САЭ
сд
со
00 00
Изобретение относится к холодной обработке металлов давлением и может быть использовано для отделения верхнего листа от стопы и подачи его в зону обработки.
Цель изобретения - повышение надежности в работе.
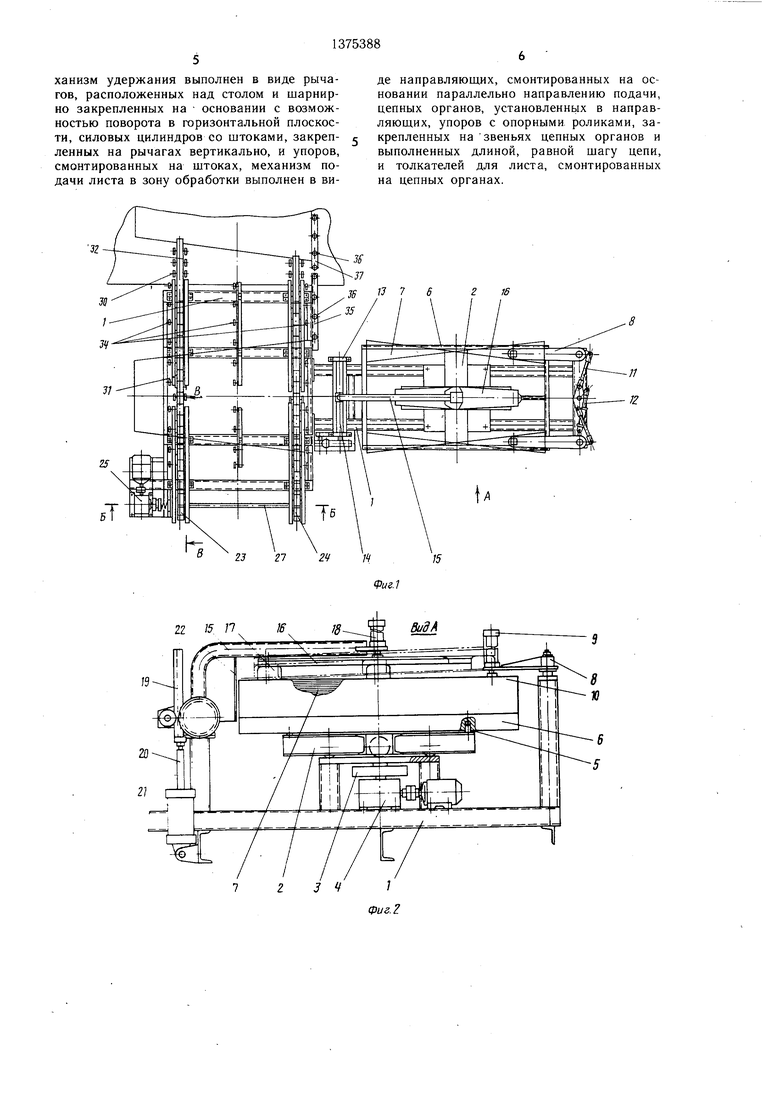
На фиг. 1 изображено устройство для отделения верхнего листа от стопы и подачи его в зону обработки; на фиг. 2 - вид А на фиг. 1; на фиг. 3 - разрез Б-Б на фиг. 1; на фиг. 4 - разрез В-В на фиг. 1; на фиг. 5 - схема обработки листов.
Устройство содержит основание, выполненное в виде станины 1, поворотный стол 2, связанный через зубчатое зацепление 3 с приводом 4. На поворотном столе 2 посредством фиксаторов 5 установлена сменная кассета 6 со стопой листовых заготовок 7. На станине 1 шарнирно закреплены два рычага 8, несущих на себе прижимы 9, выполненные в виде пневмоцилиндров, на штоках которых установлены упоры, выполненные в виде подпятников 10, рабочая поверхность которых имеет насечку, при этом рычаги 8 посредством рычажной системы 11 соединены с пневмоцилиндром 12. На станине 1 в подшипниках 13 смонтирован вал 14, на котором жестко закреплен кронштейн 15, на свободном конце которого в направляюш.их установлена траверса 16 с захватами 17, соединенная со штоком пнев- моцилиндра 18 и имеюш,ая возможность поворота в вертикальной плоскости. Захваты 17 могут быть электромагнитными или другими. Вал 14 посредством реечного зацепления 19 соединен со штоком 20 силового цилиндра 21. К кронштейну 15 приварен упор 22.
