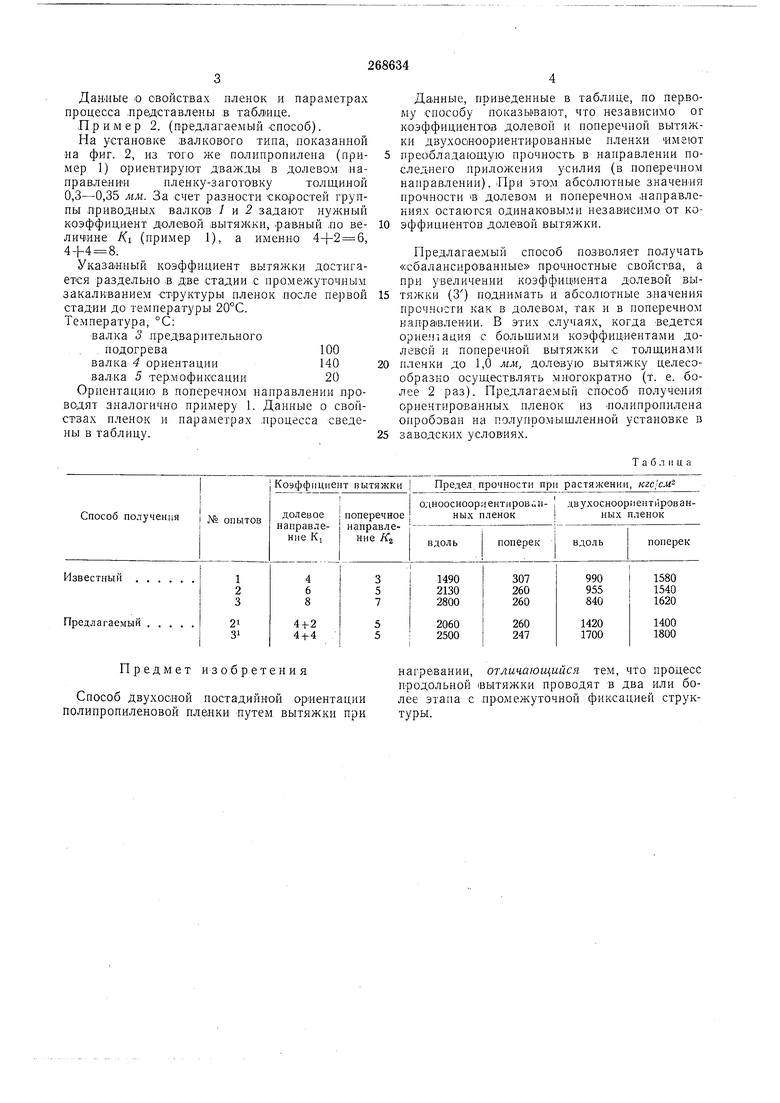
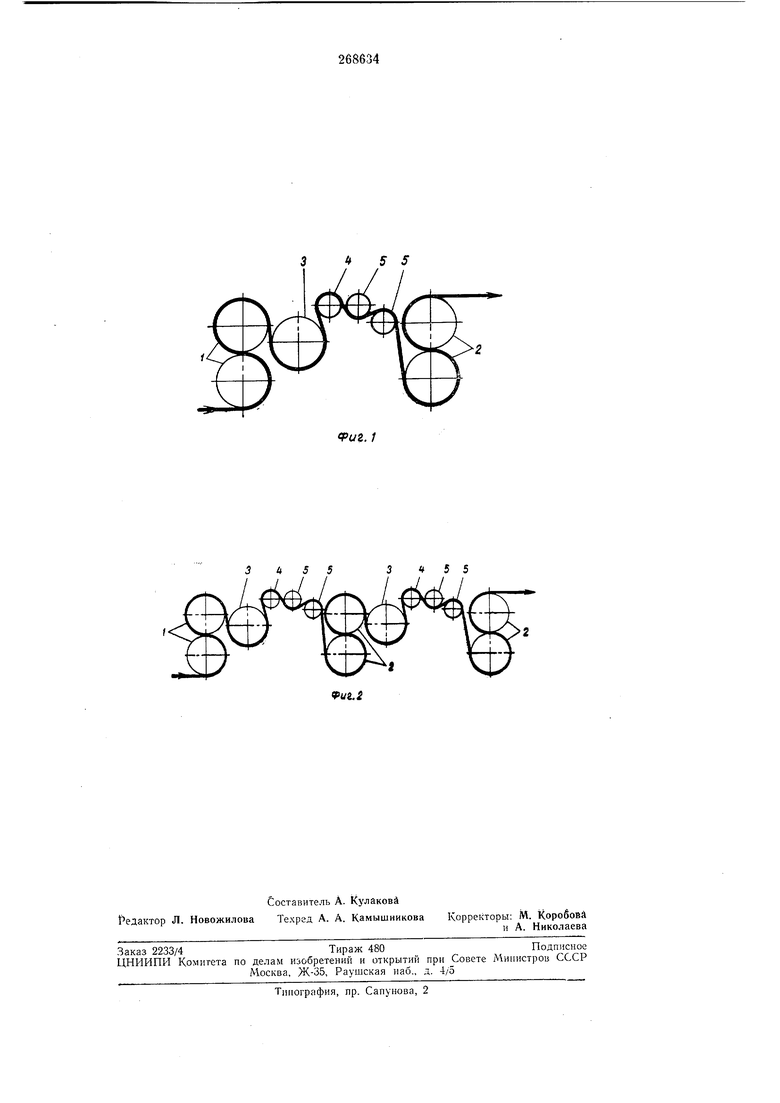
Известен способ двухосной постадийной ориентации полипропиленовой пленки путем однократной вытяжки пленки-заготовки в долевом направлении, затем в поперечном. По известный способ отличается неравпомерностью прочностных свойств пленок IB долевом и полеречном направлении. Всегда большей прочностью пленка обладает в направлении последнего приложения усилия выгяжки (в полеречном направлении). В изделиях, например в конденсаторах, такая лленка дает различный процент усадки в долевом и поперечном направлениях, что и является одним из основных недостатков такой пленки. Предлагаемый способ позволяет получать ориентированные пленки из нолипропилена с регулированием их прочностных свойств, т. е. получать «сбалансированную (равнопрочную) пленку. При этом схема процесса (вдоль- -поперек) остается неизменной. Предлагаемый способ отличается многократностью ведения процесса долевой вытяжки. Долевая вытяжка ведется в две или более стадий с .различными скоростями деформации и промежуточным закаливанием структуры пленки до нулсной модификации кристаллической -решетки. Процесс поперечной ориентации остается .неизменным. С р а ;в .н и т е л ь н ы и пример 1 (известный способ). Из полашропилена с со.держанием атактической фракции 6% на установке вал кового типа, показанной на фиг. 1, ориентируют однократно в долевом направленпи пленку-заготовку толщиной 0,3-0,35 мм. За счет разности скоростей группы приводных валков 7 и 2 задают нужный коэффициент вытяжки . -4, /(1 5, 8 (К - отношение длины растянутого образца к длине исходного). Температура, °С: валка 5 предварительного подогрева100валка 4 ориентации140 вал.