Изобретение относится к металлургии и может быть использовано при выплавке слитков из высокореакционных металлов и сплавов.
В настоящее время для производства слитков из высокореакционных металлов и сплавов широко применяются способы плавки в вакуумных плавильных установках с охлаждаемой промежуточной плавильной емкостью (т.н. холодным подом) и источниками нагрева, факелы и лучи которых перемещаются во время плавки по предварительно заданной траектории. Слитки, выплавленные в печах с холодным подом, характеризуются высоким качеством и отсутствием тяжелых тугоплавких включений, оседающих в гарнисаже. При плавке в печи с холодным подом крайне важным является поддержание максимальной площади поверхности ванны расплавленного металла на холодном поде, что обеспечивает наибольшую эффективность процесса плавки. Однако при изменении состава, содержания и габаритов шихтовых материалов на поверхности расплава возможно образование и присутствие в течение длительного времени локальных зон с пониженной температурой относительно основной поверхности расплава, что приводит к уменьшению площади ванны расплавленного металла и соответственно снижению чистоты расплава и нарушению стабильности процесса кристаллизации.
Известен способ регулирования температурного поля по поверхности слитков в электронно-лучевых плавильных печах, заключающийся в измерении температуры в секторах, на которые разделяют нагреваемую поверхность, сравнение сигналов, соответствующие измеренным температурам в противолежащих секторах, и по полученным разностям смещение центра траектории перемещения электронного пучка (а.с. СССР №560370, опубл. 23.05.1977, бюл. №20).
Известный способ не обеспечивает требуемой точности измерения и поддержания заданной температуры в процессе плавки, кроме того, известный способ ограничен областью применения, т.к. может использоваться исключительно при электронно-лучевом переплаве.
Задачей, на решение которой направлено изобретение, является разработка способа, позволяющего обеспечить стабильно высокое качество слитка независимо от специфики исходных шихтовых материалов.
Техническими результатами, достигаемыми при осуществлении изобретения, являются стабилизация температуры расплава и поддержание максимальной площади поверхности расплава на холодном поде.
Указанный технический результат достигается тем, что в способе управления процессом плавки при плазменно-дуговом и электронно-лучевом переплаве, включающем загрузку шихты различного состава и габаритного размера в плавильную установку и ее расплавление факелом плазмотрона или электронным лучом с образованием расплава металла и корректировку процесса плавки с учетом изменений параметров, согласно изобретению проводят термографическое сканирование поверхности расплава в инфракрасном диапазоне теплового излучения с определением температурного поля и регистрацией теплового изображения, а при локальных изменениях спектра температурного поля в сторону понижения температуры при неполном расплавлении шихты осуществляют выравнивание температуры поверхности расплава посредством корректировки траектории движения факела или электронного луча с направленностью на участки с пониженной температурой. При использовании плазменного факела на поверхности расплава дополнительно создают волнообразное движение, направленное от центра к периферии, сформированное колебаниями факела плазмотрона частотой 0,1÷10 Гц посредством изменения расхода плазмообразующего газа, а при использовании электронного луча на поверхности расплава дополнительно создают волнообразное движение, направленное от центра к периферии, сформированное изменяющимся сфокусированным пятном воздействия луча с частотой развертки 0,1÷10 Гц.
В процессе плавки посредством механизма подачи шихта подается в плавильную зону холодного пода. Факелом плазмотрона или электронным лучом производится расплавление шихты, и образуется ванна жидкого металла. Под действием управляющей программы факел движется над поверхностью расплава по заданной траектории, расплавляя последующие порции подающейся шихты и последовательно подогревая участки поверхности. Однако управляющая программа траектории движения не учитывает того, что при расплавлении шихты различного состава и различными габаритными размерами, например разносортных брикетов или кусковых отходов, в расплаве возможно образование участков с пониженной температурой по причине неполного расплавления шихты и присутствия плен на поверхности расплава при переплаве шихты с повышенной загрязненностью. Указанные участки инициируют локальное охлаждение расплава с созданием «перемерзших» зон, уменьшающих площадь расплава, что не гарантирует их удаление при дальнейшем воздействии движущегося факела источника нагрева. При этом образуются низкотемпературные зоны, уменьшающие площадь ванны расплава, что приводит к необходимости создания дополнительных средств по поддержанию максимальной площади ванны расплава.
