Известна обработка криволинейных поверхностей с помощью копиров с поачедующей ручной обработкой трудно доступных участков профиля.
Предложенное устройство обеспечивает замену ручного труда механизированным путем бескопирной обработки по разметке при визуальном контроле.
С этой целью взаимосвязанное перемещение инструмента и изделия осуществлено с помощью гидроприводов, управление переменной производительностью насосов которых обеспечено сдвоенным кривошипно-кулисным механизмом с поступательно движущимися кулисами.
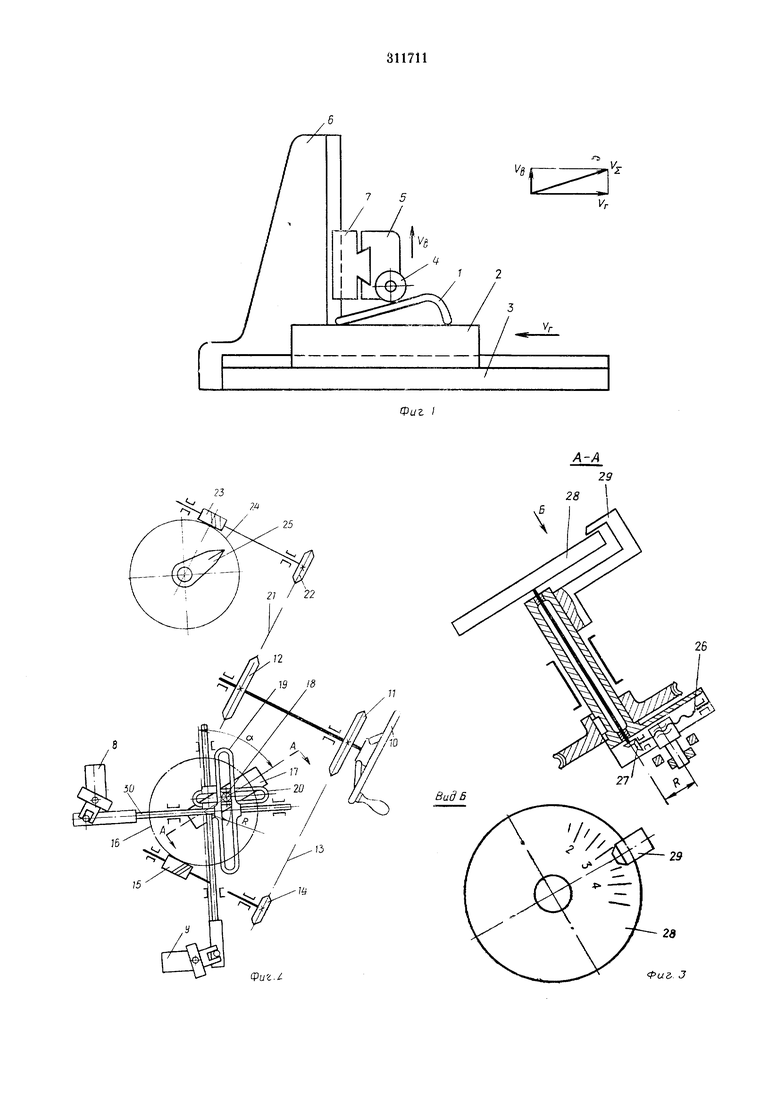
На фиг. 1 схематически изображен описываемый стаиок, общий вид; на фиг. 2 - схема механизма управления насосами горизонтальной и вертикальной подачи; на фиг. 3 - разрез по Л-А на фиг. 2; на фиг. 4 - модернизация аксиальнопоршневого насоса.
Обрабатываемое изделие 1 закреплено на столе 2, который может пере.мещаться в горизонтальном направлении по основанию 3 под воздействием гидроцилиндра (на чертеже не показан). Вращающийся инструмент (фреза или абразивный диск) 4 монтируется на щпиндельной бабке 5, которая может перемещаться в вертикальном направлении по стойке 6 под воздействием двух плунжерных гидроцилйидров (на чертеже не показаны). Кроме того, шпиндельная бабка 5 может менять величину вылета по отнощению к стойке 6, перемещаясь по направляющим 7.
Скорость движения стола 2 в направлении рабочей подачи задается насосом 8 регулируемой производительности, например аксиальио-поршневым. Обратный ускоренный ход обеспечивается специальным насосом постоянной производительности (на чертеже не показан). Скорость вертикального перемещения шпиндельной бабки 5 вверх или вниз, т.е. вертикальная подача VB задается насосом 9 регулируемой производительности, например аксиальнопорщневым.
