Изобретение относится к прокатному производству, а точнее к устройствам для транспортирования и передачи заготовок к прокатному стану: слитков, непрерывно-литых заготовок, трубных заготовок.
Известно устройство для подачи заготовки к прокатному стану, содержащее приводную рельсовую тележку, перемещающуюся перпендикулярно оси прокатки, и два параллельных оси прокатного стана и относительно друг друга смонтированных на раме тележки рольганга для подачи трубной заготовки непосредственно в стан (пат. США №2006336, кл. 80-13, заявл. 22.05.1933 г., опубл. 2.07.1935 г.).
Заготовка на рольганг подается рычажным перекладывателем. Рольганг на тележке установлен без возможности изменения положения по высоте.
Недостатком этого устройства является то, что может использоваться заготовка только одного типоразмера, так как подающие рольганги не имеют возможности изменять свое положение по высоте.
Наиболее близким по технической сущности является устройство для подачи заготовки к прокатному стану, содержащее приводную рельсовую тележку, горизонтальную с боковыми стенками платформу, установленную на раме тележки с возможностью изменения положения и привод перемещения тележки (авт. свид. СССР №1794519, В 21 В 39/02, заявл. 25.06.1991 г., опубл. 15.02.1993 г.).
Платформа покоится при помощи шарниров на четырех вертикальных параллельных стойках, свободно сидящих на закрепленных на раме осях. Расположенная по оси рамы платформа с заготовкой поворачивается на 180° и заготовка (слиток) укладывается на приемный рольганг прокатного стана, расположенный по оси устройства.
Недостаток известной конструкции устройства для подачи заготовки к прокатному стану заключается в том, что его технологические возможности недостаточны, так как при изменении типоразмера заготовки, укладываемой на приемный рольганг прокатного стана, для установки заготовки по оси прокатного стана требуются дополнительные устройства.
Кроме того, производительность этого устройства недостаточна, так как тележка, несущая платформу с заготовкой, передвигается по оси прокатки и, следовательно, невозможно использование нескольких нагревательных печей или заготовочных станов для обслуживания прокатного стана без дополнительных передаточных устройств.
Задача настоящего изобретения состоит в создании устройства для подачи заготовок к прокатному стану, имеющего более широкие технологические возможности и позволяющего повысить производительность стана за счет подачи заготовок разного диаметра.
Поставленная задача достигается тем, что в устройстве для подачи заготовок к прокатному стану, содержащем приводную рельсовую тележку, горизонтальную с боковыми стенками платформу, установленную на раме тележки с возможностью изменения положения и привод перемещения тележки, согласно изобретению платформа снабжена приводным рольгангом и расположена перпендикулярно оси рамы тележки, при этом одна боковая стенка платформы шарнирно закреплена на стойках, жестко смонтированных на раме тележки, вторая стенка связана с механизмом покачивания платформы, выполненным в виде передачи "винт-гайка", гайка которой внутренним зубчатым зацеплением связана с втулкой, жестко закрепленной на боковой стенке платформы и установленной с возможностью перемещения на винте, причем верхний торец гайки взаимодействует с втулкой по сферической поверхности, основание винта снабжено сферической опорой, установленной в полом валу редуктора и связанной с ним внутренним зубчатым зацеплением, а вал связан зубчатым зацеплением с неподвижно установленным на раме тележки приводом вращения винта, причем радиусы сферических поверхностей гайки и винта совпадают с радиусами разворота зубчатых зацеплений.
Такое конструктивное выполнение устройства для подачи заготовки к прокатному стану позволяет расширить его технологические возможности благодаря тому, что качание платформы позволяет поднимать и опускать заготовки в заданных пределах от номинала, не изменяя их горизонтального расположения, и, тем самым, устанавливать ось различных по диаметру заготовок по оси прокатного стана. Сферические поверхности винта и гайки позволяют винтам отклоняться от вертикального положения в любую сторону, компенсировать смещения шарниров платформы при ее качании, изменении размеров платформы в зависимости от окружающей температуры и неточности монтажа.
