Известны способы автоматического регулирования процесса сушки в барабанных сушилках, обогреваемых топочными газами, путем поддержания заданного соотношения между температурой в топке и весовым расходом высушиваемого материала по импульсу его начальной влажности.
Предлагаемый способ отличается тем, что дополнительно к основному импульсу вводят опережающий импульс по производной от температуры в зоне постоянной скорости сушки, воздействующий на расход вторичного воздуха, подаваемого в топку, а затем осуществляют регулирование по основному импульсу.
Это повыщает точность регулирования.
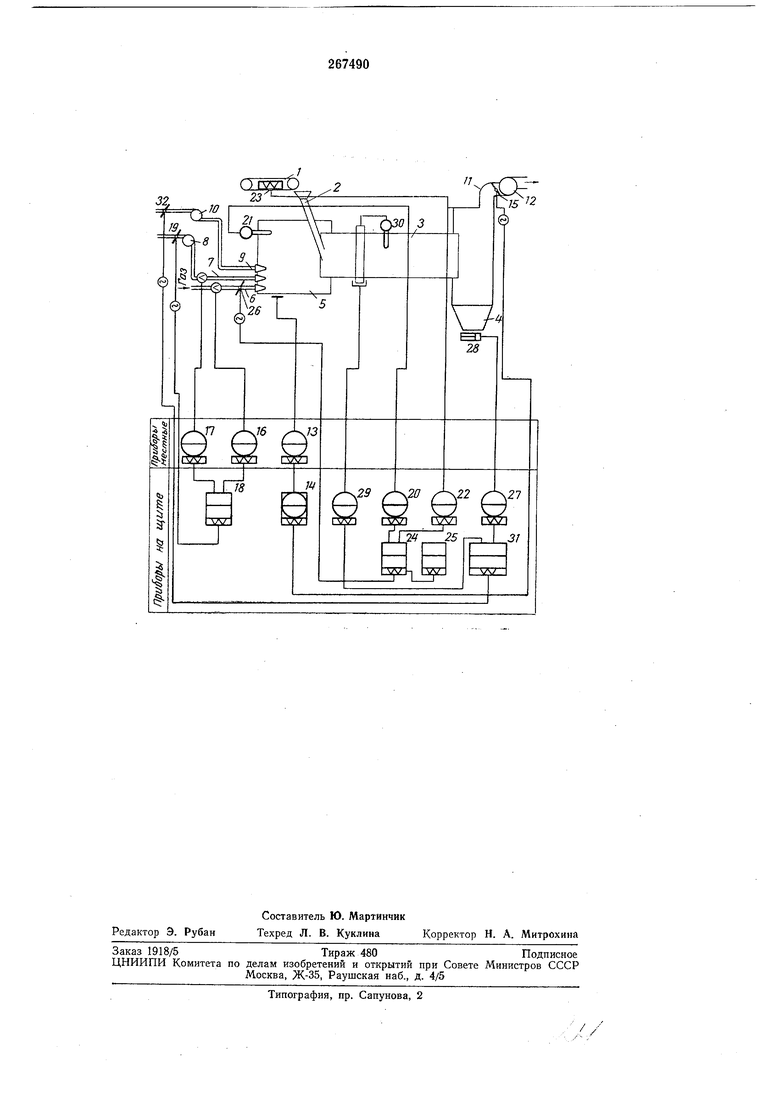
На чертеже изображена схема регулирования барабанной сушилки, работающей по описываемому способу.
Высушиваемый материал с ленточного конвейера / поступает через загрузочное устройство 2 во вращающуюся барабанную супгалку 3. Высушенный материал разгружается через течку 4. В топку 5 по трубопроводу 6 непрерывно поступает топливо (газ); первичный воздух на горение поступает по трубопроводу 7 от воздуходувки 8, вторичный - по трубопроводу 9 от воздуходувки 10. Отработавший сушильный агент через трубопровод II дымососом 12 выбрасывается наружу.
В сушилке установлены четыре системы автоматического регулирования.
Первая система стабилизации разрежения содержит первичный бесшкальиый прибор 13, измеряющий разрежение, и изодромный регулятор 14, воздействующий на направляющий аппарат /5 дымососа 12.
Вторая система поддержания соотношения топливо-воздух содержит бесшкальные расходомеры 16 и 17 газа и воздуха, которые подают импульсы на изодромный регулятор 18 соотношения. Последний, воздействуя на направляюи1ий аппарат 9 воздуходувки 8, поддерживает воздух в необходимом соотношении с газом.
