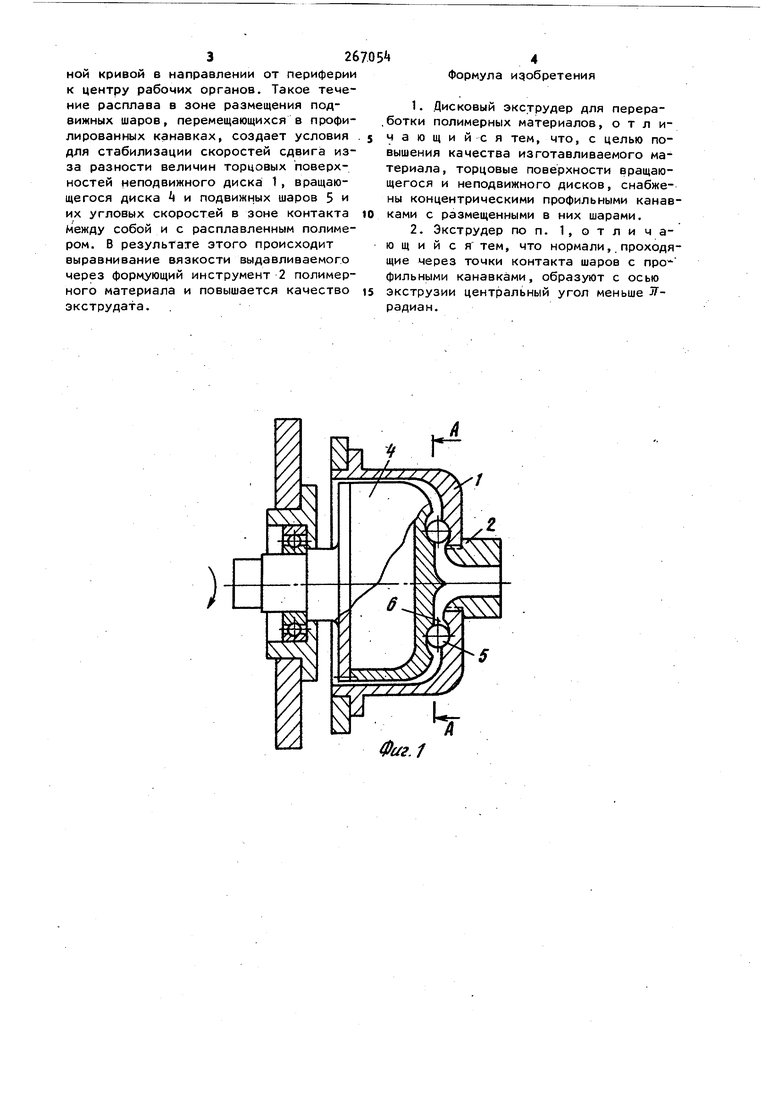
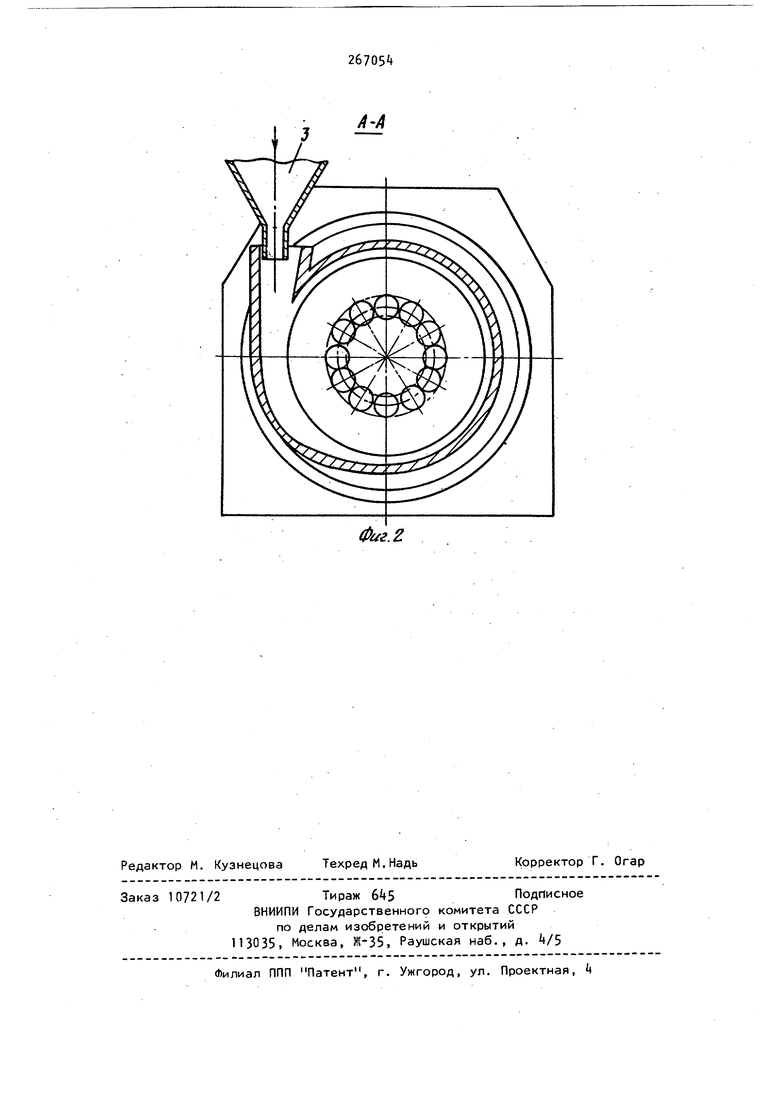
Известны дисковые экструдеры для переработки полимерных материалов. Цепь изобретения - повысить качест во изготавливаемого материала. Для . этого в предлагаемом экструдере торцовые поверхности вращающегося и неподвижного ДИСКОВ снабжены концентрическими ПРОФИЛЬНЫМИ канавками С размещенными в НИХ шарами. Кроме того, нормали, проходящие через точки контакта шаров с профильными канавками, образуют с осью экструзии центральный угол меньше Jf-радиан. На фиг. 1 показан предлагаемый экструдер, разрез; на фиг. 2 - разрез А-А на фиг. 1.. , Дисковый экструдер содержит неподвижный ДИСК 1 с формующим инструментом 2 И загрузочной воронкой 3 и вращающийся ДИСК k. В зазоре между неподвижным ДИСКОМ 1 И вращающимся диском установлены подвижные шары S, размещенные в профильных концентрических канавках 6 и приводящиеся в движение от контакта с вращающимся диском k И неподвижным диском 1. Исходный материал из загрузочной воронки 3 поступает в постепенно сужаюа4ийся зазор, образованный внутренней поверхностью неподвижного диска I И наружной поверхностью вращающегося диска I, где разогревается за счет тепла, возникающего в результате превращения механической энергии вращенич в тепловую в процессе трения. Расплавленный материал, перетекая через зазор между рабочими органами, подвергается интенсивному сдвигу в ПЛОСКОСТИ, перпендикулярной к оси экструзии, а подвижные шары S, перемещаясь в канавках 6, за счет контакта с вращающимся диском t и неподвижным ДИСКОМ 1 непрерывно изменяют направление течения расплава, который, обтекая ИХ контактные поверхности, перемещается по синусоидально-спиральной кривой в направлении от периферии к центру рабочих органов. Таксе течение расплава в зоне размещения подвижных