Настоящее изобретение относится к способу изготовления пленок из термопластичных пластмасс.
Ориентированные пленки из термопластичных пластмасс нашли широкое распространение в самых разных случаях применения. В частности, от полипропиленовых пленок, вытянутых по двум осям, в настоящее время в сфере упаковки пищевых продуктов больше не обойтись. Еще до сих пор, через 40 лет после их введения в качестве упаковочного материала, отмечаются рост количества и все более прогрессирующее развитие в направлении непрерывного улучшения свойств пленок и расширения спектра их применения.
Обычным способом изготовления (способом изготовления плоской пленки или способом Stenter) полимеры отдельных слоев сначала плавятся в экструдере, а расплавы продавливаются через фильеру с щелевидным отверстием. Отформованная расплавленная пленка охлаждается на приемном валке, затвердевает, а затем при необходимости вытягивается по двум осям. Обычно в первую очередь с помощью валков, вращающихся с разными скоростями, осуществляется вытягивание в продольном направлении. Затем в так называемой поперечной ширительной раме (Stenter) происходят ориентирование в поперечном направлении, а в заключение фиксация и намотка. В другом варианте способа двухосное вытягивание может осуществляться одновременно. Двухосное вытягивание обеспечивает важные потребительские свойства, такие как механическая прочность, жесткость, прозрачность и равномерность профиля поперечного сечения.
В этих способах изготовления существенным является то, что при охлаждении предварительной пленки при продольной, а также поперечной вытяжке и при фиксации выдерживаются определенные температуры. По этой причине на каждой установке предусмотрены устройства для нагревания или охлаждения пленки. Перед продольной вытяжкой осуществляется нагревание, например, с помощью обогреваемых валков, возможен также охватывающий пленку кожух воздушного отопителя. После продольной вытяжки пленка снова охлаждается. Затем осуществляется повторный нагрев до желательной температуры поперечной вытяжки. Нагретая таким образом пленка пропускается через так называемые вытяжные поля ширительной рамы и непрерывно расширяется в направлении движения пленки с помощью расходящейся направляющей клуппной цепи. Для достижения максимально равномерной вытяжки пленки в ширительной раме с помощью нагревательных элементов поддерживается равномерная температура.
Пленка во всех этих процессах может механически нагружаться лишь настолько, насколько она может противостоять этим силам и при этом не оборваться. Следствием обрывов всегда являются прерывание процесса, длительные простои и большой экономический урон.
При обработке пленок для поддержания гладкости движущегося полотна материала и предотвращения образования складок полотно материала должно также постоянно удерживаться с помощью растягивающего натяжения в продольном и поперечном направлениях. При этом точно так же важно, чтобы эти напряжения при растяжении не превышали механической прочности пленки, поскольку в противном случае дело снова дойдет до обрывов.
В процессе изготовления необходимо также учитывать, что растягивающее натяжение, или напряжение при растяжении, которые выдерживает пленка, изменяется с изменением толщины и температур. Состав и структура пленки также оказывают воздействие на механическую прочность. Правильная установка натяжения полотна и условий вытяжки зависит от многих различных факторов и потому сама по себе является сложной задачей. Правильное натяжение полотна существенно, поскольку при слишком малом натяжении полотна образуются складки, искривления, серповидности, скручивания и прочие дефекты. Достаточная вытяжка важна для механической прочности пленки, для равномерного профиля поперечного сечения и для многих других потребительских свойств. К сожалению, в процессе изготовления часто случаются обрывы, вследствие чего изготовление пленок становится неэкономичным. В частности, обрывы в области ширительной рамы влекут за собой дорогостоящие мероприятия по очистке, поскольку после обрыва последующее полотно пленки входит в контакт с нагревательными элементами ширительной рамы, плавится и склеивается с этими элементами. Следствием этого являются многочасовые производственные простои и тяжелые экономические потери.
К обрыву во время изготовления пленки могут привести многие разные причины. Пленка может иметь, например, локально ограниченные механически слабые места из-за неравномерного профиля поперечного сечения. Подобные слабые места могут появиться вследствие загрязнения сырья, например сгустков, аналогичные эффекты может вызвать неравномерный нагрев. На практике часто очень трудно однозначно указать причину обрыва и надежно устранить эту причину. Целенаправленные исследования в этом отношении складываются сложно, поскольку целью всегда является предотвращение обрывов на производственных установках. Повторение ошибочных ситуаций обходится слишком дорого. Так, например, часто остаются невыясненными обрывы пленки, с которыми приходится мириться как со статистическим феноменом без надежды на то, что причины этого когда-нибудь будут определены.