Для пояснения изобретения ниже приводится конкретный пример выполнения изобретения со ссылкой на прилагаемые чертежи, на которых:
на фиг.1 - изображено устройство для подачи заготовки к прокатному стану, вид спереди;
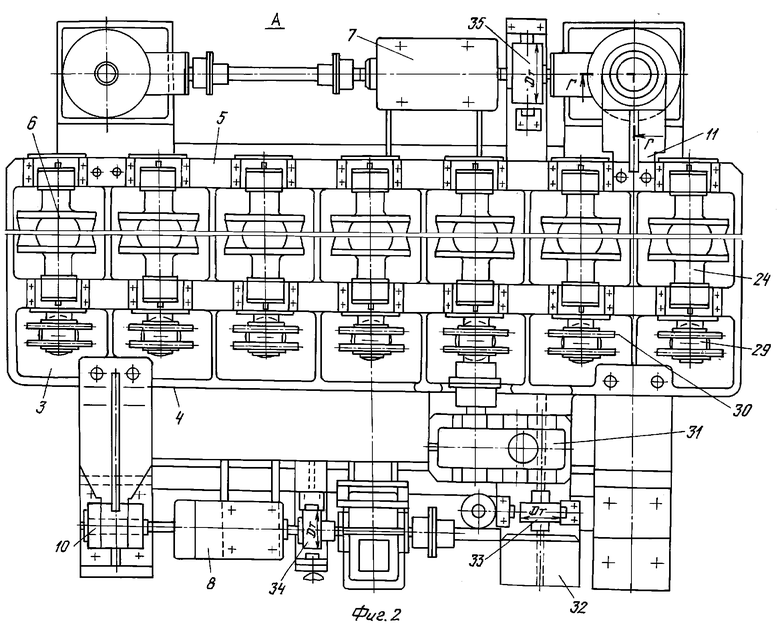
на фиг.2 - то же, вид в плане;
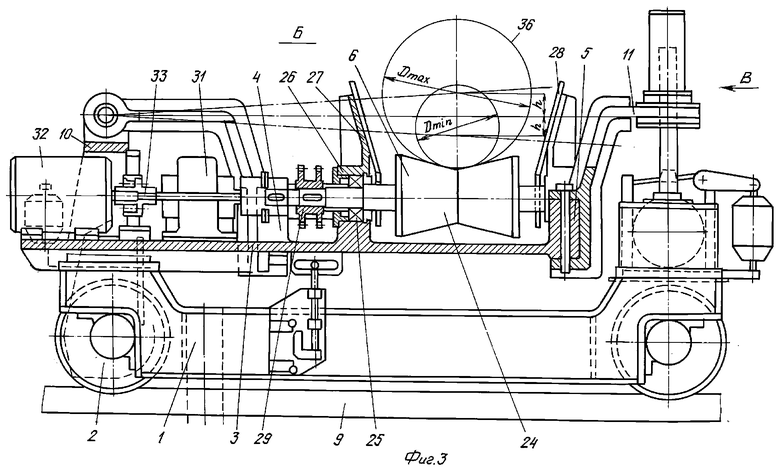
на фиг.3 - вид Б на фиг.1;
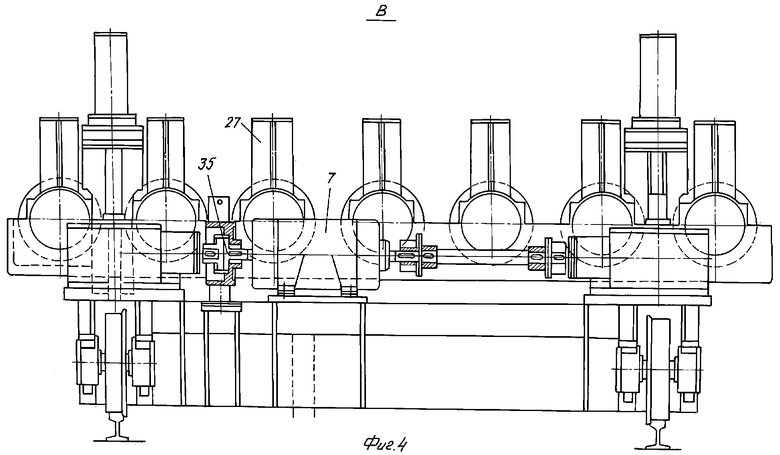
на фиг.4 - вид В на фиг.3;
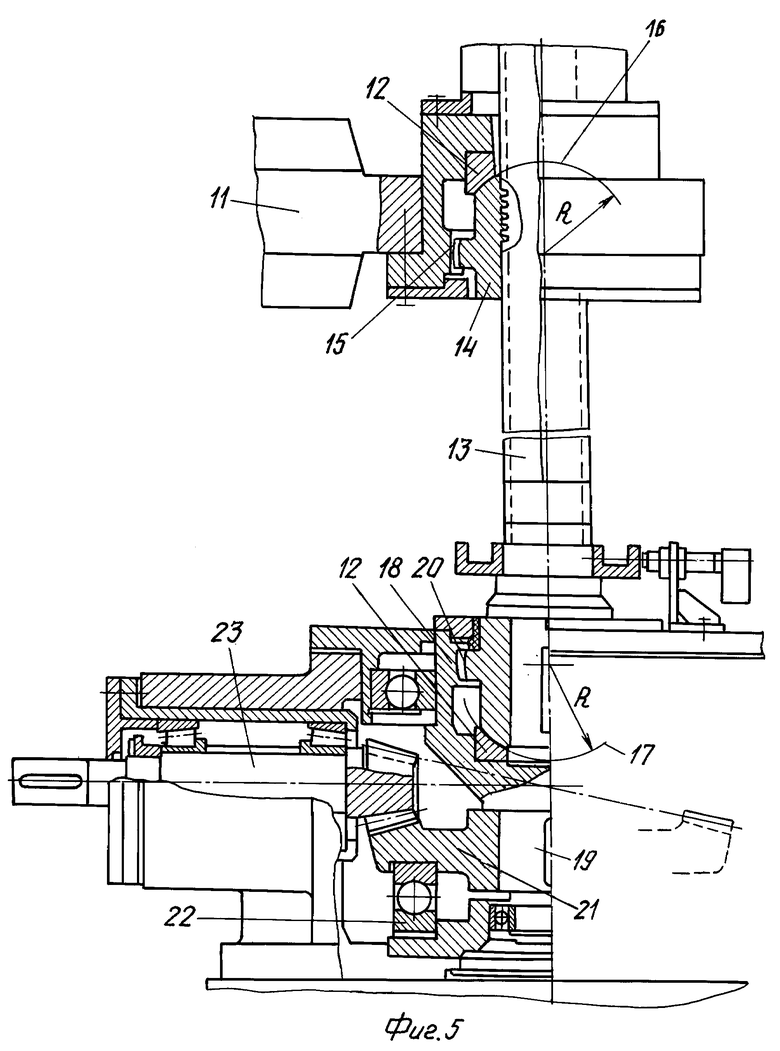
на фиг.5 - разрез Г-Г на фиг.2.
Устройство для подачи заготовки к прокатному стану состоит из приводной рельсовой тележки, содержащей раму 1 и колесные пары 2; горизонтальной платформы 3 с боковыми стенками 4 и 5, установленной на раме 1 тележки перпендикулярно ее оси с возможностью покачивания; приводного рольганга 6, установленного на платформе 3; привода 7 покачивания платформы 3; привода 8 перемещения тележки по рельсовому пути 9, расположенному перпендикулярно оси прокатного стана (не показан).
Боковая стенка 4 платформы 3 шарнирно закреплена на стойках 10, жестко смонтированных на раме 1. Боковая стенка 5 платформы 3 (фиг.3) снабжена жестко смонтированными на кронштейнах 11 втулками 12, посредством которых она связана с механизмом покачивания платформы 3.
Механизм покачивания платформы 3 выполнен в виде передачи "винт-гайка" (фиг.5). Каждая втулка 12 установлена на винт 13 передачи "винт-гайка" с возможностью перемещения относительно винта 13 и связана с гайкой 14 передачи зубчатым зацеплением 15. Верхний торец гайки 14 взаимодействует с втулкой 12 по сферической поверхности 16. Винт 13 передачи в своем основании снабжен сферической опорой 17, установленной в полой цапфе 18 вала 19 редуктора и связанной с ней внутренним зубчатым зацеплением 20. Радиусы R сферических поверхностей 16 и 17 гайки 14 и винта 13 совпадают с радиусами разворота зубчатых зацеплений 15 и 20. Вал 19 посредством закрепленного на нем конического колеса 21, опирающегося на подшипники 22 и связанного зубчатым зацеплением с валом 23, подсоединен к приводу 7 вращения винта (покачивания платформы).