Третья система поддержания соотношения температурой в топке и весовым расходом высушиваемого материала содержит электронный потенциометр 20, который контролирует температуру в топке 5 с помощью термопары 21, и электронный прибор 22, который измеряет вес материала с помощью датчика 23 веса, встроенного в ленточный конвейер 1. Необходимое соотношение отрабатывается изодромным регулятором 24 и может быть задано с помощью датчика 25. Регулятор воздействует на заслонку 26, изменяющую расход газа в топку.
гулятор 24 по импульсу от электроппого прпбора 22 изменяет подачу газа в топку 5 до тех пор, пока температура в топке не придет в соответствие с измеренным значением нагрузки. В зависимости от свойств высушиваемого материала, а также диапазона изменения влал ности сырого материала нужное соотношение нагрузки (весовой расход) - температура устанавливается с помошью задатчика 25.
Таким образом, данной схемой осуш,ествляется «грубое поддержание стабильной влажности на выходе из барабанной сушилки.
Для «тонкого регулирования служит четвертая схема, содержашая первичный прибор - измеритель 27 влажности с емкостным датчиком 28 и измеритель температуры - потенциометр 29, к которому через троллейное устройство подключена термопара 30, установленная внутри барабана в зоне постоянной скорости сушкн.
Импульсы от влагомера 27 и потенциометра 29 подаются на изодромный регулятор 31, который воздействует на подачу вторичного воздуха с помош,ью заслонки 32. Изменение влажности материала вначале вызывает изменение температуры внутри барабана и спустя время запаздывания - изменение влажности материала на выходе из сушилки. Импульс по температуре является опережаюшим импульсом и подается на дифференцируюш;ую часть регулятора 31. Опережение обеспечивает устойчивость системы и повышает качество переходных процессов. Главным импульсом является и.мпульс непосредственно от влагомера 27. Таким образом, опережаюший импульс будет производным от температуры в зоне постоянной скорости сушки. Этот опережаюш,ий импульс позволяет регулятору заранее подготовить стабилизацию влалсности того материала, который будет на выходе только через некоторое время.
Предмет изобретения
Способ автоматического регулирования процесса сушки в барабанных сушилках, обогреваемых топочными газами, путем поддерлсания заданного соотношения между температурой в топке и весовым расходом высушиваемого материала по импульсу его начальной влажности, отличающийся тем, что, с целью повышения точности регулирования, дополнительно к основному импульсу вводят опережающий импульс по производной от температурв в зоне постоянной скорости сушки, воздействуюш.ий на расход вторичного воздуха, подаваемого в топку, а затем осуществляют регулирование по основному импульсу.
ГТсСТи2
32.
/7,
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ АВТОМАТИЧЕСКОГО РЕГУЛИРОВАНИЯПРОЦЕССА СУШКИ СЫПУЧИХ МАТЕРИАЛОВ В СУШИЛАХ,ОБОГРЕВАЕМЫХ ТОПОЧНЫМИ ГАЗАМИ | 1972 |
|
SU453544A1 |
| Устройство для регулирования влажности сыпучих материалов | 1973 |
|
SU483659A1 |
| СПОСОБ АВТОМАТИЧЕСКОГО РЕГУЛИРОВАНИЯ ПРОЦЕССА СУШКИ СЫПУЧИХ МАТЕРИАЛОВ | 1972 |
|
SU334462A1 |
| СПОСОБ АВТОМАТИЧЕСКОГО РЕГУЛИРОВАНИЯ ПРОЦЕССА СУШКИ СЫПУЧИХ МАТЕРИАЛОВ | 1973 |
|
SU387195A1 |
| СПОСОБ АВТОМАТИЧЕСКОГО РЕГУЛИРОВАНИЯ ПРОЦЕССА СУШКИ | 1974 |
|
SU294531A1 |
| Устройство автоматического управления процессом сушки сыпучих материалов | 1973 |
|
SU547625A1 |
| Система автоматического регулирования процесса сушки сыпучих материалов | 1982 |
|
SU1060902A1 |
| Способ автоматического управления процессом сушки сыпучих материалов | 1978 |
|
SU721653A1 |
| Способ автоматического управления процессом сушки сыпучих материалов | 1972 |
|
SU565185A1 |
| СПОСОБ АВТОМАТИЧЕСКОГО РЕГУЛИРОВАНИЯ ПРОЦЕССА СУШКИ СЫПУЧИХ МАТЕРИАЛОВ | 1969 |
|
SU234234A1 |