Изобретение может быть использовано для контроля перемещений узлов крупных станков, координатных столов, а такнче для измерения длины холодного проката труб.
Известно устройство для автоматического контроля- линейных перемещений с температурной компенсацией, в котором датчик перемещений выполнен в виде установленного на приводной каретке измерительного ролика, прижатого к лииейке и соединенного с импульсным фотодатчнком, подающим сигналы иа счетчик имиульсов, а датчики тет пературы ролика и детали соединены через сумматор с блоком управления приводом каретки.
Описываемое устройство для автоматического контроля линейных перемещений отличается тем, что измерительный ролик выполнен коническим и перемещаемым в осевом направлении, а между датчиком температуры детали и сумматором устаиовлен усилитель с регулируемым коэффициентом усиления.
Это позволяет повысить точность измерений.
Ма чертеже схематически изображено предложенное устройство.
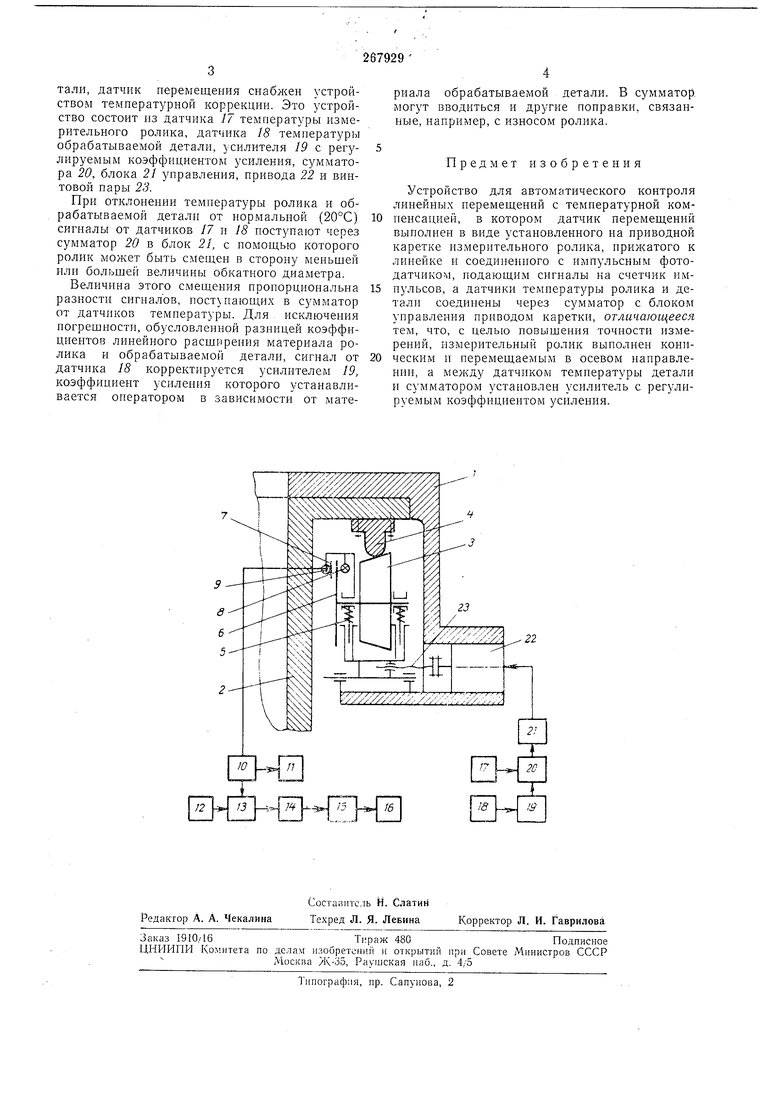
Устройство для автоматического контроля линейных перемещений содержит датчик линейных перемещений, с помощью которого осуществляется перемещение подвижного узла / мащины или станка, например щпиндельиой бабки, суппорта, стола и т. д., относительно неподвижной станины 2.