ка 5 гермофнксации20 Ориентацию в поперечном направлении проводят на установке типа «ширительной рамы с коэффициентами вытял ки: /(, , К-2 8 (Kz - отношенне плирины растянутого образца к ширине исходного). Температура поперечной ориентациипо зонам, °С: Iзона предварительного нагрева160 IIзона ориентации145 Данлые о овойсгвах пленок и параметрах процесса лредставлены ,в таблице. Пример 2. (предлагаемый способ). На установке валкового типа, показааной на фиг. 2, из гого же полипропилена (при-5 мер 1) ориентируют дважды в долевом направлении пленку-заготовку толщиной 0,3-0,35 мм. За счет разности скоростей группы лриводных валков 1 и 2 задают нужный коэффициент долевой вытялски, равный по ве-10 личине Ki (пример 1), а именно 4+2 6, 4+4 8. Указанный коэффициент вытяжки достигается раздельно в две стадии с промежуточным закаливанием структуры пленок после первой15 стадии до температуры 20°С. 1емпература, °С: валка 3 предварительного . нодогрева100 валка 4 ориентации140 валка 5 тер.мофнксацни20 Ориентацию в поперечном направлении проводят аналогично примеру 1. Данные о свойствах пленок и параметрах .процесса сведены в таблицу. 20 25 Данные, приведенные в таблице, по первому способу показывают, что независимо ог коэффициентов долевой и поперечной вытяжки двухооноориентированные пленки имеют преобладающую прочность в направлении последнего приложения усилия (в поперечном направлении). При этом абсолютные значения прочности щ долевом и поперечном .направлениях остаются одинаковыми независимо от коэффицнентов долевой вытяжки, Предлагаемый способ позволяет получать «сбалансированные прочностные свойства, а при увеличении коэффициента долевой вытяжки (3) поднимать и абсолютные здачения прочности как в долевом, гак и в поперечном направлении. В этих случаях, когда ведется орие.