На станине 1 смонтирован механизм перемешения листовых заготовок 7 в рабочую зону пресса (не показан). Этот механизм представляет собой пару разомкнутых тяговых пластинчатых цепей 23 и 24, расположенных параллельно плоскости подачи листа и приводимых от привода 25 посредством звездочек 26, сидящих на валу 27. На всех пластинах 28 цепей 23 и 24 жестко закреплены упоры 29, несущие на себе ролики 30, при этом длина упоров 29 равна шагу цепи. Перемещение звеньев цепи - пластин 28 осуществляется с помощью роликов 30, прокатывающихся по направляющим 31, между которыми имеется разрыв для прохождения кронштейна 15 с траверсой 16, прикрепленным к станине 1. К крайним звеньям разомкнутых цепей 23 и 24 крепятся толкатели 32, несущие на себе ролики 30 и плотно прилегающие к упорам 29.
На кронштейнах 33, прикрепленных к станине 1 вдоль направляющих 31, установлено три ряда опорных роликов 34 с уклоном в сторону механизма отделения листа
от стопы, причем оси роликов 34 развернуты в ту же сторону по ходу перемещения листа. На станине 1 неподвижно закреплена направляющая 35 с упорными роликами 36 на вертикальных осях. Эти ролики предназначены для ограничения поперечного смещения листа при его подаче в зону обработки.
Продолжением направляющей 35 являQ ется направляющая 37, щарнирно закрепленная на столе пресса и кинематически связанная с ходом ползуна известным способом. На направляющей 37 установлены упорные ролики 36.
Устройство работает следующим обра5 зом.
Кассету 6 со стопой листовых заготовок 7 устанавливают на поворотный стол 2. Однако перед укладкой в стопу все листы предварительно обрабатывают - у каждого
0 листа обрезают один или два рядом расположенных угла по одной из схем обработки (фиг. 5). Далее ллсты укладывают в стопу манипулятором поочередно один на другой обработанными углами в противоположные стороны. Стопа листовых заготовок 7 укла5 дывается в кассету 6, которая крепится к поворотному столу 2 с помощью фиксаторов 5. С пульта управления включают в работу пневмоцилиндр 12, с помощью которого через рычажную систему 11 устанавливают
Q рычаги 8 в рабочее положение (фиг. 2). Далее срабатывают пневмоприжимы 9 и своими подпятниками 10 прижимают через срезанный угол верхнего листа последующий лист к стопе. На силовой цилиндр 21 поступает сигнал на включение и шток 20
5 цилиндра 21 через реечное зацепление 19 передает вращение валу 14, при вращении которого закрепленный на нем кронщтейн 15 и траверса 16 с захватами 17 повернутся в сторону стопы листовых заготовок 7 и займут горизонтальное положение над сто пой. Далее срабатывает пневмоцилиндр 18, который прижимает траверсу 16 с захватами 17 к верхнему отделяемому листу стопы. Верхний лист примагничивается к захватам 17, после чего силовой цилиндр 21 пере5 ключается на реверс и через щток 20, реечное зацепление 19 и вал 14 начинает поворачивать в вертикальной плоскости всю систему - кронщтейн 15 , траверсу 16, захваты 17 с пневмоцилиндром 18 и листовую заготовку.
0 Эта система при своем повороте в вертикальной плоскости совершает плоскопараллельное перемещение . Захваты 17, поворачиваясь, тянут за собой верхний лист, отдельные части которого вращаются с раз5 ными радиусами вращения - чем ближе к центру вращения, тем меньше радиус вращения, соответственно уменьшаются и усилия отрыва листа от стопы. В результате
сложного плоскопараллельного перемещения листа происходит постепенное разъединение, отрыв верхнего листа от последующего.
