Изобретение относится к полимерному машиностроению и предназначено для использования при переработке композиций на основе полимерных материалов, требующих высокой степени смешения и гомоге- низации.
Цель изобретения - повышение качества продукта за счет стабилизации процесса экструзии.
На чертеже изображен экструдер, продольный разрез.
Червячно-дисковый экструдер содержит корпус 1 с выходным отверстием 2. В корпусе 1 установлены последовательно с возможностью вращения червяк 3 и диск, вы- полненный в виде периферийной части 4, смонтированной на торцовой поверхности червяка 3 и центральной части 5, расположенной в зоне размещения выходного отверстия 2. Торцовые поверхности корпуса 1 и периферийной части 4 диска выполнены наклонными под остры.м углом к нормали оси вращения, а торцовые поверхности корпуса 1 и центральной части 5 диска размещены параллельно к нормали оси вращения. Между корпусом 1 и периферийной частью 4 образован переменный рабочий зазор 6, сообщенный с зазором 7 между корпусом 1 и центральной частью 5. Центральная часть 5 смонтирована с возможностью осевого перемещения посредством привода (не показан).
Корпус 1 выполнен с загрузочным бункером 8.
Экструдер работает следующим образом.
Церерабатываемый материал из загрузочного бункера 8 поступает на располо- женный в корпусе 1 транспортирующий червяк 3. Последний перемещает материал в рабочий зазор 6, образованный торцовыми поверхностями периферийной части 4 диска и корпуса 1. Материал, попавший в рабо- чий зазор 6, подвергается одновременному воздействию знакопеременных деформаций растяжение-сжатие и деформаций сдвига. Знакопеременные деформации растяжение- сжатие возникают в результате изменения рабочего зазора 6 за каждый оборот пери- ферийной части 4 диска, торцовая поверхность которой расположена под острым углом к нормали оси вращения. При этом возникает пульсация расплава, которая исчезает при дальнейшем прохождении расплава через рабочий зазор 7, образованный между торцовой поверхностью центральной части 5 диска и сопряженной с ней
торцовой поверхностью корпуса 1 в зоне выходного отверстия 2, которые параллельны к нормали оси вращения. В плоскопараллельном зазоре 7 отсутствуют условия действия знакопеременных деформаций растяжение-сжатие, и действуют только однородные сдвиговые деформации от вращения центральной части 5 диска, поэтому течение расплава становится ламинарным. Скорость релаксации расплава после снятия напряжений от воздействия знакопеременных деформаций растяжение-сжатие, а также скорость сдвига, предопределяющая величину напряжений от действия деформаций сдвига, регулируется разовыми осевыми перемещениями центральной части 5 диска.
Центральная часть 5 диска имеет диаметр, равный не менее двух диаметров выходного отверстия 2 для обеспечения стабильности процесса экструзии. Интенсивность деформаций в зазорах 6 и 7 дополнительно регулируется изменением скорости вращения червяка 3 и изменением скорости вращения центральной части 5 диска. Выполнение дисков из двух частей 4 и 5 позволит значительно расширить воз.мож- ности управления процессом экструзии за счет более эффективного снижения деформационного воздействия на расплав полимеров знакопеременных нагрузок, перевод их в однородное деформационное состояние, удобное для условий ламинарного течения расплава и стабилизации процесса экструзии.
