Известны печи с роликовым подом, имеющие электропривод рольганга, при котором покачивание изделий в печи производится многократным реверсированием электродвигателей роликов. Недостатки этих печей в малой скорости транспортирования рольганга и осуществлении покачивания с помощью многократного реверсирования электродвигателя, что вызывает -перерасход элекгроэнергии и понижает надежность электропривода.
Предлагаемый привод рольганга отличается от известных тем, что редуктор привода покачивания в нем соединен с дифференциальным редуктором -привода транспортирования с помощью рычажно-кривошипного механизма, передающего вращение на трансмиссионный вал рольганга.
Применение двух взаимодействующих приводов позволяет осуществлять покачивание изделий без многократного реверсирования электродвигателя.
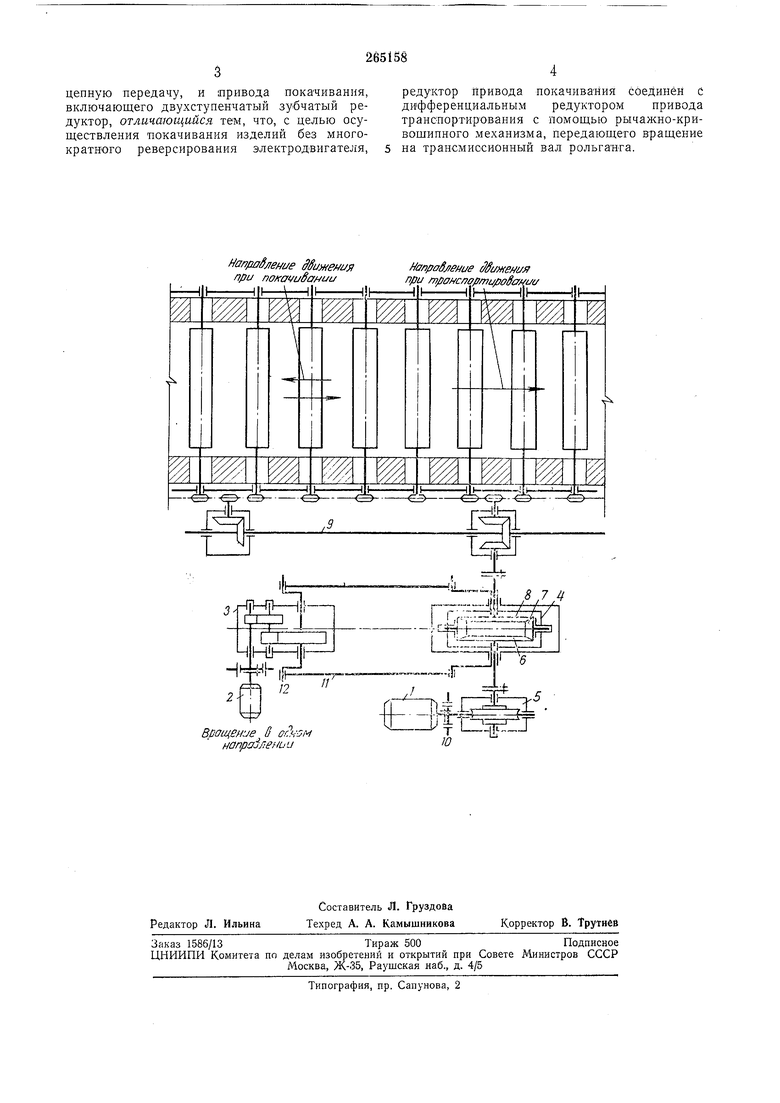
На чертеже показан описываемый привод.
При задаче и выдаче труб из лечи включается электродвигатель 1 привода транспортирования. Электродвигатель 2 механизма покачивания, редуктор 3 и кривошипы подвижного корпуса дифференциального редуктора 4 при этом заторможены. Вращение от электродвигателя через редуктор 5 передается на коническое колесо 6 и далее через сателлит 7 на
коническое колесо 5. Последнее связано с трансмиссионным валом рольганга 9. При покачивании труб В печи тормозом 10 заторможен электродвигатель 1 механизма транспортирования и связанное с ним большое коническое колесо 6. Электродвигатель 2 механизма покачивания через редуктор 3 и шарнирный четырехзвенник 11 сообщает кривошипам подвижного кориуса дифференциального редуктора 4 возвратно-вращательное движение. Сателлиты 7, обкатываясь по неподвижному коническому колесу 6, приводят в возвратновращательное движение коническое колесо 8 и связанный с ним трансмиссионный вал рольГанга 9 оечи. При повороте кривошипов подвижного корпуса дифференциального редуктора на 90° большое коническое колесо 8 и трансмиссия рольганга 9 совершают поворот на 180°. Нх угловая скорость при этом изменяется в зависимости от угла поворота кривошипа 12 но синусоидальному закону. Плавное изменение скорости предотвращает разбрасывание труб «3 пакета по длине печи.
Предмет изобретения
Привод рольганга печи для термообработки труб, состоящий из привода транспортирования, включающего первичный, дифференциальный, конический зубчатый редукторы и 3 цепную передачу, и привода покачивания, включающего двухступенчатый зубчатый редуктор, отличающийся тем, что, с целью осуществления покачивания изделий без многократного реверсирования электродвигателя,5 4 редуктор привода нокачиваНия соединён с дифференциальным редуктором привода транспортирования с помощью рычажно-кривошинного механизма, передающего вращение на трансмиссионный вал рольганга.
| название | год | авторы | номер документа |
|---|---|---|---|
| УСТАНОВКА ДЛЯ ХИМИЧЕСКОЙ ПОЛИРОВКИ СТЕКЛОИЗДЕЛИЙ | 1972 |
|
SU330122A1 |
| АВТОМАТИЧЕСКАЯ ПОТОЧНАЯ ЛИНИЯ ДЛЯ ФОРМОВАНИЯ И ВУЛКАНИЗАЦИЯ ПОКРЫШЕК | 1969 |
|
SU243817A1 |
| ПРИВОД РОЛЬГАНГА ПЕЧИ | 1970 |
|
SU259109A1 |
| Печь для термической обработки изделий | 1978 |
|
SU836153A1 |
| Перекладыватель позиционный дляпЕРЕдАчи длиННОМЕРНОгО пРОКАТА | 1979 |
|
SU822941A1 |
| УСТРОЙСТВО ДЛЯ ПОДАЧИ ЗАГОТОВКИ К ПРОКАТНОМУ СТАНУ | 2005 |
|
RU2294254C2 |
| МАШИНА ДЛЯ ОБВЯЗКИ ПРОВОЛОКОЙ ПАКЕТОВ | 1967 |
|
SU200479A1 |
| МОСТОВОЙ КРАН | 1969 |
|
SU248935A1 |
| ОПРОКИДЫВАТЕЛЬ ШАХТНЫХ ВАГОНЕТОК | 1973 |
|
SU369086A1 |
| АВТОМАТИЗИРОВАННАЯ ПОТОЧНАЯ ЛИНИЯ | 1971 |
|
SU298453A1 |
Направление Ж/ЛЙ«У при noffavuSanuu
Вращение В напра,
Мапрад енае (ёижешя при П7ранс/ ортц о8а и(/