В основу изобретения положена задача по сокращению количества обрывов при изготовлении полотна пленки, т.е. по созданию способа, с помощью которого пленка может изготавливаться технологически надежно и без обрывов или с их минимально возможным количеством в единицу времени. Способ должен обеспечивать возможность подачи и транспортировки полотна материала без складок и скручивания, а при необходимости с достаточной вытяжкой в продольном и поперечном направлениях.
Способ должен одинаково успешно применяться при различных скоростях движения полотна материала, а также при различных материалах.
Эта задача решается с помощью способа изготовления пленок из термопластичных пластмасс, при котором один или несколько приводных элементов подключены к первому источнику энергии для электроснабжения, отличающегося тем, что с помощью второго источника энергии обеспечивается бесперебойное электроснабжение этих приводных элементов.
В принципе известно, что хотя снабжение электроэнергией от общественных электросетей полностью прерывается редко, все же напряжение и частота сети подвержены постоянным колебаниям, с одной стороны, в результате колебания потребности потребителей в электроэнергии, а, с другой, в результате помех в работе сети. Помехи в работе сети могут быть вызваны как непроизвольными ответными действиями потребителей тока, так и случайными явлениями, как, например, погодными помехами. Так, например, короткие замыкания в результате ударов молнии во время грозы или строительные машины в ходе земляных работ, а также включение и выключение электродвигателей или дуговых электропечей и даже подключение или отключение нагрузок со стороны потребителей и блоков электростанций вызывают падения или повышения напряжения. Подобные вызванные падения напряжения при небольшой продолжительности называются автоматическими повторными включениями, которые обычно, например, со стороны осветительных средств остаются незамеченными.
Хотя в энергосистемах постоянно регулируются напряжение и частота сети в узлах питания электросети, этим они только компенсируют сумму помех для соблюдения заданного значения, рассчитанного на длительный период времени. Вышеописанные автоматические повторные включения в результате этих мер по регулированию не устраняются, в частности, если пострадавший потребитель тока в локальных сетях подключен с малым номинальным напряжением. В Западной Европе, например, около 97% помех в электросети длятся менее трех секунд. Одной из основных причин таких автоматических повторных включений являются обусловленные погодой удары молнии, являющиеся непредсказуемыми как по времени, так и по месту.
В уровне техники описано, что электронные системы обработки данных во избежание потерь данных должны быть защищены от таких колебаний. Часто на проблемы с чувствительными потребителями электроэнергии указывается также в общем виде. Однако в уровне техники нет никаких указаний на то, что такие локальные колебания электроснабжения могли бы повлиять на установки для изготовления пленки, в частности, кратковременным помехам длительностью, например, менее трех секунд, не уделялось никакого внимания вообще.
В рамках настоящего изобретения неожиданно было обнаружено, что обрывы пленки во время изготовления пленки часто совпадают с такими кратковременными колебаниями в электроснабжении или близки к ним по времени. В частности, множество обрывов, с которыми до сих пор мирились как с необъяснимыми, косвенно можно объяснить этими автоматическими повторными включениями. Кроме того, была установлена взаимосвязь между некоторыми колебаниями качества и автоматическими повторными включениями.
Неожиданно оказалось возможным определенно улучшить качество и устойчивость работы производственных установок в отношении обрывов путем обеспечения непрерывности электроснабжения приводных элементов. Было обнаружено, что как кратковременные падения напряжения, так и автоматические повторные включения, вызываются, например, близкими ударами молнии, которые могут привести к обрывам и колебаниям качества.
В рамках настоящего изобретения было обнаружено, что обрывы во время автоматических повторных включений весьма вероятно косвенно вызываются различием инерции масс различных деталей. Это, в частности, относится к способам, при которых пленки вытягиваются по двум осям. В то время как валки для продольной вытяжки при исчезновении напряжения благодаря относительно большому моменту инерции массы продолжают вращаться в течение еще нескольких сотен миллисекунд, цепь в ширительной раме останавливается уже через несколько десятков миллисекунд. Из-за сильного натяжения полотна при поперечной вытяжке пленка затем при остановке цепи сразу обрывается и падает на нагревательные элементы. Приводы, расположенные впереди, транспортируют пленку еще дальше вплоть до ширительной рамы, которая, однако, дальше их не транспортирует. В результате перед ширительной рамой дополнительно возникает пленочный затор.