Для осуществления предлагаемого способа плавильную установку дополнительно оснащают термографическим устройством в составе датчика, вычислительного модуля и регистратора хранения визуальной информации. Датчик представляет собой двухмерную матрицу, помещенную в охлаждаемый взрывобезопасный корпус и работающую в инфракрасном спектре теплового излучения. При температурном сканировании поверхности расплава, образующегося при расплавлении шихты в плавильной емкости, определяется температурное поле расплава путем измерения и вычисления температуры для каждой точки (пикселя - чувствительного элемента) матрицы датчика. Каждый пиксель воспроизводит цветовой сигнал, интенсивность которого пропорциональна температуре расплава в данной точке, и по измеренным значениям производится пересчет температуры для каждого пикселя матрицы с учетом коэффициента черноты расплава для данного материала. После фильтрации значений базы данных инфракрасных изображений на дисплей выводится цветная видеоинформация поверхности расплава. Кроме того, дополнительно отражаются визуальные, цифровые и графические данные в виде диаграмм распределения температур по поверхности расплава. В процессе плавки термографическим устройством производят температурное сканирование поверхности расплава. При температурном сканировании выявляются участки поверхности расплава с пониженной температурой, имеющие отличающийся от основной поверхности цветовой спектр. Указанные участки не обнаруживаются при визуальном контроле поверхности расплава, а могут быть выявлены только в инфракрасном спектре теплового излучения. При достижении фактического значения снижения температуры порогового значения формируется команда для исполнительного механизма (гидравлического механизма перемещения сопла плазмотрона или отклоняющих катушек движения электронного луча) на корректировку траектории движения факела источников нагрева. После чего исполнительный механизм источников нагрева корректирует траекторию движения, направляя факел источника нагрева на участок поверхности с пониженной температурой, при этом факелом плазмотрона или электронным лучом происходит прямой нагрев требуемого участка с последующим выравниванием температуры и сохранением максимальной площади поверхности расплава металла.
Кроме того, в процессе плавки на поверхности расплава возможно образование тугоплавких частиц легких неметаллических соединений, которые не устраняются в полном объеме после прямого нагрева факелом источником в результате корректировки траектории движения. Поэтому для ограничения в расплаве тугоплавких частиц легких неметаллических соединений дополнительно создают вибрацию поверхности расплава колебаниями факела источников нагрева частотой 0,1÷10 Гц за счет изменения расхода плазмообразующего газа или за счет дополнительного создания волнообразного движения, направленного от центра к периферии и сформированного изменяющимся сфокусированным пятном воздействия луча с частотой развертки 0,1÷10 Гц.
Это позволяет посредством формирования волн на поверхности расплава перемещать нежелательные соединения из центра ванны расплава к периферии и «вмораживать» их в гарнисаж, расположенный у стенок плавильной емкости или переливных порогов. Интервал частоты колебаний определен условиями оптимальной очистки расплава. Создание вибрации позволяет изменить направление движения частиц на поверхности ванны в противоположные стороны относительно общего движения расплава по холодному поду и, как результат, дополнительно очистить расплав от нежелательных соединений, находящихся на его поверхности.