После того, как траверса 16 вместе с захватами 17, листовой заготовкой и пневмо- цилиндром 18 повернется на угол, больший 90°, поступит сигнал отключения захватов 17 и листовая заготовка, освободившись от последних, сдвинется под собственным весом до упора 22, с помощью которого каждый отделенный лист может быть точно сориентирован относительно подачи, в зону обработки. При дальнейшем повороте кронштейн 15 с траверсой 16 входит в разрыв между направляющими 31 так, что рабочие поверхности захватов 17 оказываются ниже уровня опорных роликов 34, а листовая заготовка - на опорных роликах 34. Далее срабатывает привод 25 механизма перемещения листовой заготовки в зону обработки и цепи 23 и 24 перемещаются к прессу, т.е. оба толкателя 32 и все упоры 29 прокатываются своими роликами 30 по направляющим 31, при этом толкатели 32 толкают своими торцами листовую заготовку в сторону пресса. При перемещении цепей к прессу толкатели 32 должны пройти разрыв в каждой из направляющих 31, а для этого расстояние между роликами 30 должно быть больще ширины разрыва, что исключает перелом цепи. Перемещение остальных звеньев цепи - пластин 28 с упорами 29 и роликами 30 через разрыв обеспечивается за счет того, что длина каждого упора 29, перемещающегося по направляющей 31, равна шагу цепи, благодаря чему упоры 29 упираются один в другой своими торцами, препятствуя тем самым перелому цепей. Перемещаясь таким образом, цепи 23 и 24 перемещают листовую заготовку к прессу. Для точного центрирования листовой заготовки относительно зоны обработки выбирают базу, относительно которой и центрируют перемещаемый лист. Такой базой являются упорные ролики 36, установленные на неподвижной направляющей 35, являющейся продолжением упора 22. Заготовка 7, уложенная на три ряда опорных роликов 34 с уклоном к направляющей 35 и центрированная относительно упора 22 и направляющей 35 постоянно на всем пути перемещения к прессу поджата к упорным роликам 36 направляющей 35. Такому постоянному базированию способствует тот факт, что оси роликов 34, на которых лежит листовая заготовка, развернуты в сторону направляющей 35 под острым углом, а не параллельно плоскости подач и листа, в результате чего вектор их равнодействующей силы направлен в сторону направляющей 35, что в совокупности с указанным наклоном листа ограничивает его поперечное смещение от базовой направляющей 35 на всем пути перемещения.
Подходя к прессу, листовая заготовка поджимается к роликам 36 направляющей
37. При ходе ползуна пресса вниз поворотная направляющая 37 отходит в сторону, не препятствуя работе щтампа. Вдвигая листовую заготовку в пресс, толкатели 32 частично выходят из направляющих 31.
Чтобы толкатели 32 при этом не развернулись под углом к плоскости подачи, в той части толкателя 32, которая остается в каждой из направляющих 31, должно быть по крайней мере-не менее двух опорных роликов 30.
После подачи заготовки в пресс привод 25 переключается на реверс и цепи 23 и 24 с толкателями 32 возвращаются в исходное положение.
Во время работы механизма подачи заго0 товки к прессу отключаются прижимы 9, освобождая стопу листовых заготовок 7, а стол 2 вместе со стопой поворачивается на 180° и прижимы 9 вновь прижимают через верхний лист последующий лист к стопе.
5.
Формула изобретения
1.Способ отделения верхнего листа от стопы и подачи его в зону обработки, при котором размещают стопу листов в зоне от0 деления, образуют выемки на концах отделяемых листов, отделяют верхний лист от стопы и удерживают на позиции прижима последующий лист от перемещения через X выемки отделяемого листа, и подают отделенный лист в зону обработки, отличающий5 ся тем, что, с целью повышения надежности в работе, выемки образуют на листах перед укладкой их в стопу, листы укладывают в стопу так, чтобы выемка в предыдущем листе располагалась диаметрально
0 противоположно выемке в последующем листе, лист отделяют поворотом его в вертикальной плоскости, а перед отделением последующего листа от стопы стопу поворачивают в горизонтальной плоскости до совнещения выемки в верхнем листе с по5 зицией прижима.