Кроме того, в рамках настоящего изобретения обнаружено, что экструзия расплавов полимера зависит от автоматических повторных включений. В экструдере отдельные компоненты пленки плавятся и перемешиваются шнеком, который одновременно транспортирует расплав вдоль экструдера. Таким образом, шнек является также приводным элементом в смысле настоящего изобретения. Автоматические повторные включения проявляются в области экструзии, например, в виде колебаний давления, которые могут повредить профиль поперечного сечения и таким образом косвенно привести к появлению слабых мест, в которых возникают обрывы.
Неожиданно после организации бесперебойного электроснабжения, сглаживающего автоматические повторные включения для одного или нескольких приводных элементов, при прочих равных производственных условиях возникает существенно меньше обрывов, в частности процесс протекает устойчиво даже вблизи ударов молнии и продолжается без обрывов или колебаний качества. Эта модификация в электроснабжении приводных элементов обеспечивает устойчивое поддержание равномерного натяжения полотна и напряжения при растяжении в процессе изготовления, так что, например, для повышения надежности движения при вытяжке не приходится мириться ни с какими факторами ослабления вытяжки или с плохим профилем поперечного сечения, или с увеличением количества складок, или скручиваний.
Бесперебойное электроснабжение в смысле настоящего изобретения обеспечивается устройством согласно EN-50091-1, содержащим накопитель энергии, в общем случае в сочетании с вентильным преобразователем тока и электронным управлением и регулированием, которые при колебаниях напряжения или частоты первичного источника тока компенсируют эти помехи, пока помеха не будет устранена, так что обеспечивается постоянное электроснабжение нагрузки.
Пленки в смысле настоящего изобретения представляют собой плоскостные полотна материала, являющиеся гибкими и в общем случае имеющими толщину менее 1000 мкм. Пленки могут иметь однослойную и многослойную структуру. Пленки в смысле настоящего изобретения включают невытянутые пленки, пленки, ориентированные по одной оси, и пленки, ориентированные по двум осям.
Термопластичные пластмассы в смысле настоящего изобретения являются полимерами, становящимися при повышенных температурах мягкими и пластичными, например полиэфир, поликарбонат, полиамиды, полиолефины, такие как полиэтилены, полипропилены, полимеры циклоолефина, полимолочная кислота и т.д.
Продольное направление в смысле настоящего изобретения - это направление, в котором движется полотно материала; это направление называется также направлением движения машины. Поперечное направление в смысле настоящего изобретения - это то направление, которое проходит под углом 90°, т.е. поперек направления движения машины.
Способ изготовления пленок сам по себе известен. Всем способам свойственно, что полимеры плавятся в экструдере, продавливаются через фильеру с щелевидным отверстием, а для отверждения натягиваются на охлаждаемый валок. В случае пленок, растягиваемых по двум осям, предварительная пленка растягивается (ориентируется) затем по одной или двум осям, термофиксируется, факультативно подвергается поверхностной обработке и наматывается. Кроме того, изобретение может использоваться для устойчивого электроснабжения приводных деталей в процессе получения пленки экструзией с раздувом.
Вытягивание (ориентация) по двум осям может производиться одновременно или последовательно. При последовательном вытягивании в процессе получения плоской пленки сначала обычно осуществляется продольная вытяжка (в направлении движения машины), а затем поперечная вытяжка (перпендикулярно направлению движения машины).
Ниже в качестве примера сначала описывается экструзия плоской пленки с последующей последовательной вытяжкой.
Вначале, как принято при экструзионном способе, полимеры отдельных слоев сжимаются и сжижаются в экструдере, причем при необходимости добавленные присадки могут содержаться уже в полимере или в полимерной смеси. Затем расплавы одновременно продавливаются через фильеру со щелевидным отверстием (щелевую головку) и формируются, а однослойная или многослойная пленка растягивается на одном или нескольких приемных валках, причем она охлаждается и отвердевает. В случае полипропиленовых пленок, температура приемных валков находится в области 10-120°С, предпочтительно, 20-80°С.
Предварительная пленка с помощью двух валков, вращающихся в соответствии с желательной кратностью вытяжки с различной скоростью, вытягивается в продольном направлении. Кратности продольной вытяжки для пропиленовых пленок находятся в области 3-8, температура составляет 80-150°С. Оба приемных валка имеют один привод, с помощью которого регулируется скорость вращения каждого валка и тем самым коэффициент вытяжки.