Концы каждого ролика 24 приводного рольганга 6 установлены на подшипниках 25 на платформе 3, крышки 26 которых снабжены стойками 27 для опоры на них теплоизоляционных щитов 28. На одном конце каждого ролика 24 установлены звездочки 29, связанные между собой цепью 30 для передачи вращения от одного из роликов 24, подсоединенного к валу редуктора 31 и, следовательно, к электродвигателю 32, смонтированных на платформе 3.
Все приводы снабжены механизмами стопорения 33, 34, 35.
Для обеспечения высокопроизводительной работы стана на рельсовом пути 9 установлены две приводные тележки для поочередной подачи заготовки в стан с параллельно расположенных подающих рольгангов (не показаны). Под рельсовым путем 9 расположен приямок (не показан) для расположения токосъемников для приводов устройства.
Устройство работает следующим образом.
Приводная тележка перемещается по рельсовому пути 9, расположенному перпендикулярно оси прокатки. С подающего рольганга (не показан) заготовка 36 подается на рольганг 6 и перемещением рамы 1 по рельсовому пути 9, заготовку 36 на рольганге 6 устанавливают по оси прокатки в горизонтальной плоскости. Диаметр заготовки 36 равен Dmax и Dmin. Крайнее нижнее положение рольганга 6 соответствует максимальному диаметру заготовки Dmax. Для установки по оси прокатки заготовки меньшего диаметра в вертикальной плоскости включают привод 7 вращения винта 13 передачи "винт-гайка". Гайки 14, перемещаясь вдоль винтов 13, воздействуют на втулку 12 и начинают поворачивать платформу 3, поднимая боковую стенку 5, и, тем самым, изменяют положение заготовки по высоте. Сферические поверхности втулки 12 и гайки 14 и сферическая опора 17 винта 13 позволяют платформе 3 совершать наклон на угол, необходимый для установки заготовок по оси прокатного стана в вертикальной плоскости.
Предложенное устройство для подачи заготовки к прокатному стану по сравнению с известными позволяет использовать без дополнительной перенастройки прокатного оборудования заготовки различных типоразмеров, уменьшить металлоемкость за счет исключения перекладчиков, повысить производительность.
| название | год | авторы | номер документа |
|---|---|---|---|
| ПОДЪЕМНЫЙ СТОЛ | 1998 |
|
RU2138349C1 |
| УСТРОЙСТВО ДЛЯ ПОДАЧИ ЗАГОТОВОК | 1992 |
|
RU2028857C1 |
| УСТРОЙСТВО ДЛЯ ПЕРЕМЕЩЕНИЯ ПРОКАТА | 1998 |
|
RU2129928C1 |
| УСТАНОВКА ДЛЯ ИЗГОТОВЛЕНИЯ ОБЛИЦОВОЧНЫХ ПЛИТ | 1993 |
|
RU2065806C1 |
| РЕВЕРСИВНЫЙ ПРОКАТНЫЙ СТАН | 1996 |
|
RU2112614C1 |
| Транспортная система для подачи слитков | 1986 |
|
SU1380824A1 |
| УСТРОЙСТВО для СМЕНЫ СЛИТКОВОЗА в СИСТЕМЕ КОЛЬЦЕВОЙ СЛИТКОПОДАЧИ | 1969 |
|
SU255894A1 |
| Транспортная система для подачи слитков | 1984 |
|
SU1232311A1 |
| КЛЕТЬ ПРОФИЛЕГИБОЧНОГО СТАНА | 2003 |
|
RU2252095C1 |
| ПРОКАТНЫЙ СТАН ДЛЯ ИЗГОТОВЛЕНИЯ УТОНЯЮЩИХСЯ К КРАЯМ КОЛЕСНЫХ ДИСКОВ | 1925 |
|
SU7435A1 |