2.Устройство для отделения верхнего листа от стопы и подачи его в зону о бработ- ки, содержащее смонтированный на основании стол для размещения стопы листов, механизм отделения верхнего листа от стопы, выполненный в виде траверсы с захватными органами, шарнирно закрепленной одним концом на основании с возможностью поворота в вертикальной плоскости, меха5 низм подачи листа в зону обработки и механизм удержания листов, отличающееся тем, что стол смонтирован с возможностью поворота в горизонтальной плоскости, ме0
ханизм удержания выполнен в виде рычагов, расположенных над столом и шарнир- но закрепленных на основании с возможностью поворота в горизонтальной плоскости, силовых цилиндров со штоками, закрепленных на рычагах вертикально, и упоров, смонтированных на штоках, механизм подачи листа в зону обработки выполнен в виде направляющих, смонтированных на основании параллельно направлению подачи, цепных органов, установленньгх в направляющих, упоров с опорными роликами, закрепленных на звеньях цепных органов и выполненных длиной, равной шагу цепи, и толкателей для листа, смонтированных на цепных органах.

| название | год | авторы | номер документа |
|---|---|---|---|
| Агрегат для резки листового проката | 1982 |
|
SU1046043A1 |
| Устройство для отделения листовых заготовок от стопы и подачи их в зону обработки | 1982 |
|
SU1069909A1 |
| УСТРОЙСТВО ДЛЯ ОТДЕЛЕНИЯ ЗАГОТОВКИ ОТ СТОПЫ И ПОДАЧИ К ОБРАБАТЫВАЮЩЕЙ МАШИНЕ | 1993 |
|
RU2086336C1 |
| Устройство для отделения листовых заготовок от стопы и подачи их в пресс | 1982 |
|
SU1013044A1 |
| Автоматизированная установка для перфорации листовых заготовок | 1983 |
|
SU1091965A1 |
| Устройство для отделения верхнего листа от стопы и подачи его к прессу | 1982 |
|
SU1031600A1 |
| Автоматизированный комплекс для многономенклатурной штамповки деталей из штучных заготовок | 1986 |
|
SU1532149A1 |
| Линия штамповки деталей из листового материала | 1985 |
|
SU1278082A1 |
| Устройство для отделения верхнего листа от стопы и подачи его к обрабатывающей машине | 1984 |
|
SU1169781A1 |
| Автоматизированный комплекс для листовой штамповки | 1979 |
|
SU774722A1 |


Изобретение относится к обработке металлов давлением и может быть использовано для подачи заготовок в зону обработки. Целью изобретения является повышение надежности устройства в работе за счет обеспечения гарантированного отделения только одного листа, а также обеспечения центрирования заготовок в процессе подачи..На концах листов делают выемки. Затем листы укладывают на поворотный стол выемками в противоположные стороны. Отделяют верхний лист от стопы. Одновременно удерживают последующий лист прижимами через выемки верхнего листа. Лист отделяют траверсой с захватами, закрепленной с возможностью поворота в вертикальной -плоскости. Отделенный лист механизма подачи перемещают в зону обработки. Устройство для отделения верхнего листа от стопы содержит механизм отделения верхнего листа от стопы, механизм подачи листа в зону обработки и стол для размещения стопы листов. Стол установлен с возможностью поворота в горизонтальной плоскости. Механизм подачи листа имеет установленные в направляющих цепные органы с толкателями для листа. 2 с.п. ф-лы, 5 ил. (Л
26
28 29
30
ггт
Л
29 Jff
.З
в-в
ФигЛ
UZ.
| Способ отделения верхнего листа от стопы и устройство для его осуществления | 1981 |
|
SU967629A1 |
| Выбрасывающий ячеистый аппарат для рядовых сеялок | 1922 |
|
SU21A1 |
| Патент ФРГ № 1195677, кл | |||
| Горный компас | 0 |
|
SU81A1 |
| Печь для сжигания твердых и жидких нечистот | 1920 |
|
SU17A1 |