шаров, перемещающихся в профилированных канавках, создает условия для стабилизации скоростей сдвига изза разности величин торцовых поверхностей неподвижного диска 1, вращающегося диска k и подвижных шаров 5 и их угловых скоростей в зоне контакта Между собой и с расплавленным полимером. В результате этого происходит выравнивание вязкости выдавливаемого через формующий инструмент 2 полимерного материала и повышается качество экструдата.
Формула изобретения
1.Дисковый экструдер для перера,ботки полимерных материалов, отличающийся тем, что, с целью повышения качества изготавливаемого материала, торцовые поверхности вращающегося и неподвижного дисков, снабжены концентрическими профильными канавками с размещенными в них шарами.
2.Экструдер поп. 1,отличаю щ и и с я тем, что нормали, проходящие через точки контакта шаров с фильными канавками, образуют с осью экструзии центральный угол меньше Jfрадиан.
| название | год | авторы | номер документа |
|---|---|---|---|
| Дисковый экструдер для переработки полимерных материалов | 1977 |
|
SU704812A1 |
| Дисковый экструдер для переработки полимерных материалов | 1983 |
|
SU1165592A1 |
| Экструдер | 1981 |
|
SU967851A1 |
| Дисковый экструдер для переработки полимерных материалов | 1976 |
|
SU599986A1 |
| Червячно-дисковый экструдер | 1988 |
|
SU1643169A1 |
| Червячно-дисковый экструдер для переработки полимерных материалов | 1976 |
|
SU582984A1 |
| Червячно-дисковый экструдер для переработки пластмасс | 1985 |
|
SU1310240A1 |
| Дисковый экструдер для переработки полимерных материалов | 1981 |
|
SU975431A1 |
| ДИСКОВЫЙ ЭКСТРУДЕР для ПЕРЕРАБОТКИ ПОЛИМЕРНЫХ | 1973 |
|
SU376254A1 |
| СПОСОБ ПОЛУЧЕНИЯ ДЕСТРУКТИРОВАННОГО ПРОДУКТА И ЧЕРВЯЧНО-ДИСКОВЫЙ ЭКСТРУДЕР ДЛЯ ПОЛУЧЕНИЯ ПРОДУКТА (ВАРИАНТЫ) | 1999 |
|
RU2159180C2 |
Й/г/