После продольной вытяжки следует поперечная вытяжка с помощью клуппной рамы для полипропиленовых пленок при температуре 120-180°С и при кратности вытяжки 5-10. Для такой поперечной вытяжки полотно пленки нагревается в полях нагрева до необходимой температуры поперечной вытяжки, например, с помощью горячего воздуха из сопловой коробки, установленной под полотном пленки или над ним, или с помощью конвекционного нагрева, или с помощью инфракрасного излучателя. При вхождении в поля нагрева пленка с обоих краев захватывается клуппами вращающейся приводной клуппной цепи. Клуппы проводят пленку через всю ширительную раму. После прохождения полей нагрева пленка входит в поле вытяжки. С помощью расходящейся направляющей клуппной цепи пленка на пути через поле вытяжки непрерывно растягивается по ширине, пока она не достигнет в конце предусмотренной ширины. В примере поля вытяжки температура варьируется с помощью соответствующих устройств. После вытягивания в поле вытяжки пленка проходит фиксацию. На этом участке пленку для фиксации ориентации, достигнутой в результате поперечного растягивания, удерживают с помощью клуппов постоянной по ширине и при постоянной или убывающей температуре в направлении движения. В зависимости от усадочных свойств при фиксации для частичного уменьшения напряжений, вызванных ориентацией, проводку можно сделать также расходящейся. При выходе из поля фиксации клуппы открываются, и пленка направляется по вращающимся валкам дальше, при этом она охлаждается до комнатной температуры, при необходимости на поверхности, предусмотренной для обработки, обрабатывается с помощью плазмы, короны или пламени и в заключение наматывается.
В порядке альтернативы пленки, ориентированные по двум осям, могут изготавливаться способом одновременной вытяжки. При этом в отличие от метода последовательной вытяжки пленка после охлаждения до предварительной пленки с помощью соответствующих устройств одновременно вытягивается в продольном и поперечном направлении. Такие способы и устройства для осуществления способа известны в уровне техники, например, как способы LISIM или MESIM (механическая одновременная вытяжка). Способы LISIM подробно описаны в ЕР 1112167 и ЕР 0785858, на которые тем самым делается прямая ссылка. Способ MESIM описан в US 2006/0115548, на который также делается прямая ссылка.
Согласно способу LISIM® одновременная вытяжка осуществляется способом непрерывной одновременной вытяжки. При этом пленка транспортируется в ширительной печи, аналогичной ширительной раме, с транспортной системой, работающей по способу LISIM. При этом края пленки также захватываются клуппами, которые, однако, приводятся в движение индивидуально с помощью электродвигателя с линейно движущимся ротором. Отдельные клуппы, например, каждый третий, оснащены постоянными магнитами и одновременно служат вторичным элементом привода и электродвигателя с линейно движущимся ротором. Почти на всем окружном пути транспортировки параллельно направляющему рельсу установлены первичные элементы привода и электродвигателя с линейно движущимся ротором. Неприводные клуппы служат лишь для восприятия усилий пленки в поперечном направлении относительно направления движения и для поддержания растягивающего натяжения между точками фиксации.
После захвата клуппами краев пленки предварительная пленка аналогичным образом проходит через зону нагрева, в которой направляющие рельсы клуппов, по существу, проходят параллельно. На этом участке предварительная пленка нагревается соответствующим обогревателем от входной температуры до температуры вытяжки. После этого начинается процесс одновременной вытяжки, при котором клуппные каретки ускоряются в направлении пленки и тем самым разделяются, т.е. увеличивают интервалы между собой. Таким образом пленка вытягивается в длину. Одновременно на этот процесс накладывается поперечная вытяжка, а именно, за счет расхождения направляющих рельсов на участке ускорения клуппов.
После этого пленка фиксируется, как это в принципе известно при последовательной вытяжке. При повышенной температуре пленка при необходимости под контролем, будучи в зажатом состоянии, несколько расслабляется. Особенно предпочтительно, чтобы одновременное расслабление могло происходить в продольном и поперечном направлении. Здесь клуппные каретки задерживаются, благодаря чему интервал между ними сокращается. Вместе с тем допускается небольшое схождение направляющих рельсов транспортной системы.
