Данное изобретение представляет собой станок для обработки по контуру различных изделий, в том числе акустических и деревянных плиток, к которым предъявляются высокие требования в части точности размеров и геометрической формы.
Известные станки для обработки изделий по контуру, включающие станину, на которой смонтированы ненной транспортер, снабженный новоротными столами, направляющие, нрижимы и рабочие головки, не обеспечивают достаточно высокую точность обрабатываемых изделий.
С целью иовыщения точности обработки изделнй, каждый из столов предлагаемого станка выполнен с расноложенными на его нижней стороне по периметру пазами трезгольного сечения, а одна из направляющих снабл :ена треугольным выступом.
На фиг. 1 изображен описываемый станок в двух проекциях; на фиг. 2 - поворотный стол.
Станок включает станину 1, цепной транспортер 2, поворотные столы 3, направляющие 4, прижимы 5 и рабочие головки 6.
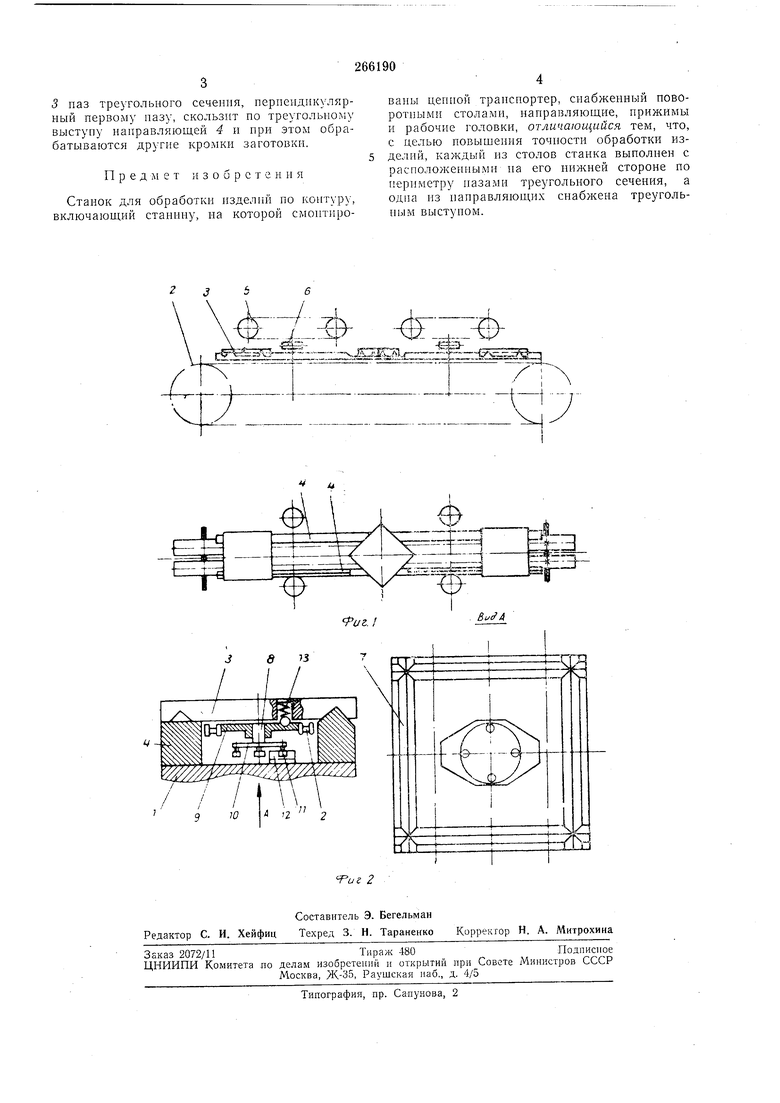
Поворотный стол 3 выполнен в виде плиты квадратной формы, причем верхняя плоскость нлиты гладкая, а на нижней плоскости образованы назы 7 треугольного сечения. В центре стола установлена цапфа 8, присоединяющая поворотный стол к планке 9, укрепленной на цепях транспортера 2 и выполняющей роль подшипника цанфы. На цапфе 8 неподвижно закреплен вертлюг 10 с четырьмя роликами
/Л Вертлюг 10, накатываясь роликом 11 на упор 12, поворачивает стол 5 на 90° относительно планки 9. Поворотный стол фиксирован от случайного поворота пружинным фиксатором 13. Одна из направляющих 4 выполйена прямоугольного сечения, а другая - с треугольным выступом. Станок работает следующим образом. Заготовки квадратной формы укладывают на поворотные столы, которые с помощью
ценного транспортера 2 перемещают заготовки по направляющим 4.
