Известны устройства для обработки деталей некруглой формы, выполненные в виде резцовой головки, устанавливаемые эксцентрично с возможностью регулировки на нриводной вал, кинематически связанный со шнинделем изделия. Такие устройства обеснечивают качательиое движение детали или инструменту, причем последние как в том, так и в другом случае кинематически взаимосвязаны для получения заданной некруглой траектории (формы детали).
В нредлагаемом ycTpoiicpBe с целью иовьинения производительности и раситирения технологических возможностей инструмент, выполненный Б виде резцовой головки, ишрнирно связан через кулисный камень со штоком поршня гидроцилнндра, ход которого, регулируемый дросселем, ограничен гидродемпфером и жестким упором, нричем сама кулиса выполнепа установочио-переставной относительно оси лриводного вала.
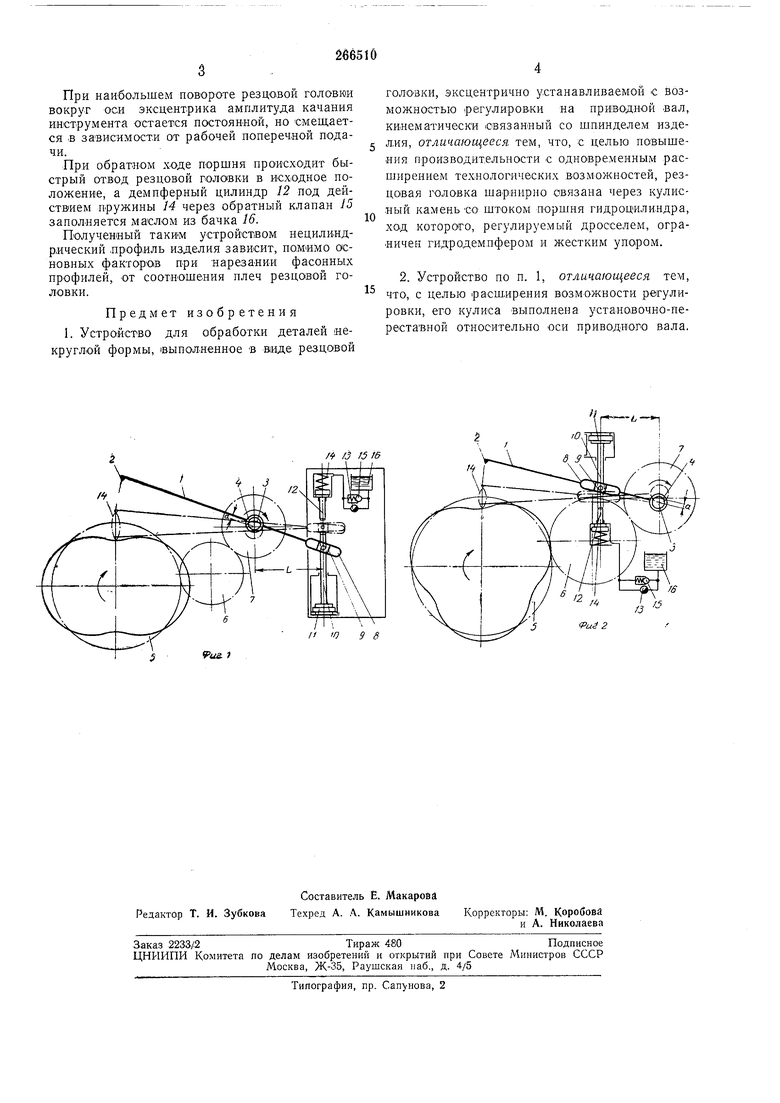
На фиг. 1 представлена схема предлагаемого устройства, резцовая головка в котором |ВЫполнена в виде двунлечего рычага; на фиг. 2- схема устройства, резцовая голоска в котором выполнена в виде одноплечего рычага.
Резцовая головка Л несуш.ая инструмент 2, установлена с возможностью регулировки эксцентрИчно на распределительном валу 3 посредством эксцентрика 4, движение которого
связано с шпинделем изделия посредст;во1М гитары сменных шестерен 5, 6 и 7, причем сам распределительный вал укреплен на супнорте и перемещается с ним но направляющим станипы (на чертеже не ноказана).
Резцовая головка несет кулису 8, причем ось качения резцовой головки с кулисным камнем 9 располагают на регулируемом расстоя.нии. Ось качения резцовой головки щарпирно связана со штоком 10 порашя гидроцилиндра 11 поперечного перемеи1,епия инструмента.
Работает устройство следующим образом.
При вращении заготовки и распределительпого вала с эксцентриком резцовая головка, несущая инструмент, качается вокруг оси кулисного камня, онисывая траекторию, изображенную на чертеже пунктирными линиями.
При рабочем ходе щток поршня гидроцилиндра подается до упора в шток гидродемифера 12, причем резцовая головка .поворачивается вокруг оси эксценгрика, осуществляя при этом б1 1стрый подвод инструмента к обрабатываемой поверхности. При дальнейшем движении поршня осуществляется рабочая подача инструмента, которая регулируется дросселем 13. Ограцичителем рабочего хода поршня гидроцилиндра служит жесткий упор (на черПри наибольшем повороте резцовой головки вокруг оси эксцентрика амплитуда качания инструмента остается постоянной, но смещается -в зависимости от рабочей поперечной подачи.