Согласно способу MESIM® одновременная вытяжка осуществляется по принципу, эквивалентному способу LISIM. При этом пленка в ширительной печи с помощью транспортной системы из клуппов также транспортируется по направляющим рельсам. На каждом краю пленки имеется пара рельсов, на которой установлены и соединены друг с другом с помощью ножничного шарнира противолежащие клуппы и элементы, подобные клуппам. Благодаря ножничному шарниру интервал между клуппами может варьироваться. При раздвижении ножничного шарнира интервал между клуппами увеличивается. При сдвижении шарнира интервал, наоборот, уменьшается. В ширительной печи оба направляющих рельса соответствующей пары рельсов (с ножничным шарниром) установлены со схождением, благодаря чему ножничный шарнир раздвигается и клуппы в направлении движения пленки ускоряются, интервалы между ними увеличиваются. В результате пленка вытягивается в длину. Одновременно благодаря расходящейся установке пар рельсов на каждом краю пленки происходит одновременная поперечная вытяжка.
Процесс получения пленки экструзией с раздувом сам по себе в уровне техники известен. При этом расплав с помощью кольцевого сопла выдавливается в форме рукава, обжимаемого на нижнем конце валками и вытягиваемого в длину. Сжатый воздух раздувает рукав до определенного объема, вследствие чего в принципе происходит равномерное вытягивание по двум осям.
Общим для всех этих процессов является то, что элементы для экструзии расплавов, для проводки и при необходимости для вытягивания пленки являются приводными и получают электропитание от первичного источника тока. Приводными элементами являются, например, экструзионные шнеки, все приводные валки, с помощью которых пленки движутся, при необходимости вытягиваются и наматываются, клуппная цепь при последовательной вытяжке или клуппы, снабженные электродвигателем с линейно движущимся ротором в способе LISIM, а также ножничный шарнир в способе MESIM. Эти приводные устройства ниже обобщенно называются элементами.
Согласно изобретению бесперебойное электроснабжение означает, что эти элементы исправно снабжаются током для экструзии расплавов, а также для проводки, вытяжки или намотки полотна материала. Бесперебойное электроснабжение, используемое согласно изобретению, рассчитано таким образом, что пониженные напряжения, перенапряжения, изменения частоты и высшие гармоники первичного источника энергии компенсируются или сглаживаются. В принципе бесперебойное электроснабжение включает накопитель энергии, вентильный преобразователь тока и электронное управление и регулирование.
Согласно изобретению бесперебойное электроснабжение компенсирует прекращение электроснабжения на протяжении от нуля до трех минут, предпочтительно, 100-500 миллисекунд.
Мощность бесперебойного электроснабжения может составлять 0-10 МВт, предпочтительно, 0,5-8 МВт, более предпочтительно, 1-3 МВт.
В качестве накопителей энергии используются сверхпроводящие катушки или конденсаторы, и бесперебойное электроснабжение может компенсировать прекращение подачи тока, пониженные напряжения, перенапряжения, колебания частоты или высшие гармоники.
В одном из вариантов выполнения накопитель энергии может представлять собой двухслойный конденсатор или совокупность последовательно и/или параллельно включенных двухслойных конденсаторов, которые при напряжении от 100 до 1000 В, предпочтительно, от 400 до 800 В имеет емкость от 1 до 10000 Ф, предпочтительно, 3-5000 Ф.
В общем случае используемое бесперебойное электроснабжение должно было бы обеспечивать пиковую мощность до 10 МВт, причем длительная мощность значительно ниже. Максимальное время компенсации зависит от емкости накопителя энергии и мощности, необходимой на данный момент, и в зависимости от потребности может составлять от нескольких сотен миллисекунд до нескольких минут.
В качестве накопителей энергии в принципе могут быть использованы аккумуляторы, сверхпроводящие катушки и конденсаторы. Эти различные накопители существенно различаются по плотности энергии и мощности, а также по длительности мощности, так что различные виды помех могут быть устранены путем индивидуального выбора соответствующих накопителей. Неожиданно, что для целей настоящего изобретения особенно предпочтительными являются конденсаторы в виде двухслойных конденсаторов, так называемых Supercaps. Оказалось, что обрывы пленки или колебания качества вызываются не длительными помехами в электросети, а многие из обрывов, с которыми до настоящего времени мирились как со статистическими погрешностями, объясняются автоматическими повторными включениями первичного источника энергии, при которых помехи длятся менее одной секунды, например 10-500 миллисекунд. Помехи в общем случае другими потребителями не воспринимаются никак и обычно не вызывают также никаких возмущающих воздействий. Неожиданно обнаружилось, что такие помехи влияют как на устойчивость процесса изготовления пленки, так и на качество изготовляемых пленок. Неожиданно то, что в частности, приводные элементы для поперечной вытяжки пленки, как, например, клуппная цепь или приводные клуппы в способе LISIM, проявляют высокую чувствительность к этим автоматическим повторным включениям. Согласно изобретению, в частности, количество обрывов на участке поперечной вытяжки может быть эффективно сокращено в результате бесперебойного электроснабжения, основывающегося на Supercaps. Оказывается, что, в частности, устойчивость способа даже при грозе, значительно улучшается.