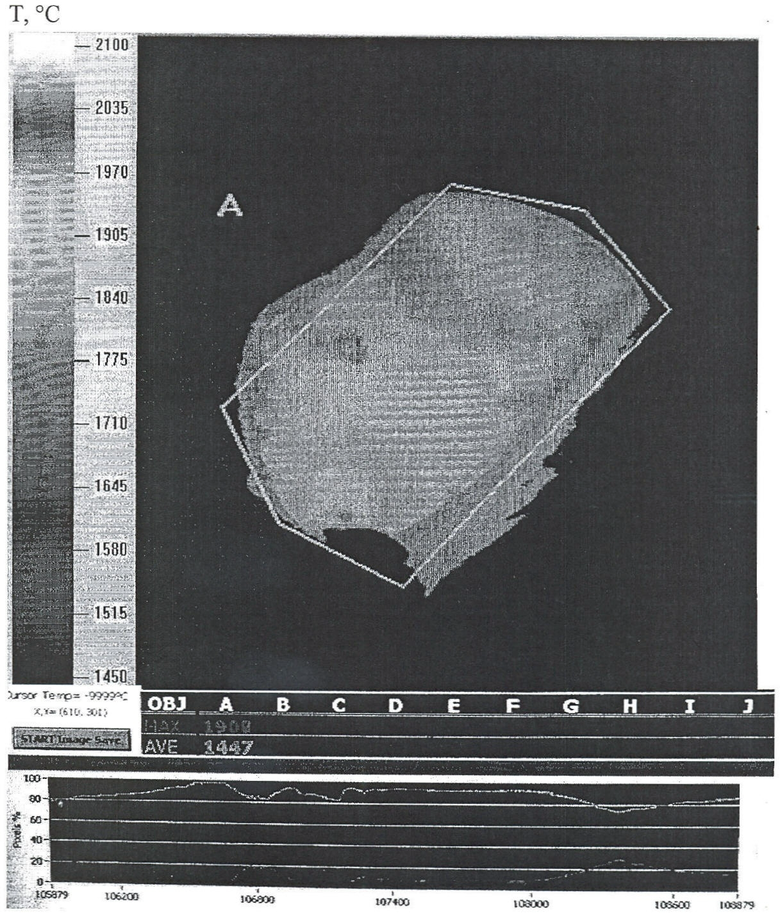
Изобретение поясняется чертежом. На чертеже изображен дисплей термографического устройства с тепловым изображением ванны жидкого металла и регистрируемой информацией, необходимой для управления факелом источников нагрева.
Промышленную применимость изобретения подтверждают следующие примеры конкретного выполнения.
Пример 1. В плазменно-дуговой установке с плоским водоохлаждаемым медным подом производили переплав брикетов из титанового сплава Вт 6 и диаметром 150 мм, высотой 60 мм и массой 5 кг. Исходную шихту в количестве 3000 кг загружали в барабан - питатель установки с закрепленным к внутренней поверхности цилиндра винтом Архимеда и помещали в устройство загрузки шихты рабочей камеры установки. Установку герметизировали и вакуумировали до величины остаточного давления 6,67 Па и заполняли инертным газом - гелием до величины избыточного давления 117,7 кПа. После чего зажигали источник нагрева - плазмотрон в зоне расплавления шихты. По мере наведения ванны жидкого металла на поде зажигали остальные источники нагрева и осуществляли движение всех источников нагрева по траектории, заданной программой. Ток дуги плазмотрона составлял 3 кА, напряжение на дуге 350 В, расход плазмообразующего газа - гелия - 2÷2,5 м3/мин. Одновременно осуществляли термографическое сканирование поверхности расплава. Термографическое сканирование производили термографическим устройством «Mikron» серии 9000 в составе датчика, вычислительного модуля и регистратора для хранения цифровой, графической и визуальной информации. Температурное сканирование производили датчиком, имеющим двухмерную матрицу разрешением 800×600 пикселей и частотой обновления изображения 30 кадров в секунду, в плавильной зоне пода размерами 800×1100 мм. Сигнал с датчика оцифровывали с разрешением 8 бит. По интенсивности цветового сигнала датчика для каждой точки изображения вычисляли значение температуры с учетом степени черноты используемого титанового сплава, равного 0,6. В автоматическом режиме рассчитывали и регистрировали температурное поле поверхности расплава. Через 60 минут после включения независимых источников нагрева производили подсыпку шихтовых материалов. В процессе плавки температурным сканированием выявляли участки с пониженной температурой, вызванной скоплением ссыпавшихся брикетов в зоне косвенного воздействия источников нагрева и наличием на поверхности расплава образовавшихся частиц неметаллических соединений. Далее из зоны рафинирования очищенный жидкий расплав через следующий переливной порог поступал в кристаллизатор диаметром 705 мм. Плавку вели в течение 6 часов, в течение всей продолжительности плавки сигналы на корректировку траектории движении источников нагрева поступали 4 раза, кроме того, в течение плавки на поверхности расплава однократно создавали волнообразное движение колебаний факела плазмотрона переключением газового потока с частотой 1 Гц. После плавления литую металлическую заготовку охлаждали при постоянной циркуляции гелия в течение 5 часов и выгружали из камеры вытяжки кристаллизатора. Полученная литая заготовка после проведения исследований характеризовалась высоким качеством и отсутствием неметаллических включений.
