Настоящее изобретение может быть использовано в сничечном производстве..
Известный станок, включающий привод, крищошипно-шатунный механизм, ножевую раму и стол, не обеспечивает необходимой точности деления стопы шпона на заготовки.
С целью повышения точности деления стопы шпона на заготовки и укладки их в кассеты предлагаемый станок выполнен с механизмами нажима и заполнения кассет, а ножевая рама выполнена с несколькими ножами, закрепленными в подпружиненных ножедержателях.
Кроме того, с целью обеспечения возможности поочередного нажима на ножи, нажимной механизм выполнен в виде цепного транспортера с упорамИ, а для обеспечения возможности укладки отрезанных заготовок в кассеты, механизм заполнения кассет выполнен с толкателями, рабочие плоскости которых служат базой для выравнивания стопы перед резанием.
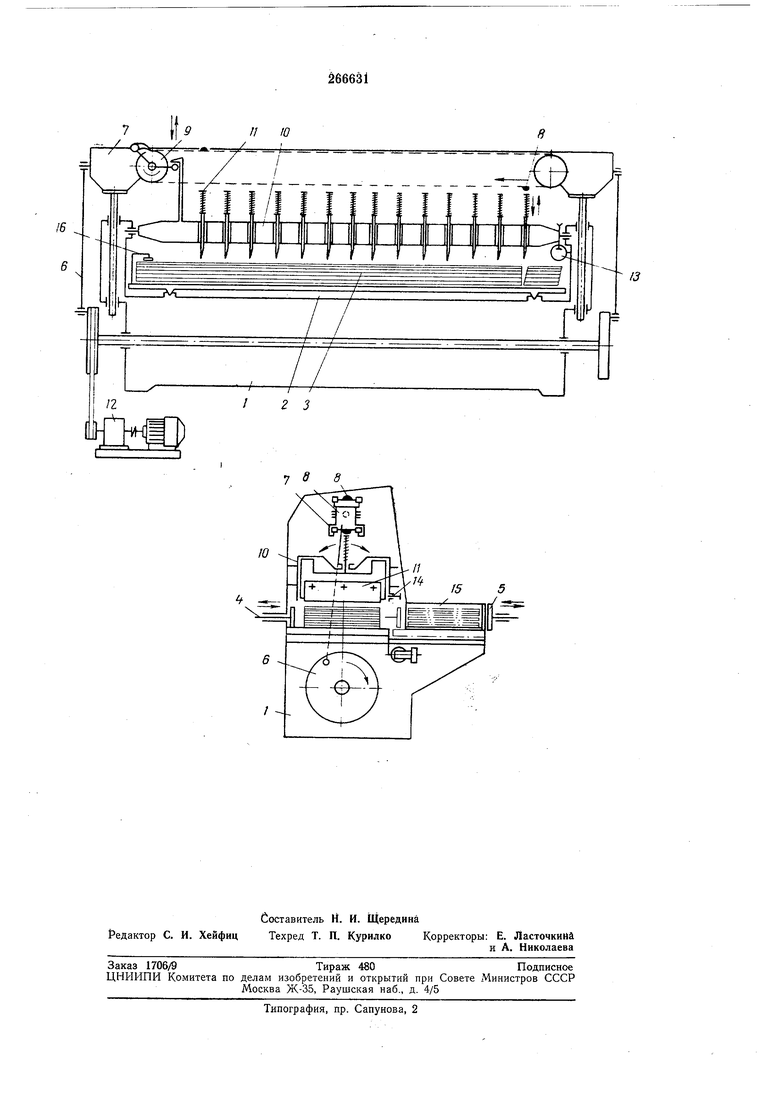
На чертеже показана кипематическая схема описываемого станка.
Станок включает станину /, стол 2, на котооый подают стопу шпона 3, механизм заполчения кассет с толкателями 4, выравиивающий механизм 5 для базирования стопы относительно опорной плоскости, кривошипно-шатунный механизм 6, траверсу 7, цепной транспортер с двумя упорами 5, храповыи механизм 9, ножевую раму 10 с подпружиненными ножами // и приводом 12.
Для осуществления правки и замепы иожей ножевая рама 10 выполнена поворотной и имеет поворотное устройство 13 с фиксатором 14.
Станок работает следующим образом.
На стол 2 подают стопу шпона 3. При помощи выравнивающего механизма 5 стопу базируют относительно опорной плоскости, образованной лобовыми частями толкателей механизма заполнения кассет 15. Кнопкой
«пуск включают прижим 16, осуществляют подачу стопы .шпона к столу, отвод толкателей механизма заполнения кассет в исходное положение, перемещение стола со стопой шпона в зону резания и выключение привода
станка.
При помощи привода 12 и кривошипно-шатунного механизма 6 траверса 7 нажимного механизма совершает возвратно-поступательное движение.
Храповыи механизм 9 обеспечивает за каждый ход траверсы перемещение цепи с упорами 8 вдоль ножевой рамы на расстояние, равное расстоянию между ножами. Упор цепи при движении траверсы поочеходит деление стопы 1на заготовки одинакового размера.
Возврат «ожей в исходное ноложение происходит при помощи пружин.
