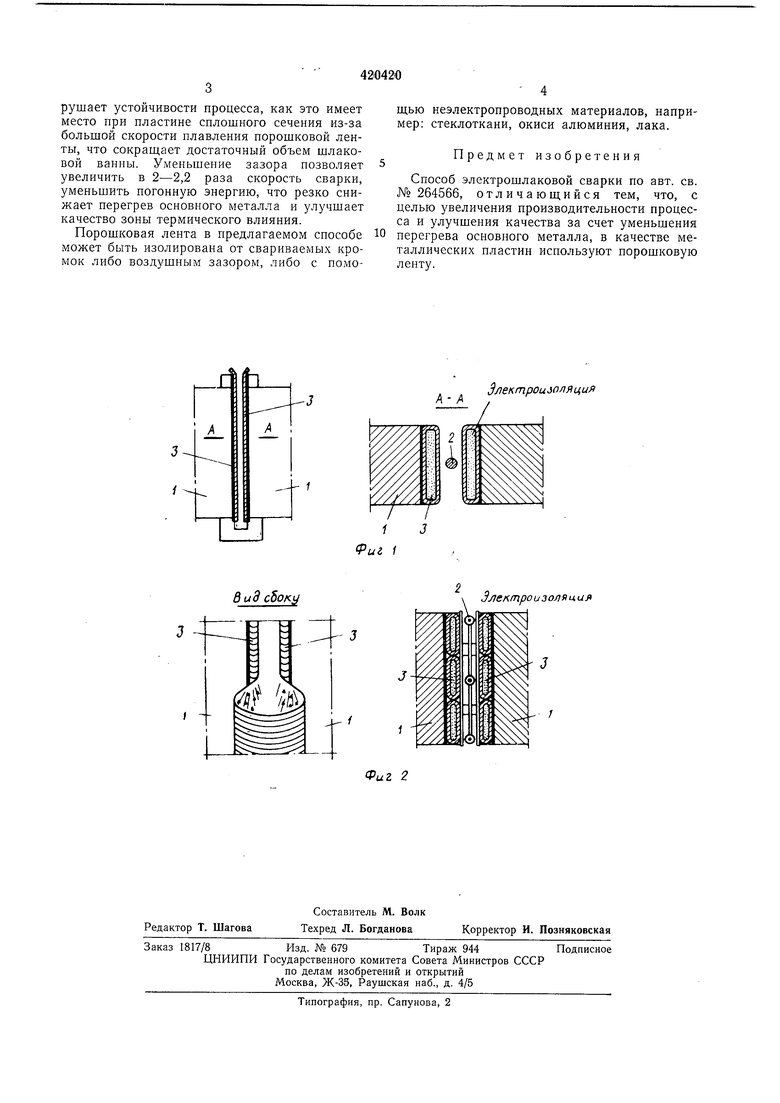
Па фиг. 1 показан способ введения микрохолодильника на границу твердого и жидкого металла при толщине не более 50 мм (в 2-х проекциях); на фиг. 2 - способ введения микрохолодильников при толщине свариваемого
металла более 50 мм (в 2-х проекциях), где 1 - свариваемые кромки, 2 - электрод, 3 - порошковая лента.
К кромкам изделия крепится порошковая лента или паста, которая электрически изолирована от свариваемых кромок. Паста состоит в основном из железного порошка, в который входят легирующие добавки, а также модифицирующие элементы (например, цирконий, церий). Металлические порошки выполняют роль микро.холодильников, которые не допускают перегрева околошовной зоны, а также выполняют роль донолнительных центров кристаллизации, что резко измельчает литую структуру металла шва. Мнкрохолодильиики вводятся непосредственно в зону илавления основного металла, что дает эффект охлаждения околошовиой зоны. По мере заполнения сварочного зазора присадочным металлом происходит доиолнительная непрерывная подача холодного порошка (микрохолодильннков) на границу твердого и жидкого металла.
Электрошлаковая сварка с применением порошковой ленты позволяет вести процесс на
зазорах 10-12 мм. Уменьшение зазора не нарушает устойчивости процесса, как это имеет место при пластине сплошного сечения из-за большой скорости плавления порошковой ленты, что сокращает достаточный объем шлаковой ванны. Уменьшепие зазора позволяет увеличить в 2-2,2 раза скорость сварки, уменьшить погонную энергию, что резко снижает перегрев основного металла и улучшает качество зоны термического влияния.
Порошковая лепта в предлагаемом способе может быть изолирована от свариваемых кромок либо воздушным зазором, либо с помош,ью неэлектропроводных материалов, например: стеклоткани, окиси алюминия, лака.
Предмет изобретения
Способ электрошлаковой сварки по авт. св. №264566, отличающийся тем, что, с целью увеличения производительности процесса и улучшения качества за счет уменьшения перегрева основного металла, в качестве металлических пластин используют порошковую ленту.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ЭЛЕКТРОШЛАКОВОЙ СВАРКИ | 1972 |
|
SU338328A1 |
| Способ вертикальной сварки открытой дугой | 1980 |
|
SU927441A1 |
| ПЛАСТИНЧАТЫЙ ЭЛЕКТРОД ДЛЯ ЭЛЕКТРОШЛАКОВОЙСВАРКИ | 1970 |
|
SU261613A1 |
| Способ электрошлаковой сварки плавящимся мундштуком | 1988 |
|
SU1593851A1 |
| Способ многослойной электрошлаковой сварки | 1990 |
|
SU1756074A1 |
| СПОСОБ ЭЛЕКТРОШЛАКОВОЙ СВАРКИПАТЕНТШ-]1Х^:л'Т .-•?!БИБЛИО--'КЛ I | 1970 |
|
SU264566A1 |
| Конструкция стыка для сварки с остающейся накладкой | 1981 |
|
SU977127A2 |
| СПОСОБ ЭЛЕКТРОШЛАКОВОЙ СВАРКИ | 1970 |
|
SU274279A1 |
| СПОСОБ ЭЛЕКТРОШЛАКОВОЙ СВАРКИ | 1971 |
|
SU318442A1 |
| Способ электрошлаковой сварки | 1977 |
|
SU927452A1 |
А :
J
/
Злек.троилоляи,ия
А-/(
Вид с5оку
Злеи1произоляи,а}