В качестве бесперебойного электроснабжения в рамках настоящего изобретения особенно подходящим является то, которое относятся к категории VFI (Voltage and Frequency Independent - независимого от напряжения и частоты). Обозначения VFD, VFI и VI в смысле настоящего изобретения имеют установленное значение согласно стандарту на продукцию IEC (МЭК) 62040-3.
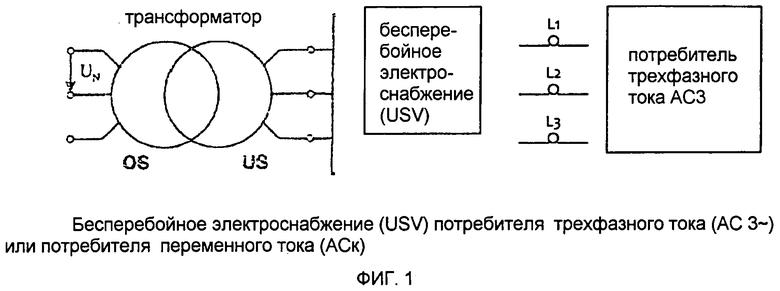
В случае бесперебойного электроснабжения категории VFI (Voltage and Frequency Independent) вход подключается непосредственно к выпрямителю, подающему питание на второй источник энергии. В системе трехфазного тока выход питается от инвертора, который в обычном режиме, т.е. при наличии сетевого напряжения на входе при бесперебойном электроснабжении, получает необходимую энергию через выпрямитель (GR), а при исчезновении напряжения сети питается из второго источника энергии. Если потребителям на выходе при бесперебойном электроснабжении необходима система переменного или трехфазного тока, то бесперебойное электроснабжение устанавливается между отводом трансформатора со стороны бесперебойного электроснабжения и подключениями потребителей (L1, L2, L3) (см. фиг.1). Переменное или трехфазное напряжение на выходе в любом случае формируется независимо от качества входного напряжения с помощью последовательно подключенного инвертора (WR) из постоянного напряжения так называемого промежуточного контура. Для повышения надежности электроснабжения бесперебойное электроснабжение категории VFI располагает так называемой схемой шунтирования Bypass, подключенной параллельно комбинации выпрямителя/инвертора. При перегрузке на выходе при бесперебойном электроснабжении или при появлении внутренней погрешности в ветви выпрямителя/инвертора GR/WR подключенный потребитель «без разрыва» переключается на эту ветвь Bypass и таким образом продолжает получать питание. Накопитель энергии установлен в промежуточном контуре бесперебойного электроснабжения и поддерживает его при исчезновении напряжения на входе.
Бесперебойное электроснабжение категории VFI защищает не только от последствий прекращения подачи тока, понижения напряжения или перенапряжения, но и от колебаний частоты и от высших гармоник. Они обозначаются также терминами «Online» (неавтономный режим работы), «Double-Conversion» (двойное преобразование), «продолжительный режим работы» или «двойной преобразователь».
Если потребителям, например приводам трехфазного тока, необходима система постоянного тока с промежуточным контуром напряжения, то в существующую систему встраивается только накопитель энергии бесперебойного электроснабжения. Последний может подключаться к промежуточному контуру напряжения или непосредственно (фиг.2 и 4), или через преобразователь DC/DC постоянного тока (фиг.5).
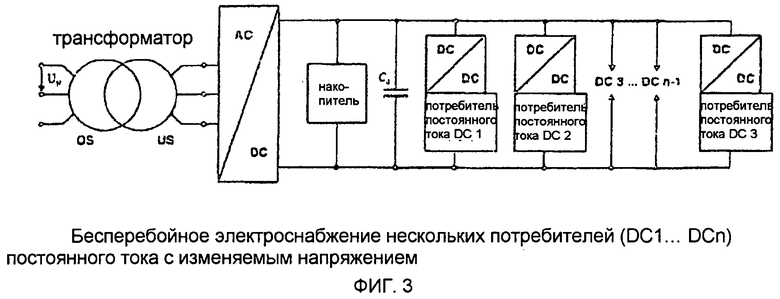
Если потребителям, например приводам трехфазного тока, требуется система постоянного тока с изменяемым выходным напряжением, то необходимы входной выпрямитель, промежуточный контур напряжения и накопитель энергии бесперебойного электроснабжения. Затем изменяемое постоянное напряжение с помощью преобразователя DC/DC постоянного тока формируется из постоянного напряжения промежуточного контура (фиг.3). Накопитель энергии может подключаться к промежуточному контуру напряжения или непосредственно (фиг.3 и 4), или через преобразователь DC/DC постоянного тока (фиг.5).