иация с большими коэффициентами долевой и поперечной вытяжки с толщинами пленки до 1,0 мм, долевую вытяжку целесообразно осуществлять многократно (т. е. более 2 раз). Предлагаемый способ получения орнентированных пленок из -нолипропилена опробован на полупромышленной установке в заводских условиях. Таблица
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ПОЛУЧЕНИЯ МНОГОСЛОЙНОГО ПОЛИМЕРНОГО МАТЕРИАЛА | 1983 |
|
RU2110407C1 |
| ОДНОНАПРАВЛЕННАЯ ОРИЕНТИРОВАННАЯ ТЕРМОУСАЖИВАЮЩАЯ ПОЛИМЕРНАЯ ЭТИКЕТКА НА ОСНОВЕ ПОЛИЭТИЛЕНА | 2012 |
|
RU2621598C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ЛИСТОВОГО МАТЕРИАЛА ВЫСОКОЙ ПРОЧНОСТИ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1983 |
|
RU2072919C1 |
| УСТАНОВКА ДЛЯ ДВУХОСНОЙ ОРИЕНТАЦИИ ПОЛИМЕРНЫХ ПЛЕНОК | 1972 |
|
SU330036A1 |
| Способ получения пленки | 1988 |
|
SU1680721A1 |
| Способ получения термоусаживающегося изоляционного материала | 1988 |
|
SU1581589A1 |
| Установка для изготовления двухосноориентированных термоусаживающихся полимерных пленок | 1973 |
|
SU439120A1 |
| СПОСОБ ДВУХОСНОГО РАСТЯЖЕНИЯ РУКАВНЫХ ПОЛИМЕРНЫХ ПЛЕНОК | 1971 |
|
SU311767A1 |
| ДВУХОСНООРИЕНТИРОВАННЫЕ СЛОИСТЫЕ ПЛЕНКИ НА ОСНОВЕ ТЕРМОПЛАСТИЧЕСКОГО ПОЛИМЕРА ДЛЯ БАГАЖНЫХ ИЗДЕЛИЙ И СПОСОБЫ ИЗГОТОВЛЕНИЯ ТАКОВЫХ | 2018 |
|
RU2764886C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ПЛЕНОК ИЗ ТЕРМОПЛАСТИЧНЫХ ПЛАСТМАСС | 2008 |
|
RU2486057C2 |
Предмет изобретения
Способ двухосной постадийной ор1иентации полипропиленовой пленки путем вытяжки при
нагревании, отличающийся тем, что процесс продольной вытяжки проводят в два или более этапа с .промежуточной фиксацией структуры.