Паз 7 треугольного сечения скользит по призматической направляющей 4 с треугольным выступом, а плоская часть нижней поверхности стола 3 - по плоской нанравляющей 4 прямоугольного сечения. В зоне обработки заготовка прижимается к поворотному столу 3 нрижнмами 5, и рабочие головки 6 одновременно производят обработку двух параллельных кромок. Для обработки двух других кромок поворотный стол 3 поворачивается на 90° своим вертлюгом 10, один из четырех роликов которого накатывается на упор 12. В зоне поворота направляющая 4 с треугольным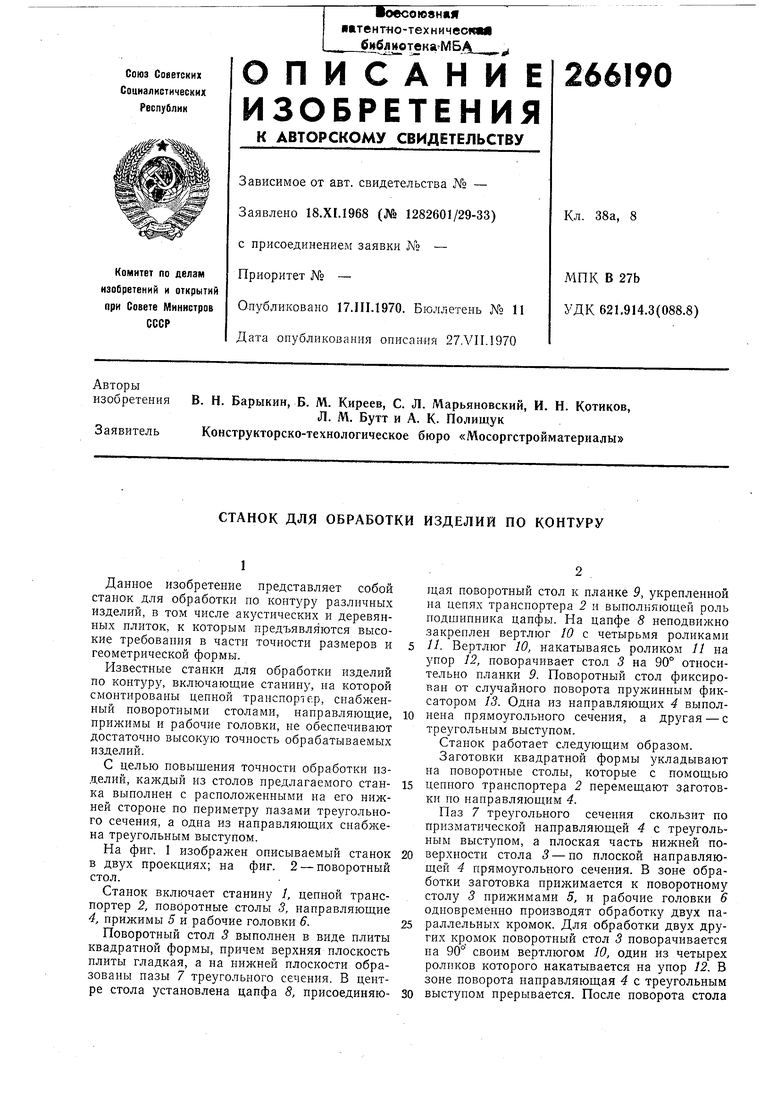
| название | год | авторы | номер документа |
|---|---|---|---|
| КРОМКОФРЕЗЕРНЫЙ МНОГОШПИНДЕЛЬНЫЙ СТАНОК | 2023 |
|
RU2819729C1 |
| КОПИРОВАЛЬНО-ФРЕЗЕРНЫй СТАНОК | 1972 |
|
SU356054A1 |
| СТАНОК ДЛЯ ОБРАБОТКИ КРОМОК ПЛОСКИХ ИЗДЕЛИЙ | 2011 |
|
RU2481185C2 |
| ФРЕЗЕРНО-РАСТОЧНОЙ СТАНОК | 2012 |
|
RU2523656C1 |
| СТАНОК ДЛЯ СВЕРЛЕНИЯ ОТВЕРСТИЙ В КЛАВИАТУРНЫХ ЩИТАХ ПИАНИНО И РОЯЛЕЙ | 1973 |
|
SU377232A1 |
| ГОРИЗОНТАЛЬНО-ФРЕЗЕРНЫЙ СТАНОК | 2012 |
|
RU2521557C1 |
| ВЕРТИКАЛЬНО-ФРЕЗЕРНЫЙ СТАНОК | 2001 |
|
RU2209133C2 |
| МЕТАЛЛОРЕЖУЩИЙ СТАНОК | 2012 |
|
RU2519352C1 |
| Продольно-фрезерный деревообрабатывающий станок | 1990 |
|
SU1794011A3 |
| СТАНОК ГОРИЗОНТАЛЬНЫЙ ФРЕЗЕРНЫЙ МНОГОШПИНДЕЛЬНЫЙ | 2011 |
|
RU2465104C1 |