Формула изобретения
Червячно-дисковый экструдер для переработки пластмасс, содержащий корпус с выходным отверстием, последовательно установленные в корпусе с возможностью вращения червяк и диск, смонтированный с образованием рабочего зазора с внутренней поверхностью корпуса, причем торцовые поверхности диска и корпуса выполнены в периферийной зоне наклонными под острыми углами к нормали оси вращения для образования переменного рабочего зазора, отличающийся тем, что, с целью повышения качества продукта за счет стабилизации процесса экструзии, диск выполнен из периферийной части, смонтированной на торцовой поверхности червяка и установленной в зоне размещения выходного отверстия корпуса центральной части, приче.м торцовые поверхности корпуса и центральной части диска размещены параллельно к нормали оси вращения.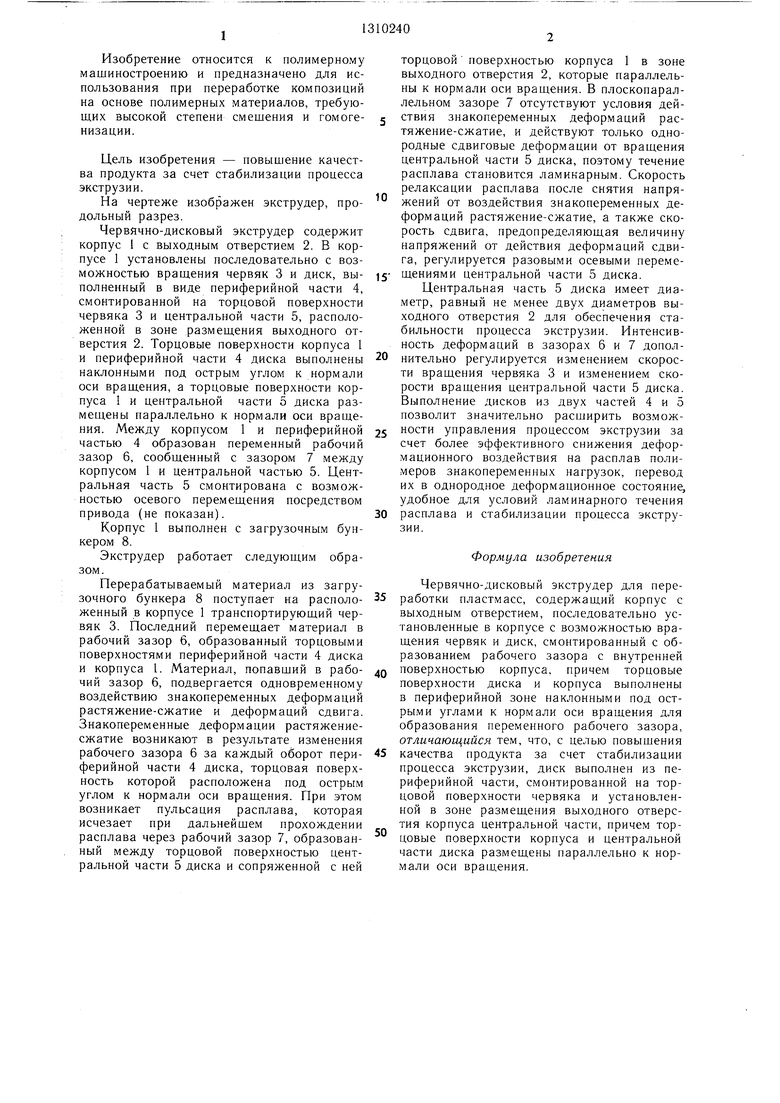
| название | год | авторы | номер документа |
|---|---|---|---|
| Червячно-дисковый экструдер для переработки полимерных материалов | 1976 |
|
SU582984A1 |
| Дисковый экструдер для переработки полимерных материалов | 1988 |
|
SU1502386A1 |
| Червячно-дисковый экструдер | 1988 |
|
SU1643169A1 |
| Червячно-дисковый экструдер | 1979 |
|
SU852611A1 |
| ЧЕРВЯЧНО-ДИСКОВЫЙ ЭКСТРУДЕР | 1997 |
|
RU2120380C1 |
| Дисковый экструдер для переработки полимерных материалов | 1989 |
|
SU1627410A1 |
| Червячно-дисковый экструдер | 1974 |
|
SU514725A1 |
| ЧЕРВЯЧНО-ДИСКОВЫЙ ЭКСТРУДЕР | 1997 |
|
RU2117576C1 |
| ЧЕРВЯЧНО-ДИСКОВЫЙ ЭКСТРУДЕР | 1998 |
|
RU2146615C1 |
| Червячно-дисковый экструдер для переработки полимерных материалов | 1988 |
|
SU1558694A1 |
Экструдер предназначен для переработки композиций на основе полимерных материалов, требующих высокой степени смешения. Цель изобретения - повышение качества конечного продукта за счет стабилизации процесса экструзии. Червячно-диско- вый экструдер содержит корпус с загрузочным бункером и выходным отверстием. В корпусе последовательно установлены червяк и диск. Диск состоит из периферийной части, смонтированной на торцовой поверхности червяка, и центральной части, расположенной в зоне размещения выходного отверстия. Торцовые поверхности корпуса и периферийной части диска выполнены наклонными под острым углом к нормали оси вращения. Торцовые поверхности корпуса и центральной части диска размещены параллельно с образованием рабочего зазора. При работе экструдера червяк перемещает материал в рабочий зазор между корпусом и периферийной частью диска. Материал подвергается одновременному действию знакопеременных деформаций растягивание-сжатие и сдвига. При этом возникает пульсация расплава, которая устраняется при дальнейшем прохождении расплава через рабочий зазор, образованный между корпусом и центральной частью диска. При однородных сдвиговых деформациях течение расплава становится ламинарным. Возможности управления процессом экструзии расширяются за счет снижения деформационного воздействия на расплав знакопеременных нагрузок. Перевод их в однородное деформационное состояние способствует стабилизации процесса экструзии. I ил. & (Я со
| Контактное устройство | 1987 |
|
SU1504697A1 |
| Солесос | 1922 |
|
SU29A1 |
| Червячно-дисковый экструдер | 1974 |
|
SU514725A1 |
| Солесос | 1922 |
|
SU29A1 |