Изобретение относится к прокатному производству, а точнее к устройствам для транспортирования и подачи заготовок к прокатному стану: слитков, непрерывно-литых заготовок, трубных заготовок. Устройство для подачи заготовки к прокатному стану содержит приводную рельсовую тележку, горизонтальную с боковыми стенками платформу, установленную на раме тележки с возможностью изменения положения. Платформа снабжена приводным рольгангом и расположена перпендикулярно оси рамы тележки. Одна боковая стенка платформы шарнирно закреплена на стойках, жестко смонтированных на раме тележки. Вторая боковая стенка связана с механизмом покачивания платформы, выполненным в виде передачи "винт-гайка", гайка которой внутренним зубчатым зацеплением связана с втулкой, жестко закрепленной на боковой стенке, установленной с возможностью перемещения на винте передачи "винт-гайка", причем верхний торец гайки взаимодействует с втулкой по сферической поверхности, основание винта снабжено сферической опорой, установленной в полом валу редуктора и связанной с ним внутренним зубчатым зацеплением, а вал зубчатым зацеплением связан с неподвижно установленным на раме тележки приводом вращения винта, причем радиусы сферических поверхностей гайки и винта совпадают с радиусами разворота зубчатых зацеплений. Изобретение позволяет расширить технологические возможности устройства и повысить производительность за счет подачи заготовок различного диаметра. 5 ил.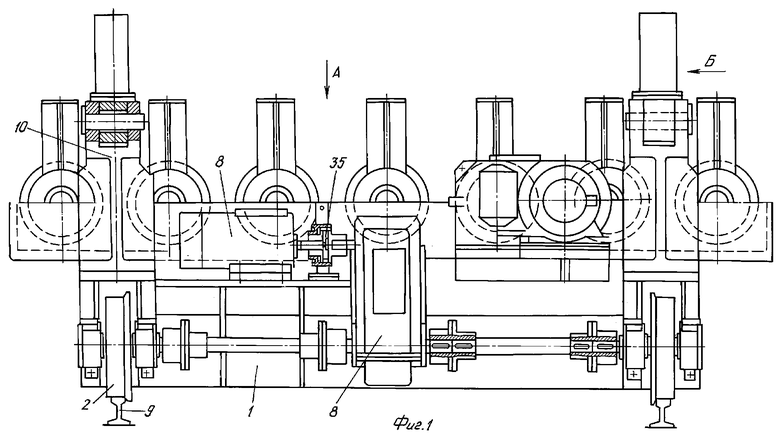
Устройство для подачи заготовки к прокатному стану, содержащее приводную рельсовую тележку, горизонтальную с боковыми стенками платформу, установленную на раме тележки с возможностью изменения положения, и привод перемещения тележки, отличающееся тем, что платформа снабжена приводным рольгангом и расположена перпендикулярно оси рамы тележки, при этом одна боковая стенка платформы шарнирно закреплена на стойках, жестко смонтированных на раме, вторая стенка связана с механизмом покачивания платформы, выполненным в виде передачи "винт - гайка", гайка которой внутренним зубчатым зацеплением связана с втулкой, жестко закрепленной на боковой стенке и установленной с возможностью перемещения на винте передачи, причем верхний торец гайки взаимодействует с втулкой по сферической поверхности, основание винта снабжено сферической опорой, установленной в полом валу редуктора и связанной с ним внутренним зубчатым зацеплением, а вал зубчатым зацеплением связан с неподвижно установленным на раме тележки приводом вращения винта, причем радиусы сферических поверхностей гайки и винта совпадают с радиусами разворота зубчатых зацеплений.
| Слитковоз прокатного стана | 1991 |
|
SU1794519A1 |
| УСТРОЙСТВО ДЛЯ ПОДАЧИ ЗАГОТОВОК | 1992 |
|
RU2028843C1 |
| УСТРОЙСТВО ДЛЯ ЛИТЬЯ ПЛАСТИН И ТОНКОСТЕННЫХ ПРОФИЛЕЙ С УПОРЯДОЧЕННОЙ СТРУКТУРОЙ | 1992 |
|
RU2006336C1 |
| US 4145906 A, 27.03.1979 | |||
| US 6450752 A, 17.09.2002 | |||
| JP 2002263723 A, 17.09.2002. | |||

