Описываемый способ относится к области дутовой .сварки.
Известен способ дуговой сварки швов с принудительным формированием н газовой защитой дуги. При этом способе электродная проволока подается в зазор между свариваемыми деталями. Сварочная дуга горит в струе защитного газа. Вытекание ванны расплавленного металла предотвращается формирующим устройством, например медными ползунами. Сварка может производиться одним или двумя и более электродами. Электроды могут быть расположены как вдоль, так и поперек зазора.
В известном способе, в зависимости от толщины металла, сварка может производиться неподвижными электродами или электродами с перемещением в направлении толщины металла.
Однако при подходе дуги к медному ползуну или при близком ее расположении .ползун забрызгивается каплями электродного металла, которые ухудшают формирование щва. Кроме того, тепловой поток излучения дуги непосредственно воздействует на ползун, подплавляет его .поверхность, что вызывает «задиры на поверхности швов при сварке. При движении дуги в зазоре (колебание электрода вдоль толщины металла) в результате взаимодействия сил электромагнитного характера происходит смещение ванны к одному ползуну,
что, как правило, приводит к несимметричному развару кромок металла, неудовлетворительному формированию щва под другим ползуном. С повышением свариваемой толщины неравномерность провара увеличивается и при сварке металла толщиной более 25 мм становится существенным недостатком технологии вертикальной сварки.
Описываемый способ отличается тем, что ванну жидкого металла в процессе сварки периодически принудительно перемещают от ползуна к ползуну таким образом, что.бы часть жидкого металла располагалась между дугой и ползуном. Периодические смещения ванны расплавленного металла могут производиться путем воздействия на нее внешних управляемых сил, например электромагнитных, механических, электромеханических и т. д. Это уменьшает забрызгивание ползунов металлов и улучшает качество шва.
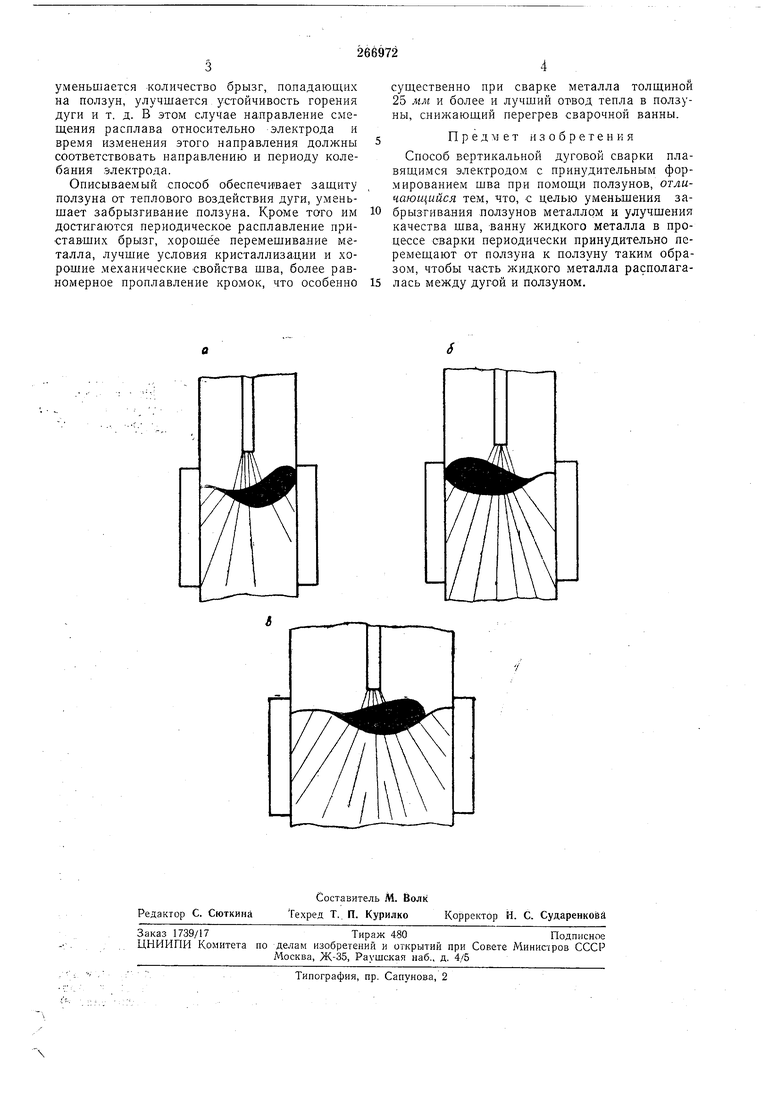
Описываемый способ поясняется чертенком (.положения а, б, в).
Ванна расплавленного металла под действием управляемых сил располагается между дугой и одним из ползунов, защищая его прослойкой жидкого металла (см. чертеж, положения а н б): уменьшается количество брызг, поладающих на ползун, улучшается устойчивость горения дуги и т. д. В этом случае направление смещения расплава относительно электрода и время изменения этого направления должны соответствовать направлению и периоду колебания электрода. Описываемый способ обеспечивает защиту ползуна от теплового воздействия дуги, умень..,.j.. . ...,..„„.„ „..., ,-.., , шает забрызгивание ползуна. Кроме того им достигаются периодическое расплавление приставщих брызг, хорошее перемешива.ние металла, лучшие условия кристаллизации и хорошие механические свойства шва, более равномерное проплавление кромок, что особенно существенно при сварке металла толщиной 25 лш и более и лучший отвод тепла в ползуны, снижающий перегрев сварочной ванны. Предмет изобретения Способ вертикальной дуговой сварки плавящимся электродом с принудительным формированием шва при помощи ползунов, отличающийся тем, что, с целью уменьшения забрызтивания ползунов металлом и улучщения качества шва, ванну жидкого металла в процессе сварки периодически принудительно перемещают от ползуна к ползуну таким образом, чтобы часть жидкого металла располагалась между дугой и ползуном.
| название | год | авторы | номер документа |
|---|---|---|---|
| УСТРОЙСТВО для СВАРКИ ВЕРТИКАЛЬНЫХ ШВОВ | 1970 |
|
SU274275A1 |
| СПОСОБ ДУГОВОЙ СВАРКИ | 1968 |
|
SU218349A1 |
| Способ вертикальной дуговой сварки под флюсом | 1991 |
|
SU1819199A3 |
| Способ дуговой сварки горизонтальных швов на вертикальной плоскости с принудительным формированием шва | 1986 |
|
SU1505710A1 |
| СПОСОБ ДУГОВОЙ СВАРКИ В СРЕДЕ ЗАЩИТНЫХ ГАЗОВ НЕПЛАВЯЩИМСЯ ЭЛЕКТРОДОМ | 1970 |
|
SU282553A1 |
| Способ вертикальной сварки открытой дугой | 1980 |
|
SU927441A1 |
| СПОСОБ СВАРКИ НЕПЛАВЯЩИМСЯ ЭЛЕКТРОДОМ ПОГРУЖЕННОЙ ДУГОЙ | 2000 |
|
RU2202453C2 |
| Способ дуговой сварки под флюсом | 1990 |
|
SU1785490A3 |
| Способ и устройство для сварки швов на вертикальной плоскости | 1978 |
|
SU770693A1 |
| СПОСОБ КОНТРОЛЯ ГЕОМЕТРИЧЕСКИХ РАЗМЕРОВ ШВА ПРИ СВАРКЕ НЕПЛАВЯШИМСЯ ЭЛЕКТРОДОМ | 1973 |
|
SU364399A1 |