Датчик линейных перемещений состоит из измерительного ролика 5, ирижатого к линейке 4 пружинами 5, стеклянного диска 6 с раднально расположеннымн непрозрачными штрнхами, нанесенными равномерно по окрулсности у края диска, и неподвижного сектора 7 (с 30-40 радиальными штрихами тех же
иараметров, что и параметры штрихов диска). При вращении измери.тельного ролика и освещении диска лампой 8 на выходе фотодатчика 5 создается ряд импульсов, число которых пропорииопально измеряемому перемещению. Импульсы фотодатчика регистрируются счетчиком 10.
Визуальный контроль за величиной перемещения осуществляется с помощью устройства //, связанного со счетчиком и установленного
иа пульте уиравления станком. Полол еиие подвижного узла станка сравнивается с заданным при помощи задающего устройства 12 в устройстве 13 сравнения. Последнее в момент равенства заданного и действительного
перемещений выдает сигнал через уснлитель 14 и блок 15 уиравления на привод 16 механизма иеремещения подвижного узла.
тали, датчик перемещения сиабжен устройством температурной коррекции. Это устройство состоит из датчика 17 температуры измерительного ролика, датчика 18 температуры обрабатываемой детали, усилителя 19 с регулируемым коэффициентом усиления, сумматора 20, блока 21 управления, привода 22 и винтовой пары 23.
При отклонении температуры ролика ц обрабатываемой детали от нормальной (20°С) сигналы от датчиков 17 и 18 поступают через сумматор 20 в блок 21, с помош,ыо которого ролик может быть смещеи в сторону меньплей или больгией величины обкатного диаметра.
Величина этого смещения пропорциональна разности сигналов, поступающих в сумматор от датчиков температуры. Для исключеиия погрешности, обусловленной разницей коэффициентов линейного расщиреиия материала ролика и обрабатываемой детали, сигнал от датчика 18 корректируется усилителем 19, коэффициент усиления которого устанавливается оператором в зависимости от материала обрабатываемой детали. В сумматор, могут вводиться и другие поправки, связанные, например, с износом ролика.
Предмет изобретения
Устройство для автоматического контроля линейных перемещений с температурной компенсацией, в котором датчик перемещений выполнен в виде установленного на приводной каретке измерительного ролика, прижатого к лииейке и соединенного с импульсным фотодатчиком, подающим сигиалы на счетчик импульсов, а датчики температуры ролнка и детали соедииены через сумматор с блоком управления приводом каретки, отличающееся тем, что, с целью повышения точности измерений, измерительный ролик выиолнен коническим и перемещаемым в осевом направленни, а между датчиком темнературы деталн и сумматором установлен усилитель с регулируемым коэффициентом усилеиия.
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для управления процессом обработки на металлорежущем станке | 1990 |
|
SU1757848A1 |
| Устройство для измерения линейных перемещений и диаметров деталей | 1972 |
|
SU682752A1 |
| Устройство для автоматического контроля линейных перемещений | 1971 |
|
SU472251A1 |
| Устройство для контроля равномерности перемещения суппорта зуборезного станка | 1968 |
|
SU277272A1 |
| ИЗМЕРИТЕЛЬНЫЙ ДАТЧИК КАСАНИЯ НА ДИФРАКЦИОННЫХ РЕШЕТКАХ | 2004 |
|
RU2276772C1 |
| Способ управления поперечной подачей внутришлифовального станка | 1976 |
|
SU647102A1 |
| Автомат для шлифования винтовых канавок | 1985 |
|
SU1713778A1 |
| Система автоматической настройки инструмента на станках с ЧПУ | 1982 |
|
SU1065091A1 |
| Фотоэлектрическая геодезическая рейка | 1988 |
|
SU1599653A1 |
| Автомат для контроля и сортировки деталей | 1986 |
|
SU1377160A1 |
L, 3 -iJl
/2
22