Управление насосами 8 i 9 производится с пульта управления станка штурвалом 10, на осп которого закреплены звездочки // и 12. Звездочка // цепью 13 связана со звездочкой 14, сидящей иа оси червяка 15, который сцепляется с червячным колесом 16. Червячное колесо 16 связано с рычагом 17, на котором имеется камень 18, ведущий две взаимно перпендикулярные кулисы 19 и 20. Кулиса 19 управляет насосом 8, а кулиса 20 - насосом 9.
Сидящая на оси штурвала 10 звездочка 12 цепью 21 связана со звездочкой 22, сидящей на осп червяка 23, который зацепляется с червячным колесом 24, связанным с указателем 25.
Угол наклона вектора скорости суммарной лодачн Vv определяется углом наклона а рычага 17, а абсолютная величина вектора У онределяется расстоянием R камня 18 от оси червячного колеса 16.
Камень 18 связан с ходовым винтом 26, который через коническую зубчатую передачу 27 связан с отсчетным барабаном 28. Индекс 29 отсчетного барабана 28 монтируется на продолжении рычага П или червячного колеса 16.
Описываемый станок работает следующим образом.
Изделие /, подлежащее обработке, закрепляется на столе 2. Инструмент 4 устанавливается против дорожки, подлежащей обработке. Перед началом работы оператор должен по технологическим картам в соответствии с величиной припуска, подлежащего съему, маркой материала изделия и характеристикой режущего инструмента выбрать абсолютную величину суммарной подачи V- и ввести эту величину в систему управления ручного манипулирования. Для этого оператор должен повернуть отсчетный барабан 28 так, чтобы под индексом 29 установилось нужное деление. Поворачивая барабан 2S онератор через коническую передачу повернет ходовой винт 26 и переместит камень 18 на нужное расстояние.
Величина смещения кулисы 19 (см. фиг. 2), управляющей горизонтальной подачей V, равна / Sina, а величина смещения кулисы 20, управляющей вертикальной подачей УВД равна -cosa. Таким образом, изменив величину R, оператор изменит обе составляющих скорости подачи, сохранив их соотношение, задаваемое углом а (т. е. поворотом штурвала 10).
Перед началом обработки изделия включают вращающийся инструмент и насосы 8 А 9. Поворачивая штурвал 10 оператор молсет изменять направление суммарного вектора подачи KV в пределах от а 0° до , поскольку именно Б этих пределах может поворачиваться рычаг 17. Поворот рычага 17 дублируется поворотом указателя 25, вынесенного в удобное для 1 аблюдения место. Указатель 25 показывает истинное паправление вектора УУ . При повороте рычага 17 от до кулиса 19, двигающаяся по закопу sina, меняет свои координаты от нуля до максимума (равного R) и снова до нуля, а кулиса 20, двигающаяся по закону cosa, меняет свои координаты от плюс максимум до нуля и снова до минус максимум. Соответственно изм.еняется и производительность насосов 8 и 9.
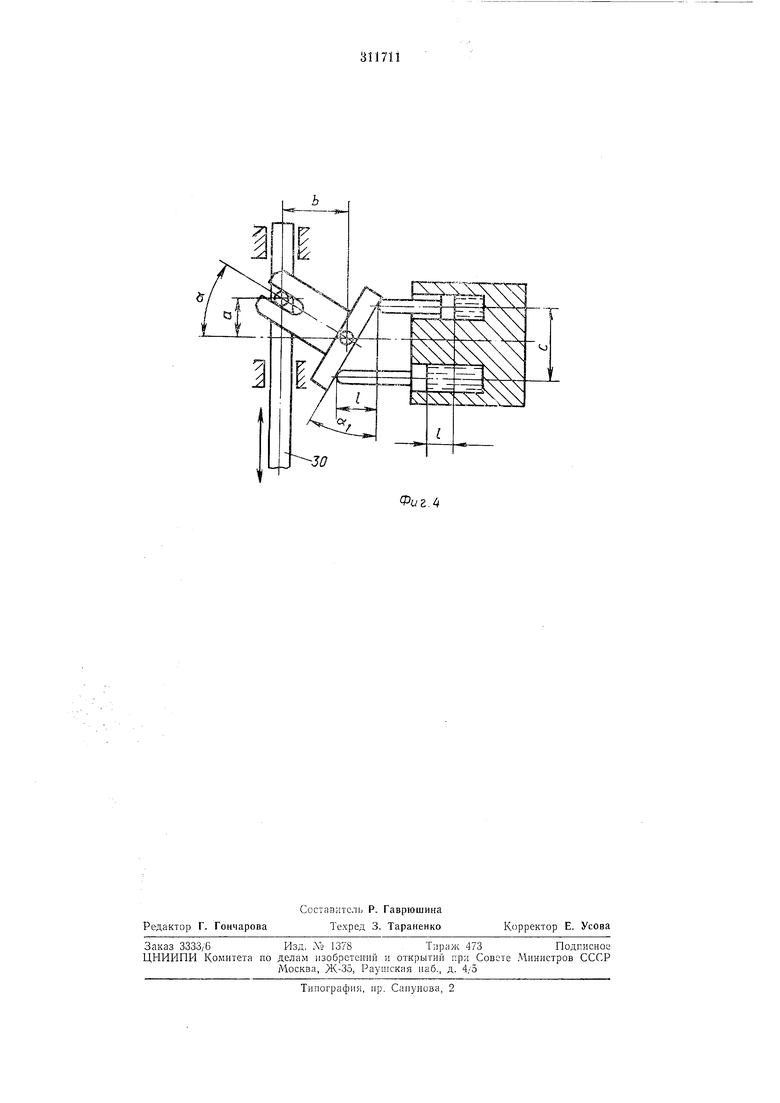