Для всех вариантов подключения общим является то, что энергия буферируется конденсатором промежуточного контура. Порядок емкости этого конденсатора составляет несколько миллифарад (0,1-10 мФ), а этого недостаточно для восполнения автоматических повторных включений до трех секунд. Для этого необходимо применять накопители энергии с большей плотностью энергии.
Аккумуляторы, правда, в принципе пригодны в качестве накопителей энергии и имеют относительно высокую плотность энергии. Однако плотность их мощности является недостаточной для применения [Bine Informationsdienst Projektinfo 11/03]. Это означает, что для применения при большой мощности необходимо иметь очень много аккумуляторов, которые вместе с тем требуют очень много места. Но в установке для изготовления пленки этого места часто нет.
При большой потребности в мощности решение с использованием аккумуляторов дает одновременно такое количество энергии, которое могло бы обеспечить работу установки на протяжении более 10 минут. Однако, поскольку большинство помех в электросети длится менее трех секунд, количество энергии, предоставляемое таким образом, слишком велико.
Другой проблемой решения с использованием аккумуляторов является тот факт, что примерно через 3-4 года они выходят из строя и, соответственно, все подлежат замене. Кроме того, состояние старения аккумуляторов во время эксплуатации фиксируется неудовлетворительно.
По сравнению с этим решение с использованием конденсаторной батареи с двухслойными конденсаторами при той же мощности требует существенно меньше места: объем примерно в 100 раз меньше, чем у сопоставимого аккумулятора. Поскольку плотность энергии таких двухслойных конденсаторов примерно в 100 раз меньше, чем у аккумуляторов при том же объеме, время восполнения может составлять лишь 10 секунд. Это в точности соответствует времени, необходимому для восполнения автоматических повторных включений.
Кроме того, двухслойный конденсатор по сравнению с аккумулятором имеет примерно в три раза больший срок службы - порядка 10 лет. Кроме того, его состояние старения и тем самым момент замены конденсаторов может быть установлен по емкости.
Поэтому в рамках настоящего изобретения двухслойный конденсатор представляет собой предпочтительное решение для устранения проблем, возникающих в установках для изготовления пленок в результате автоматических повторных включений.
| название | год | авторы | номер документа |
|---|---|---|---|
| Установка для двухосной ориентации полимерных пленок | 1977 |
|
SU740514A1 |
| Установка для двухосной ориентации полимерных пленок | 1991 |
|
SU1812125A1 |
| УСТАНОВКА ДЛЯ ДВУХОСНОЙ ОРИЕНТАЦИИ ПОЛИМЕРНЫХ ПЛЕНОК | 1972 |
|
SU330036A1 |
| Клупп для удержания полимерной пленки | 1990 |
|
SU1763230A1 |
| Клупп для расправления полотен | 1981 |
|
SU1044697A1 |
| СПОСОБ ДВУХОСНОЙ ПОСТАДИЙНОЙ ПЛОСКОСТНОЙ ОРИЕНТАЦИИ ПОЛИПРОПИЛЕНОВОЙ ПЛЕНКИ | 1970 |
|
SU268634A1 |
| Устройство для двухосного растяжения рукавных полимерных пленок | 1975 |
|
SU595171A1 |
| СПОСОБ ДВУХОСНОГО РАСТЯЖЕНИЯ РУКАВНЫХ ПОЛИМЕРНЫХ ПЛЕНОК | 1971 |
|
SU311767A1 |
| СПОСОБ ПОЛУЧЕНИЯ ПОЛИПРОПИЛЕНОВЫХ ПЛЕНОК | 2009 |
|
RU2480330C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ТКАНЕПОДОБНОГО МИКРОПОРИСТОГО СЛОИСТОГО МАТЕРИАЛА ИЗ НЕТКАНОГО ВОЛОКНИСТОГО ПОЛОТНА И ТЕРМОПЛАСТИЧНОЙ ПЛЕНКИ, ОБЛАДАЮЩЕГО ПРОНИЦАЕМОСТЬЮ ДЛЯ ВОЗДУХА И ПАРОВ ВЛАГИ И НЕ ПРОПУСКАЮЩЕГО ЖИДКОСТЬ | 1997 |
|
RU2161560C2 |



Настоящее изобретение относится к способу изготовления пленок из термопластичных пластмасс. Техническим результатом заявленного изобретения является улучшение качества и устойчивости работы производственных установок. Технический результат достигается в способе изготовления пленок из термопластичных пластмасс, в котором один или несколько приводных элементов подключены к первому источнику энергии для электроснабжения. При этом с помощью второго источника энергии обеспечивается бесперебойное электроснабжение этих приводных элементов. Причем бесперебойное электроснабжение относится к категории независимого от напряжения и частоты согласно IEC (МЭК) 62040-3. 19 з.п. ф-лы, 5 ил.
