Центрователь листов относится к области прокатного производства, IB частности, для цехов холодной прокатки листа. Центрирование необходимо для установки листа на рольганге ,по оси прокатки.
Известны .конструкции центрователей, в которых центрирование листа осуществляется линейками, перемещаемыми посредством реечной Передачи.
Предлагаемое устройство отличается тем, что механизм центрирования установлен на тележках, соединенных гибкой передачей, причем левая балка соединена с верхней, а правая - с нижней ветвью гибкой передачи, с приводом последней от пневмоцилиндра, снабженного регулируемым упором рабочего поршня. Это уменьшает инерционность конструкции.
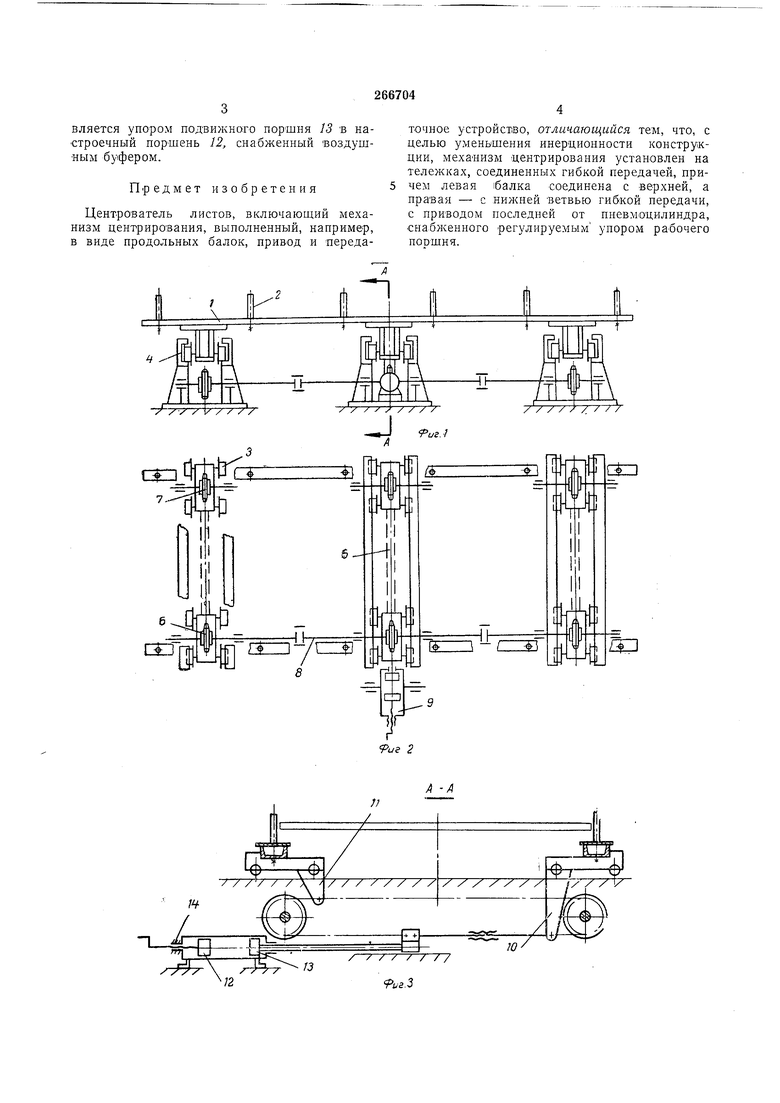
На фиг. 1 изображено .предлагаемое устройство, вид сбоку; на фиг. 2 - то же, в плане; на фиг. 3 - разрез по Л-Л на фиг. 1.
Центрователь листов состоит из двух i6aлок } с :центрирующи1ми пальцами 2, расположенными по обе стороны полосы. Балки соответственно укреплены -ва тележках 5, правых и левых (всего шесть тележек, по три на .каждую сторону), передвигающихся по направляющим 4, приводимым в движение тремя цепными передачами 5 с приводными 6 и неприводными 7 звездочками.
Приводные звездочки б связаны общим валом 8, что обеспечивает синхронность их работы.
Средняя цепная передача приводится в движение от пневмоцилиндра 9, шток которого соединен с нижней ветвью цепи.
Три правые тележки при помощи кронштейнов W соединены соответственно с нижними ветвями цепей, а три левые тележки при помощи кронштейнов 11 соединены соответственно с верхними Ветвями цепей.
Привод цепной передачи осуществляется от пневмоцилиндра с двумя поршнями 12 и 13. Поршень 12 является настроечным. Центрирование листа осуществляется путем перемещения цепной передачи от пневмоцилиндра. При перемещении цепей соответственно приходят в движение правые и левые тележки, перемещающие балки с пальцами на одинаковые расстояния: либо сб.нижая пальцы (при центрировании), либо раздвигая их (при передаче листа).
Настройка хода центрователя в зависи.мости от ширины листа осуществляется при помощи перемещения настроечного поршня 12 винтовой передачей 14.
| название | год | авторы | номер документа |
|---|---|---|---|
| УСТРОЙСТВО для УСТАНОВКИ КРУПНОГАБАРИТНЫХ ШТАМПОВ НА ПРЕССБ[ И СНЯТИЯ ИХ | 1966 |
|
SU181602A1 |
| Установка для технического обслуживания автомобилей | 1980 |
|
SU935344A2 |
| Устройство для перемещения шахтных вагонеток | 1979 |
|
SU861271A1 |
| Устройство для установки в боксы автомобилей в многоэтажных автоматизированных гаражах | 1990 |
|
SU1825866A1 |
| УСТРОЙСТВО для ОБВЯЗКИ ПРОВОЛОКОЙ ПАКЕТОВИ РУЛОНОВ | 1967 |
|
SU195427A1 |
| МЕХАНИЧЕСКАЯ РУКА | 1969 |
|
SU244849A1 |
| МНОГОЯРУСНАЯ МЕХАНИЗИРОВАННАЯ АВТОСТОЯНКА | 1999 |
|
RU2188290C2 |
| Линия для изготовления стекол "триплекс | 1979 |
|
SU975601A1 |
| Мобильный роботизированный комплекс фонтанирующих скважин МРК-ФС | 2019 |
|
RU2718550C1 |
| Устройство для закрепления изделий | 1986 |
|
SU1323317A1 |