Пример 2. Предлагаемый способ осуществляли в электронно-лучевой установке с промежуточной плавильной емкостью (охлаждаемым медным тиглем) размерами 400×600 мм при переплаве стружки для получения гранул из титанового сплава Инконель 718. В качестве источников нагрева установки использованы газоразрядные электронные пушки, а в качестве рабочего газа пушек - технический водород. Стружку размерами 45×25×1,0 массой 3000 кг помещали в шихтовой бункер. Установку герметизировали до величины давления 3 паскаля. Затем поочередно включали два нагревателя шихтовых материалов. Одновременно подавали газообразный водород. Устанавливали движение пучка луча путем изменения тока управления в электромагнитных катушках в пределах 1,5÷2,0 А, угол отклонения от оси электронной пушки до 30°. Производили из бункера ссыпку металлической стружки весом до 2 кг и ее расплавление. Ток электронного луча составлял 9 А, напряжение 25 кВ на пушке, расход рабочего газа - до 30 л/час. Луч второй пушки направляли на поверхность сливного канала тигля. Слив расплава из емкости производили в кристаллизатор - гранулятор, выполненный в виде медного водоохлаждаемого барабана с углублениями для отливок массой ~2 кг. Для рафинирования поверхности расплава дополнительно применяли флюс на основе CaF2. Термографическое сканирование поверхности образовавшейся в тигле ванны расплава термографическим устройством «Mikron 9100» в составе датчика, вычислительного модуля и регистратора для хранения цифровой, графической и визуальной информации. Температурное сканирование производили датчиком, имеющим двухмерную матрицу разрешением 640×480 пикселей и частотой обновления изображения 30 кадров в секунду. При выявлении процессе плавки участков с пониженной температурой производили корректировку траектории движения электронного луча. В течение плавки корректировку траектории осуществляли 6 раз. Полученные литые гранулы характеризовались высоким качеством и отсутствием дефектов.
Предлагаемый способ управления процессом плавки позволяет обеспечить высокое качество слитка независимо от специфики исходных шихтовых материалов за счет стабилизации температуры расплава и поддержания максимальной площади поверхности расплава.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ КОНТРОЛЯ ЧИСТОТЫ МЕТАЛЛИЧЕСКИХ РАСПЛАВОВ | 2009 |
|
RU2425361C1 |
| СПОСОБ И УСТРОЙСТВО ДЛЯ ПРОИЗВОДСТВА МЕТАЛЛИЧЕСКОГО СЛИТКА | 2020 |
|
RU2753847C1 |
| СПОСОБ ЭЛЕКТРОННО-ЛУЧЕВОЙ ИЛИ ПЛАЗМЕННОЙ ЗОННОЙ ПЛАВКИ В КВАДРАТНЫЙ КРИСТАЛЛИЗАТОР | 2007 |
|
RU2454471C2 |
| СПОСОБ ПЛАВКИ И ЛИТЬЯ МЕТАЛЛА ВО ВРАЩАЮЩЕЙСЯ И НАКЛОННОЙ ЕМКОСТИ | 2000 |
|
RU2191211C2 |
| ПЕЧЬ ДЛЯ ПЛАВКИ И РАФИНИРОВАНИЯ РЕАКЦИОННЫХ МЕТАЛЛОВ И СПЛАВОВ | 2009 |
|
RU2426804C1 |
| СПОСОБ И УСТРОЙСТВО ДЛЯ ПРОИЗВОДСТВА СЛОИСТЫХ СЛИТКОВ | 2012 |
|
RU2598020C2 |
| УСТРОЙСТВО ДЛЯ ПЛАВЛЕНИЯ И ЛИТЬЯ МЕТАЛЛОВ И СПЛАВОВ | 1992 |
|
RU2089633C1 |
| СПОСОБ ПЛАВКИ МЕТАЛЛОВ И СПЛАВОВ | 2009 |
|
RU2405660C1 |
| СПОСОБ ВАКУУМНО-ПЛАЗМЕННОЙ ПЛАВКИ МЕТАЛЛОВ И СПЛАВОВ В ГАРНИСАЖНОЙ ПЕЧИ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2007 |
|
RU2346221C1 |
