Известен снособ унравления гарниссажной электроннолучевой установкой, при котором осуществляют плавное наращивание тока луча до заданной величины и выдерживают металл в расплавленном состоянии.
При пользовании известным способом качество слитка было низким из-за наличия в слитке примесей инородных металлов.
По предлагаемому способу с целью повышения качества получаемого слитка ток луча автоматически корректируют но скорости измерения вакуума в камере пушки, а длительность выдержки металла в расплавленном состоянии устанавливают автоматически в зависимости от зафиксированного времени вывода пушки на заданную мощность.
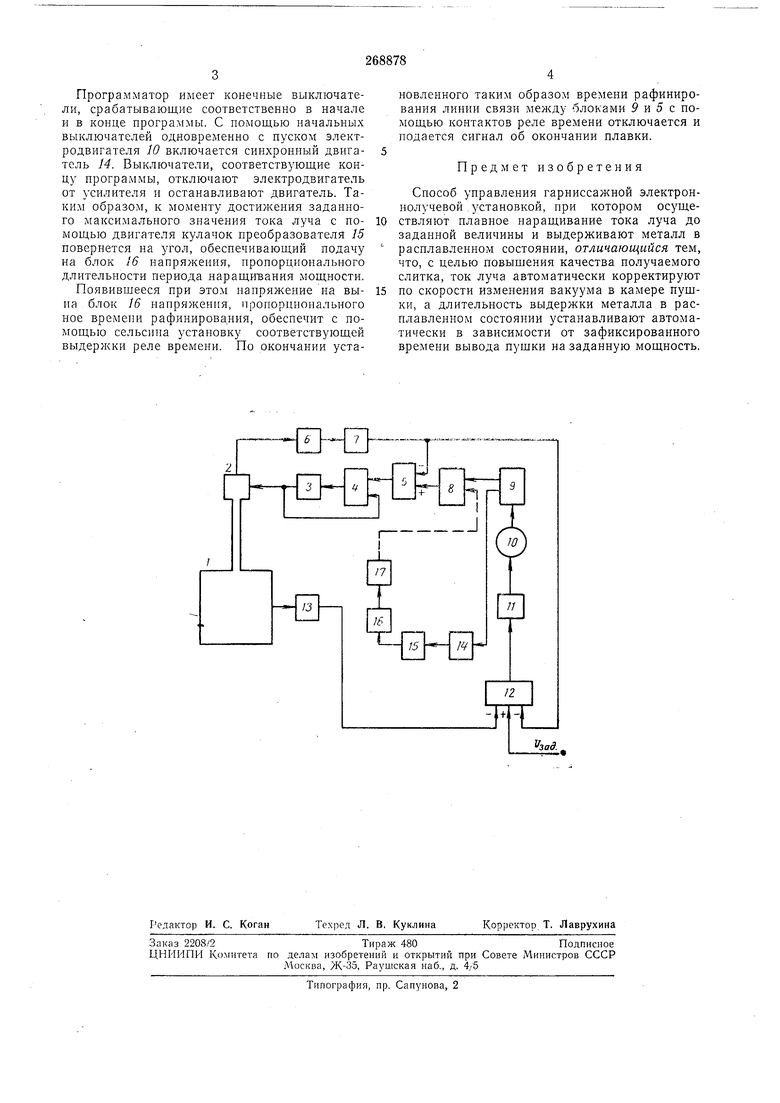
Структурная схема предлагаемого способа изображена на чертеже.
Установка состоит из плавильной камеры 1, камеры электронной пушки 2, источника питания 3, регулятора тока луча 4, сумматора 5, вакуумметра камеры пушки 6, дифференциатора 7, реле времени 5 с дистанционной установкой времени отключения, программатора 9 с профилированным кулачком и электродвигателем 10, приводным от усилителя // сигнала сумматора 12; вакуумметра плавильной камеры 13, синхронного двигателя 14 с кулачковым время-импульсным преобразователе. 15, функционального блока 16, реализующего
экспери: 1ентальную зависимость времени рафинирования от времени плавки, и сельсина 17, управляющего заданием времени реле времени 8.