После произведенного необходимого количества резов автоматически включаются толкатели механизма запол-нения кассет, которые поочередно выдают порции заготовок в заранее установленные кассеты 15.
После разделения всей Стопы шпона автоматически включается привод станка, стол возвращается в исходное положение, и отключается прижим 16.
Кроме автоматического режима работы, станок имеет и кнопочное управление всеми механизмами.
Предмет изобретения
1. Станок для деления шпона на коробочные заготовки, включающий привод, кривошипно-шатунный механизм, ножевую раму и стол, отличающийся тем, что, с целью повышения точности деления стопы шлона на заготовки и укладки их в кассеты, станок выполнен с механизмами нажима и заполнения кассет, а ножевая рама выполнена с несколькими ножами, закрепленными в подпружиненных ножедержателях.
2. Станок по п. 1, отличающийся тем, .что, с целью обеспечения возможности поочередного нажима на ножи, нажимной механизм выполнен в виде цепного транспортера с упорами.
3. Станок по п. 1, отличающийся тем, что, с целью обеспечения возможности укладки отрезанных заготовок в кассеты, механизм заполнения кассет выполнен с толкателями, рабочие плоскости которых служат базой для
выравнивания стопы перед резанием.
13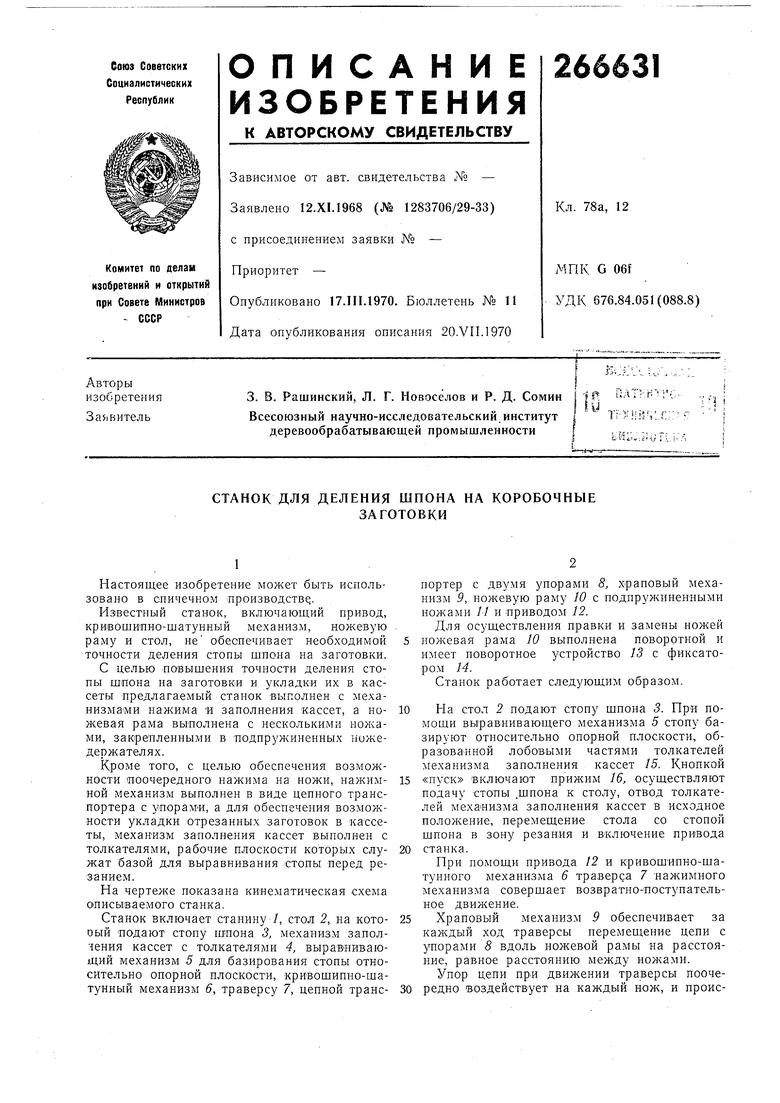
| название | год | авторы | номер документа |
|---|---|---|---|
| ШПОНОСТРОГАЛЬНЫЙ СТАНОК | 2011 |
|
RU2484952C1 |
| Линия изготовления древесного слоистого материала | 1987 |
|
SU1498613A1 |
| Строгально-формирующий станок | 1979 |
|
SU808271A1 |
| Строгально-формирующий станок | 1981 |
|
SU986783A1 |
| СТАНОК ДЛЯ ИЗГОТОВЛЕНИЯ ШТУКАТУРНОЙ ДРАНКИ | 1946 |
|
SU69408A1 |
| Станок для изготовления заготовок спичечных коробков и древесного шпона | 1976 |
|
SU571380A1 |
| Строгально-формирующий станок | 1980 |
|
SU895658A1 |
| Гибкий производственный модуль для листовой штамповки | 1988 |
|
SU1667994A1 |
| Способ отделения верхнего листа от стопы и подачи его в зону обработки и устройство для его осуществления | 1986 |
|
SU1375388A1 |
| Линия для рубки ленты шпона на форматные листы с последующей укладкой их в стопу | 1972 |
|
SU439391A1 |