| СПОСОБ И УСТРОЙСТВО ЭЛЕКТРОННО-ЛУЧЕВОЙ ИЛИ ПЛАЗМЕННОЙ ПЛАВКИ МЕТАЛЛА ИЗ КРИСТАЛЛИЗАТОРА В КРИСТАЛЛИЗАТОР | 2008 |
|
RU2489506C2 |
Изобретение относится к металлургии и может быть использовано при выплавке слитков из высокореакционных металлов и сплавов плазменно-дуговым и электронно-лучевым переплавом. Способ включает загрузку шихты различного состава и габаритного размера в плавильную установку и ее расплавление факелом плазматрона или электронным лучом с образованием расплава металла и корректировку процесса плавки с учетом изменений параметров. Проводят термографическое сканирование поверхности расплава в инфракрасном диапазоне теплового излучения с определением температурного поля и регистрацией теплового изображения, а при локальных изменениях спектра температурного поля в сторону понижения температуры при неполном расплавлении шихты осуществляют выравнивание температуры поверхности расплава посредством корректировки траектории движения факела плазматрона или электронного луча с направленностью на участки поверхности с пониженной температурой. Изобретение позволяет стабилизировать температуру расплава и поддерживать максимальную площадь поверхности расплава на холодном поде. 2 з.п. ф-лы, 1 ил.
1. Способ управления процессом плавки при плазменно-дуговом и электронно-лучевом переплаве, включающий загрузку шихты различного состава и габаритного размера в плавильную установку, и ее расплавление факелом плазмотрона или электронным лучом с образованием расплава металла, и корректировку процесса плавки с учетом изменений параметров, отличающийся тем, что проводят термографическое сканирование поверхности расплава в инфракрасном диапазоне теплового излучения с определением температурного поля и регистрацией теплового изображения, а при локальных изменениях спектра температурного поля в сторону понижения температуры при неполном расплавлении шихты осуществляют выравнивание температуры поверхности расплава посредством корректировки траектории движения факела плазмотрона или электронного луча с направленностью на участки поверхности с пониженной температурой.
2. Способ по п.1, отличающийся тем, что при использовании факела плазмотрона на поверхности расплава дополнительно создают волнообразное движение, направленное от центра к периферии, сформированное колебаниями факела плазмотрона частотой 0,1-10 Гц посредством изменения расхода плазмообразующего газа.
3. Способ по п.1, отличающийся тем, что при использовании электронного луча на поверхности расплава дополнительно создают волнообразное движение, направленное от центра к периферии, сформированное изменяющимся сфокусированным пятном воздействия луча с частотой развертки 0,1-10 Гц.
| ВАКУУМНАЯ ПЛАВИЛЬНАЯ ПЕЧЬ С ХОЛОДНЫМ ПОДОМ | 2002 |
|
RU2228962C2 |
| СПОСОБ ЭЛЕКТРОННО-ЛУЧЕВОГО ПЕРЕПЛАВА КУСКОВОГО МЕТАЛЛИЧЕСКОГО МАТЕРИАЛА И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1995 |
|
RU2087563C1 |
| Способ регулирования температурного поля на поверхности слитков в электроннолучевых плавильных печах | 1975 |
|
SU560370A1 |
| СПОСОБ ПОЛУЧЕНИЯ СОЕДИНЕНИЯ ФОРМУЛЫ RSH ПУТЕМ ГИДРОСУЛЬФУРИЗАЦИИ | 2020 |
|
RU2805660C2 |
| Способ получения молочной кислоты | 1922 |
|
SU60A1 |

