Известны способы нарезания фигурных профилей методом последовательного и раздельного снятия стружки инструментами, имеющими чистовые и черновые режущие элементы.
Описываемы способ нарезания резьбы фасонного профиля на вращающейся детали резцом, имеющим диаметрально расположенные черновое и чистовое лезвия, отличается тем, что резец в процессе резьбонарезания соверщает движения перпендикулярно оси нарезаемой резьбы в обе стороны до окончательного формирования ее профиля. Это снижает трудоемкость резьбонарезания и увеличивает его производительность.
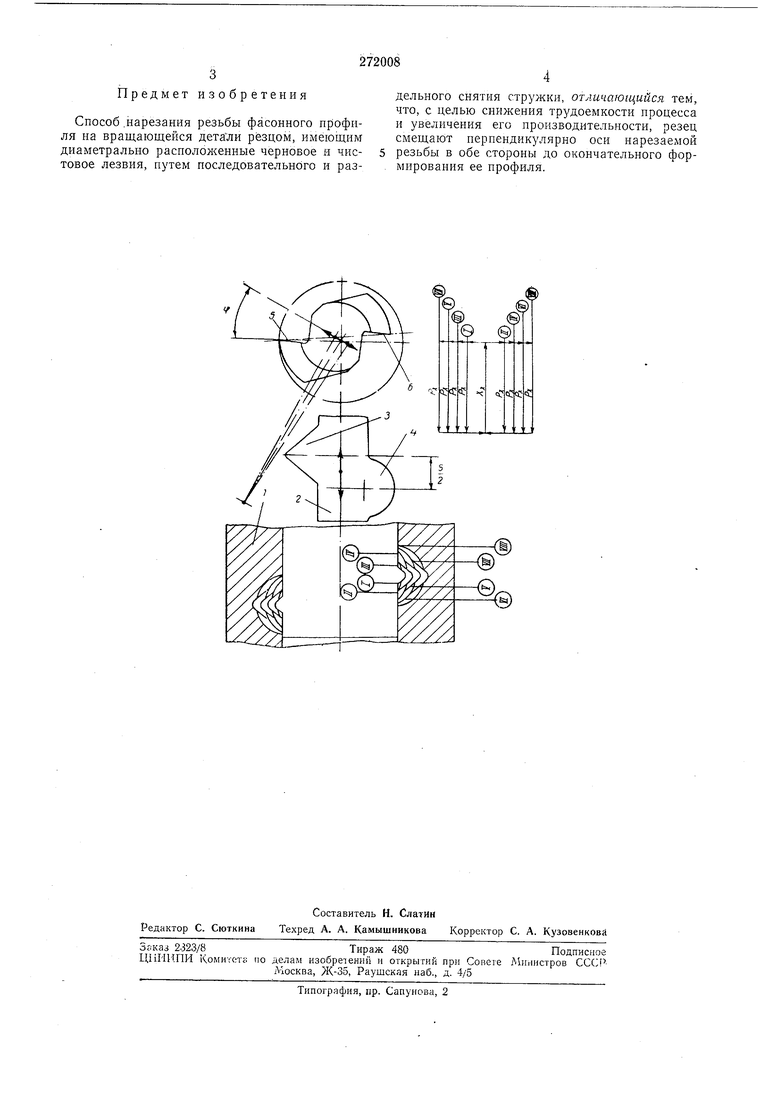
Описываемый способ поясняется чертежом, на котором показано нарезание профиля резьбы в гайке двухперым круглым резьбовым резцом.
Сущность описываемого способа заключается в том, что для обработки отверстия гайки 1 с двух сторон без реверса шпинделя изделия применяется двухперый круглый резьбовой резец 2, перья 5 и 4 которого должны быть расположены диаметрально с направлением режущих кромок 5 и 5 в противоположные стороны, а также смещены вдоль оси вращения
обходимого заднего угла резец устанавливается выше центра вращения изделия, что достигается поворотом резца на угол ср.
Обработка гайки осуществляется следующим образом.
При непрерывном вращении гайки 1 (в данном случае левом) резец 2 совершает продольные возвратно-поступательные перемещения на длину нарезки и движения перпендикулярно оси нарезаемой резьбы в обе стороны до окончательного формирования ее профиля и отвода в исходное положение для вывода из отверстия.
На схеме, изображенной на чертеже, обозначено: Р -рабочий ход, Xj -холостой ход, римские цифры /-VIII - иоследовательность переходов.
Как видно из схемы, обработку начинает черновое перо 5, затем чистовое 4 и так попеременно до полного образованпя профиля резьбы. Такая иоследовательность обеспечнвает, с одной стороны, разделение черновым пером стружки чистового пера, а, с другой стороны, чистовое перо уменьшает глубину и поверхность резания чернового пера.
Все это улучшает условия стружкообразования, уменьшает нагрузку на резец и в конечном счете повышает качество обработки и стойкость инструмента.
3 Предмет изобретения
Способ .нарезания резьбы фасонного профиля на вращающейся деталн резцом, имеющим диаметрально расположенные черновое и чистовое лезвия, путем последовательнбго и раз272008
дельного снятия стружки, отличающийся тем,
что, с целью снижения трудоемкости процесса
и увеличения его производительности, резец
смещают иерпендикулярно оси нарезаемой
резьбы в обе стороны до окончательного формирования ее профиля.
| название | год | авторы | номер документа |
|---|---|---|---|
| РЕЗЬБОВОЙ РЕЗЕЦ | 1970 |
|
SU264109A1 |
| РЕЗЬБОВОЙ РЕЗЕЦ | 1970 |
|
SU268852A1 |
| СПОСОБ НАРЕЗАНИЯ РЕЗЬБ НА КОНЦАХ ОБСАДНЫХ ТРУБ И МУФТАХ | 2016 |
|
RU2648589C2 |
| Способ многопроходного нарезания резьбы асимметричного профиля | 1983 |
|
SU1135576A1 |
| Способ нарезания резьбы | 1987 |
|
SU1563872A1 |
| СПОСОБ НАРЕЗАНИЯ ТОЧНЫХ ВНУТРЕННИХ РЕЗЬБ | 2002 |
|
RU2215621C2 |
| Способ нарезания резьбы с круглым профилем | 1973 |
|
SU432988A1 |
| Способ торцевого фрезерования | 1936 |
|
SU52250A1 |
| Способ многопроходного нарезания резьбы резцами | 1980 |
|
SU994169A1 |
| Способ многопроходного нарезания резьбы | 1977 |
|
SU642081A1 |