Сигналом и зад., поданным на сумматор 12, устанавливается максимальная скорость наращивания тока луча, подсчнтанная для незагрязненного металла. При кратковременном значительном газовыделении с помощью вакуумметра 6 и дифференциатора задание регулятора тока корректируется в зависимости от величины, производной от значення вакуума по времени таким образом, чтобы предотвратить дуговой пробой в камере пушки. Одновременно через сумматор и усилитель корректируется скорость электродвигателя, нрнводящего в движенне профилированный кулачок программатора. При восстановлении вакуума в камере пушки с помоп ью программатора продолжается дальнейшее наращивание тока луча со скоростью, обусловленной сигналом и зад.
Таким образом, непрерывно поддерживается максимально допустимый ток луча и максимально возможная скорость его наращивания.
Аналогично осуществляется коррекция скорости наращнвания тока луча при снижении вакуума в плавильной камере (по вакуумметРУ 13).
Программатор имеет конечные выключатели, срабатывающие соответственно в начале и в конце программы. С помощью начальных выключателей одновременно с пуском электродвигателя 10 включается синхронный двигатель 14. Выключатели, соответствующие концу программы, отключают электродвигатель от усилителя и останавливают двигатель. Таким образом, к моменту достижения заданного максимального значения тока луча с помощью двигателя кулачок преобразователя 15 повернется на угол, обеспечивающий подачу на блок 16 напряжения, пропорционального длительности периода наращивания мощности.
Появившееся при этом напряжение на выиа блок 16 напряжения, пропорционального ное времепи рафинирования, обеспечит с помощью сельсина установку соответствующей выдержки реле времени. По окончании установленного таким образом времени рафинирования линии связи между блоками 9 и 5 с помощью контактов реле времени отключается и нодается сигнал об окончании плавки.
Предмет изобретения
Способ управления гарниссажной электроннолучевой .установкой, при котором осуществляют плавное наращивание тока луча до заданной величины и выдерживают металл в
расплавленном состоянии, отличающийся тем, что, с целью повышения качества получаемого слитка, ток луча автоматически корректируют
по скорости изменения вакуума в камере пушки, а длительность выдержки металла в расплавленном состоянии устанавливают автоматически в зависимости от зафиксированного времени вывода пушки на заданную мощность.
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для электронно-лучевой сварки | 1960 |
|
SU135558A1 |
| Способ получения слитков ниобия высокой чистоты | 2022 |
|
RU2783993C1 |
| КОМБИНИРОВАННАЯ ВАКУУМНАЯ ИНДУКЦИОННО-ЭЛЕКТРОННО-ЛУЧЕВАЯ ПЕЧЬ ДЛЯ ПЛАВКИ, РАФИНИРОВАНИЯ И РАЗЛИВКИ МЕТАЛЛА | 1992 |
|
RU2093768C1 |
| СПОСОБ И УСТРОЙСТВО ЭЛЕКТРОННО-ЛУЧЕВОЙ ИЛИ ПЛАЗМЕННОЙ ПЛАВКИ МЕТАЛЛА ИЗ КРИСТАЛЛИЗАТОРА В КРИСТАЛЛИЗАТОР | 2008 |
|
RU2489506C2 |
| СПОСОБ И УСТРОЙСТВО ДЛЯ ПРОИЗВОДСТВА МЕТАЛЛИЧЕСКОГО СЛИТКА | 2020 |
|
RU2753847C1 |
| СПОСОБ ЭЛЕКТРОННО-ЛУЧЕВОГО ПЕРЕПЛАВА КУСКОВОГО МЕТАЛЛИЧЕСКОГО МАТЕРИАЛА И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1995 |
|
RU2087563C1 |
| ЭЛЕКТРОННОЛУЧЕВАЯ ХОЛОДНОПОДОВАЯ ПЕЧЬ | 1973 |
|
SU392107A1 |
| СПОСОБ ПОЛУЧЕНИЯ СЛИТКА СПЛАВА | 2010 |
|
RU2494158C1 |
| СПОСОБ УПРАВЛЕНИЯ ПРОЦЕССОМ ПЛАВКИ | 2010 |
|
RU2436853C2 |
| СПОСОБЫ И УСТРОЙСТВО ДЛЯ ПОЛУЧЕНИЯ ПРОДУКТОВ ИЗ РАСПЫЛЕННЫХ МЕТАЛЛОВ И СПЛАВОВ | 2012 |
|
RU2608857C2 |