1. Способ изготовления пленок из термопластичных пластмасс, в котором один или несколько приводных элементов подключены к первому источнику энергии для электроснабжения, отличающийся тем, что с помощью второго источника энергии обеспечивается бесперебойное электроснабжение этих приводных элементов,
причем бесперебойное электроснабжение относится к категории независимого от напряжения и частоты согласно IEC (МЭК) 62040-3.
2. Способ по п.1, отличающийся тем, что бесперебойное электроснабжение включает накопитель энергии, вентильный преобразователь тока и электронное управление и/или регулирование.
3. Способ по п.1 или 2, отличающийся тем, что бесперебойное электроснабжение компенсирует прекращение электроснабжения на протяжении от нуля до трех минут, предпочтительно, 100-500 мс.
4. Способ по п.1, отличающийся тем, что мощность бесперебойного электроснабжения составляет 0-10 МВт, предпочтительно 0,5-8 МВт, более предпочтительно 1-3 МВт.
5. Способ по п.2, отличающийся тем, что в качестве накопителей энергии используются сверхпроводящие катушки или конденсаторы.
6. Способ по п.1, отличающийся тем, что бесперебойное электроснабжение компенсирует прекращение подачи тока, пониженные напряжения, перенапряжения, колебания частоты или высшие гармоники.
7. Способ по п.2, отличающийся тем, что накопитель энергии представляет собой двухслойный конденсатор.
8. Способ по п.7, отличающийся тем, что совокупность последовательно и/или параллельно включенных двухслойных конденсаторов при напряжении от 100 до 1000 В, предпочтительно от 400 до 800 В имеет емкость от 1 до 10000 Ф, предпочтительно 3-5000 Ф.
9. Способ по п.7 или 8, отличающийся тем, что прекращение электроснабжения компенсируют на протяжении от нуля до трех минут, предпочтительно 100-500 мс.
10. Способ по п.1, отличающийся тем, что изготавливаемая пленка является многослойной.
11. Способ по п.1, отличающийся тем, что изготавливаемая пленка является однослойной.
12. Способ по п.1, отличающийся тем, что изготавливают пленку, ориентированную по одной оси.
13. Способ по п.1, отличающийся тем, что изготавливают пленку, ориентированную по двум осям.
14. Способ по п.13, отличающийся тем, что для ориентации по двум осям вытяжку осуществляют сначала в продольном, а затем в поперечном направлении.
15. Способ по п.13, отличающийся тем, что ориентацию по двум осям осуществляют одновременно в продольном и поперечном направлениях.
16. Способ по п.14, отличающийся тем, что при одновременной ориентации скоростью приводных клуппов управляют электродвигателями с линейно движущимися роторами.
17. Способ по п.14, отличающийся тем, что клуппы при одновременной ориентации ускоряют с помощью ножничного шарнира в направлении движения машины.
18. Способ по п.1, отличающийся тем, что пленку изготавливают из полиэфира, поликарбоната, полиамидов, полиолефинов, таких как: полиэтилены, полипропилены, полимеры циклоолефина или полимолочная кислота.
19. Способ по п.1, отличающийся тем, что приводным элементом являются экструзионный шнек, валок, клуппная цепь, электродвигатель с линейно движущимся ротором или ножничный шарнир.
20. Способ по п.19, отличающийся тем, что бесперебойное электроснабжение обеспечивают для одного или для нескольких, или для всех указанных элементов.
| US 2007001333 A1, 04.01.2007 | |||
| US 2005285313 A1, 29.12.2005 | |||
| DE 202004017545 U1, 10.02.2005 | |||
| Прямоточный котел | 1983 |
|
SU1112167A1 |
| US 20070187856 A1, 16.08.2007 | |||
| RU 94034101 A1, 20.07.1996. | |||