При обратном ходе поршня происходит быстрый отвод резцовой головки в исходное положение, а демпферный цилиндр 12 под действием пружины 14 через обратный клапан /5 заполняется маслом из бачка 16.
Полученный таким устройством нецилиндрмческий профиль изделия зависит, помимо основных факторов при нарезании фасонных профилей, от соотношения плеч резцовой головки.
Предмет изобретения 1. Устройство для обработки деталей некруглой формы, выполненное в виде резцовой
голозки, эксцентрично устанавливаемой с возможностью регулировки на приводной вал, кинематически связанный со шпинделем издедия, отличающееся тем, что, с целью повышения производительности с одновременным расширением технологических возможностей, резцовая головка шарнирно связана через кулисный камень со штоком поршня гидроцилиндра, ход которого, регулируемый дросселем, ограничен гидродемпфером и жестким упором.
2. Устройство по п. 1, отличающееся тем, что, с целью расширения возможности регулировки, его кулиса выполнена устаиовочно-переставной относительно оси приводного вала.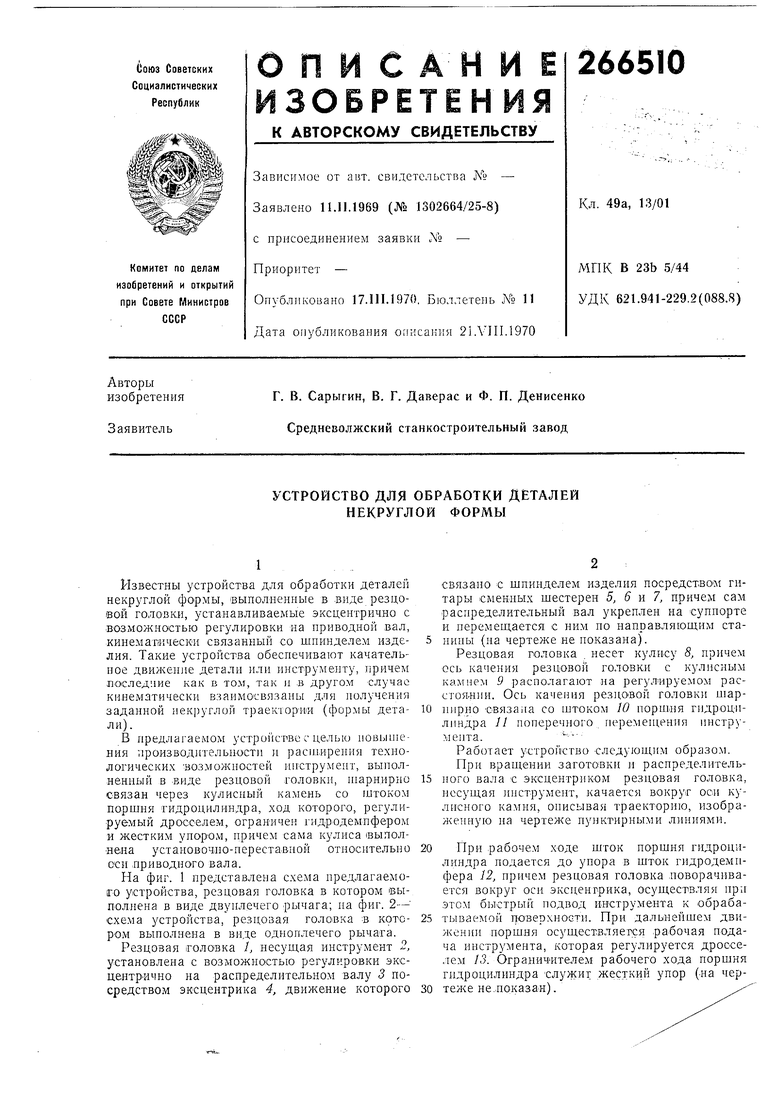
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для обработки деталей некруглой формы | 1976 |
|
SU724276A1 |
| БЕСШАТУННЫЙ ПОРШНЕВОЙ ДВИГАТЕЛЬ | 1996 |
|
RU2122638C1 |
| Привод штосселя зубодолбежного станка | 1982 |
|
SU1151387A1 |
| Устройство для бескопирной обработки профильных валов и втулок с равноосным контуром | 1976 |
|
SU666053A1 |
| Механизм возвратно-поступательного движения с регулируемым ходом | 1976 |
|
SU578489A2 |
| АВТОМАТИЧЕСКИЙ СТАНОК ДЛЯ ЧЕРНОВОЙ ОБРАБОТКИ КОЛЕЦ НЕПРАВИЛЬНОЙ ФОРМЫ | 1969 |
|
SU252812A1 |
| Обувная швейная машина для сборения заготовки на заданную величину с одновременной фиксацией сборок строчной машины | 1989 |
|
SU1700119A1 |
| Устройство для обработки кольцевого желоба переменного профиля | 1973 |
|
SU515628A1 |
| Бесшатунный поршневой двигатель | 2015 |
|
RU2610856C2 |
| СТАНОК ДЛЯ ЧЕРНОВОЙ ОБРАБОТКИ КРИВОЛИНЕЙНЫХ | 1971 |
|
SU311711A1 |
I-- / л /J5