Для сохранеиия соотношения const необходима линейная зависимость между объемной производительностью насосов 8 и 9. Поскольку выпускаемые аксиальнопоршневые насосы не удовлетворяют поставленной задаче, необходима их некоторая модернизация. Например, в пасосе типа Г-13-3, механизм регулировки, состоящий из червяка и зубчатого сектора (на чертеже не показаны), заменяется соответственно на толкатель 30 и вилку 31. В этом случае поступательное перемещение толкателя 30 будет связано с производительностью насоса .чинейной зависимостью, так как производительность пасоса пропорциональна величине хода норшня: /-C-tgcii, а нри принятой схеме механизили 9) tga - ,
ма регулирования насоса
следовательно , где Iход поршня. в
с - расстояние между осями поршней, «i- угол наклона шайбы насоса, а - расстояние от центра шарнирного соединения шайбы и толкателя до оси вращения шайбы, в - расстояние от оси поворота шайбы насоса до оси толкателя 30. Величины вне постоянны и, следовательно, величина хода поршня пропорциональна величине хода толкателя.
В соответствир с разметкой детали, ведя визуальный контроль за результатами обработки, оператор, вращением штурвала 10, управляет станком. Он имеет возможность обработать поверхность любой криволинейпой формы, в частности поверхность, имеющую любой угол подъема. После обработки одной дорожки, оператор отводит инструмент 4 от изделия / и стол 2 в исходное положенпе. После этого аналогичным образом можпо обработать любую другую дорожку.
Предмет изобретения
Станок для черновой обработки криволинейных поверхностей, например фрезерованием, посредством перемещения инструмента в вертикальном, а изделия в горизонтальном
направлении, отличающийся тем, что, с целью обеспечения бескопирной обработки по разметке при визуальном контроле, перемещен-ие инстрхмента и изделия обеспечено гидроприводами с насосами переменной производительности, а управление производительностью пасосов осуществлено с помощью сдвоенного кривошипно-кулисного механизма с поступательно движлщимися кулисами.
s,
Vr

| название | год | авторы | номер документа |
|---|---|---|---|
| СТАНОК ДЛЯ БЕСКОПИРНОЙ ОБРАБОТКИ КРИВОЛИНЕЙНЫХ | 1973 |
|
SU381486A1 |
| Станок для обработки кольцевого желоба переменного профиля | 1988 |
|
SU1645108A1 |
| Устройство для обработки кольцевого желоба переменного профиля | 1973 |
|
SU515628A1 |
| СТАНОК ДЛЯ ОБРАБОТКИ КОЛЬЦЕВОГО ЖЕЛОБА | 1969 |
|
SU249232A1 |
| СТАНОК ДЛЯ ОБРАБОТКИ КОЛЬЦЕВОГО ЖЕЛОБА РАрОЧрГО ИНСТРУМЕНТА | 1973 |
|
SU384657A1 |
| Зубодолбежный станок | 1981 |
|
SU959937A1 |
| СТАНОК ДЛЯ ОБРАБОТКИ КОЛЬЦЕВОГО ЖЕЛОБА | 1970 |
|
SU268932A1 |
| Устройство для шлифования рабочих поверхностей инструмента | 1970 |
|
SU498149A1 |
| СТАНОК ДЛЯ ОБРАБОТКИ КОЛБЦЕВОГО ЖЕЛОБА | 1970 |
|
SU274677A1 |
| Станок для заточки многолезвийного режущего инструмента | 1989 |
|
SU1682129A1 |
25
26
28
